中速船用柴油機(jī)氣缸蓋鑄件嗆氣孔問題的探討
2017-06-01 09:43:15劉繼波綦宗超
中國鑄造裝備與技術(shù) 2017年2期
關(guān)鍵詞:工藝
張 明,劉繼波,綦宗超,韓 強(qiáng)
(濰柴重機(jī)股份有限公司濱海鑄造廠,山東濰坊 261001)
中速船用柴油機(jī)氣缸蓋鑄件嗆氣孔問題的探討
張 明,劉繼波,綦宗超,韓 強(qiáng)
(濰柴重機(jī)股份有限公司濱海鑄造廠,山東濰坊 261001)
中速船用柴油機(jī)氣缸蓋內(nèi)部存在進(jìn)排氣道、冷卻水道等,導(dǎo)致其結(jié)構(gòu)復(fù)雜,截面變化很大,是較難鑄造的柴油機(jī)零件之一,主要鑄造方式為砂型鑄造,鑄造難度主要體現(xiàn)在過程復(fù)雜,成品率低,缺陷較多。CW200型柴油機(jī)目前在中速柴油機(jī)市場應(yīng)用較為廣泛,其缸蓋在鑄造過程中嗆氣孔成為了主要缺陷,本文探討了嗆氣孔產(chǎn)生原因, 提出了防止措施并闡述了其驗(yàn)證結(jié)論,以期對同類零件鑄造工藝設(shè)計(jì)有所幫助。
氣缸蓋;嗆氣孔;覆膜砂;缺陷;措施
0 前言
CW200型氣缸蓋為二氣門,冷卻水道分為上、下兩個(gè)部分,下部對燃燒室頂部氣門閥座進(jìn)行冷卻,上部對排氣道進(jìn)行冷卻,輪廓尺寸同為590 mm×274 mm×365 mm,外形見圖1、圖2,水道、氣道結(jié)構(gòu)見圖3、圖4,材質(zhì)均為RT30-54,鑄件毛坯質(zhì)量110 kg。根據(jù)裝機(jī)功率不同分為普通型(適用于單缸功率100 kW機(jī)型)和高功率型(適用于單缸功率138 kW機(jī)型),結(jié)構(gòu)差異較小,主要在進(jìn)氣道的大小上。
鑄造工藝為:堿性酚醛樹脂砂兩開箱造型,一模兩件對稱布局,冷芯盒、覆膜砂制芯,中注立澆,熱箱澆注,電爐熔煉。先期工藝設(shè)計(jì)中,為保證品質(zhì)、提高效率、降低成本,已在原輔材料選用、工具工裝設(shè)計(jì)、設(shè)備保障能力、生產(chǎn)組織、人員素質(zhì)等方面做了較為充分的考慮。
1 缺陷描述
毛坯品質(zhì)方面,缸蓋類鑄件易出現(xiàn)的縮松、縮孔、斷芯、燒結(jié)等缺陷均得到較好地控制,最主要的缺陷為上平面嗆氣孔,表1顯示了工藝先期投產(chǎn)后缺陷類型及比例情況。
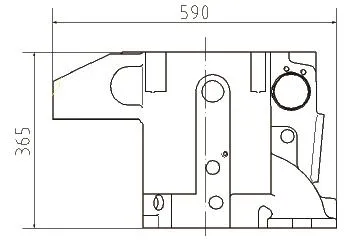
圖1 外形輪廓一
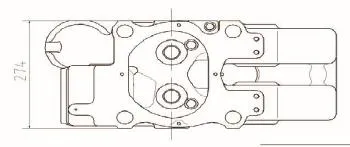
圖2 外形輪廓二
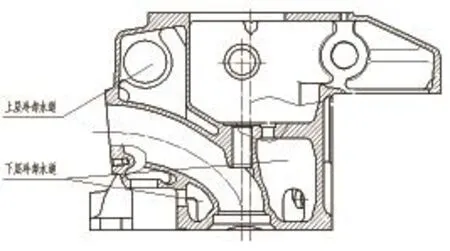
圖3 冷卻水道
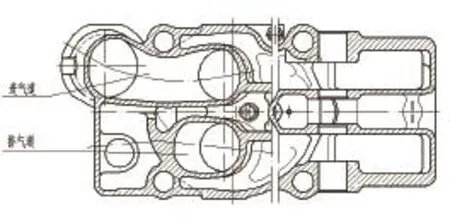
圖4 氣道結(jié)構(gòu)
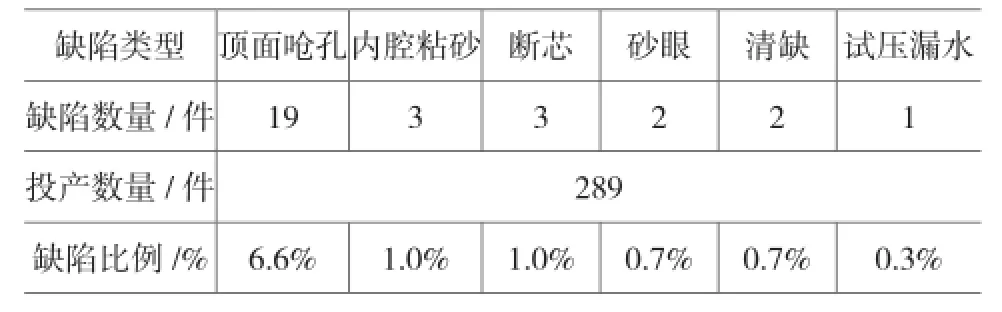
表1 工藝先期投產(chǎn)后缺陷情況
上平面嗆氣孔內(nèi)壁光滑,多伴有內(nèi)滲豆,形狀不規(guī)則,大小約5×5~30×10(mm),深度5~10 mm(見圖5、圖6),孔洞主體在皮下,初清時(shí)不易發(fā)現(xiàn),精清及機(jī)加工才能暴露出來。經(jīng)過統(tǒng)計(jì),工藝先期投產(chǎn)后其缺陷率在6.6%左右,高功率缸蓋缺陷率更高,而且90%以上嗆氣孔發(fā)生在上平面(頂面)進(jìn)排氣道上方螺栓孔周圍,其他部位比例不足10%(見圖7、圖8)。

圖5 嗆孔(較小,約φ5)
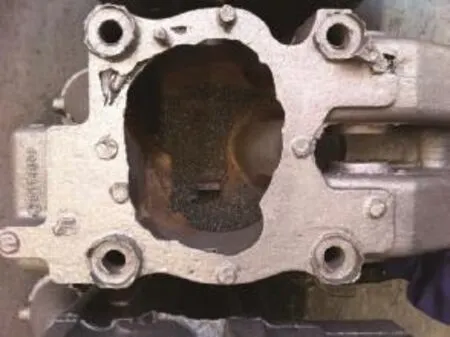
圖6 嗆孔(較大,不規(guī)則,有內(nèi)滲豆)
2 原因分析
2.1 裹氣模擬分析
利用MAGMA軟件,對先期工藝做了鑄件裹氣模擬(如圖7)。圖中紅色箭頭所指位置為裹氣部位,分布在頂面三個(gè)區(qū)域,分別是:進(jìn)氣道螺栓孔周圍、搖臂側(cè)兩個(gè)螺栓孔周圍。生產(chǎn)實(shí)踐中,嗆孔位置主要集中在兩個(gè)區(qū)域,分別是:進(jìn)氣道螺柱孔周圍、排氣道螺柱孔周圍,搖臂側(cè)兩個(gè)螺栓孔周圍也有,但比例較小。實(shí)際生產(chǎn)與模擬結(jié)果基本符合,模擬結(jié)果可以作為參考。
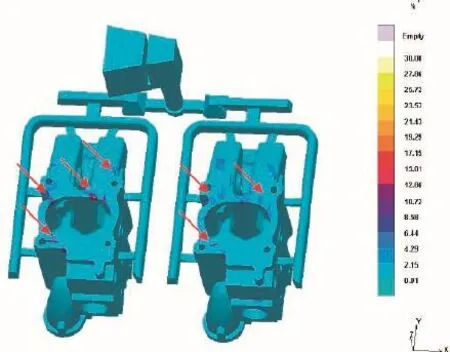
圖7 鑄件裹氣模擬結(jié)果圖
2.2 充型及凝固模擬分析
為進(jìn)一步探尋嗆孔形成原因,了解其形成過程,又做了充型與凝固模擬,從整個(gè)澆注充型動(dòng)畫可看出,,中注立澆工藝充型過程比較平穩(wěn),澆注后型腔內(nèi)鐵液液面勻速上升,未出現(xiàn)大的紊流現(xiàn)象,如圖8、圖9。圖8為澆注25.6 s時(shí),型腔即將充滿,鐵液完全處于液態(tài),進(jìn)排氣道及其上方溫度低于其他部位。圖9為澆注32 s充型中后期,鐵液處于固液混合態(tài),鑄件表層結(jié)殼速度加快,還可明顯看出,頂面出氣冒口及進(jìn)排氣道的部分區(qū)域進(jìn)入凝固態(tài)(如圖中的藍(lán)色部分),而鑄件本體大部分還處于液態(tài)(如圖中的紅色、黃色部分),型腔排氣通道堵塞,這就造成了侵入型腔的氣體無法排除,在鑄件皮下形成嗆孔。
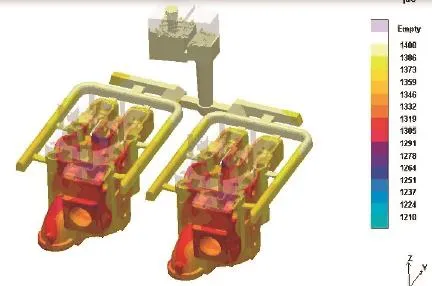
圖8 充型過程(25 s)截圖
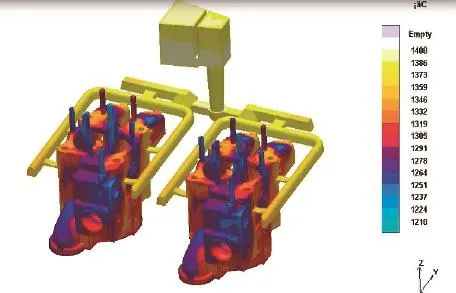
圖9 鑄件凝固中后期(32 s)截圖
2.3 工藝條件差異試驗(yàn)與分析
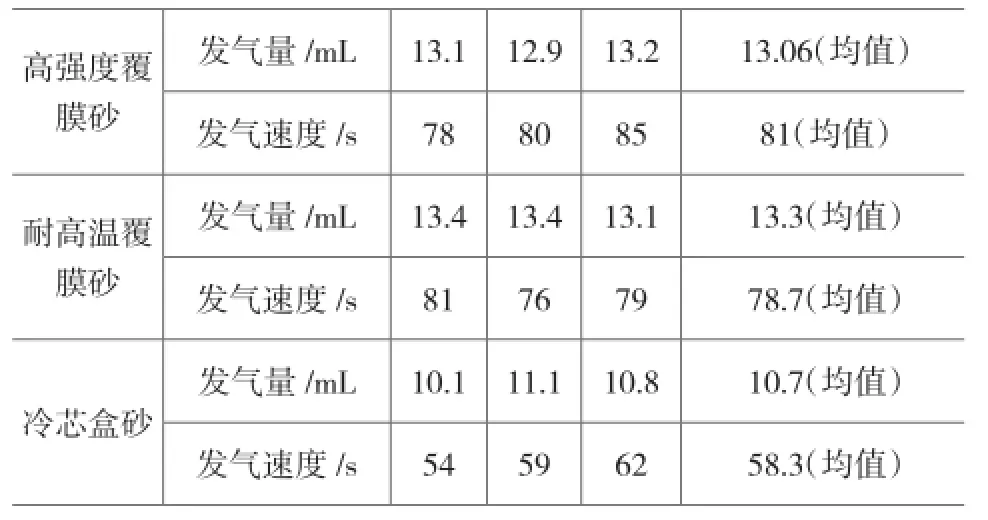
表2 覆膜砂與冷芯盒砂發(fā)氣性能對比
電腦數(shù)值模擬分析結(jié)果與生產(chǎn)實(shí)際契合度較高,能夠作為分析與改善的重要參考。在先期小批量工藝試驗(yàn)中, CW200缸蓋高功率版嗆孔率較普通型缸蓋高1~2倍。比較高功率版與普通型在工藝上差異主要是:進(jìn)、排氣道制芯工藝不同,高功率版缸蓋使用高強(qiáng)度覆膜砂制芯,而普通型缸蓋采用冷芯盒砂制芯。通過實(shí)驗(yàn),我們發(fā)現(xiàn)覆膜砂與冷芯盒砂在發(fā)氣性能上存在明顯差異性(如表二數(shù)據(jù)所示)。
從表2中數(shù)據(jù)可以看出高強(qiáng)度覆膜砂與耐高溫覆膜砂在發(fā)氣性能上差異較小,而兩種覆膜砂與冷芯盒砂相比差異就比較大了,表現(xiàn)在發(fā)氣量上覆膜砂較冷芯盒砂多2.36 mL以上,發(fā)氣速度上覆膜砂較冷芯盒砂慢20.4 s以上。
通過定量數(shù)據(jù)上定性分析可知,覆膜砂芯發(fā)氣量大、發(fā)氣速度慢,對于CW200缸蓋現(xiàn)在工藝條件來講,浸入型腔氣體會(huì)更多,浸入時(shí)間會(huì)更長,不利于氣體排除型腔,也就是說使用覆膜砂制芯更容易產(chǎn)生嗆氣孔缺陷。
2.4 分析結(jié)論
綜合以上分析,我們認(rèn)為CW200缸蓋頂面嗆孔為一般侵入式皮下氣孔[1],在凝固中后期,鑄件本體為固液混合態(tài),以液相為主,鐵液與鑄型作用產(chǎn)生的氣體侵入其中并逐漸上浮,而在進(jìn)排氣道及其上方、鑄件頂面溢流冒口等部位鐵液過早結(jié)殼凝固而封閉,導(dǎo)致侵入鐵液的氣體無法排除形成皮下氣孔。
消除此種氣孔,可從原輔材料發(fā)氣、砂芯排氣與鑄型排氣、延長鑄件頂面凝固時(shí)間等方面采取措施[2]。
3 防止措施及驗(yàn)證
根據(jù)分析結(jié)果并結(jié)合CW200缸蓋工藝技術(shù)條件,在現(xiàn)有工藝基礎(chǔ)上,可采用:
(1)多采用冷芯盒砂芯,改善砂芯發(fā)氣條件[3]。除上、下水道使用覆膜砂制芯外,將進(jìn)氣道砂芯、排氣道砂芯、大小側(cè)壁芯、噴油器芯、主腔搖臂芯等等其他砂芯使用冷芯盒制芯。
(2)保證砂芯強(qiáng)度足夠,加強(qiáng)砂芯排氣。進(jìn)、排氣道芯、噴油孔芯增加?14排氣孔(用?12鉆頭),深度至40~60 mm。上水腔芯兩對稱芯頭排氣孔在研箱時(shí)鉆通,增強(qiáng)砂芯中部排氣。
(3)減少圓柱形出氣冒口的適用,增加足夠尺寸的出氣片,加強(qiáng)型腔排氣。在頂面易裹氣部位改用出氣片,尺寸45.7×10.8(mm)。
(4)改進(jìn)上腔芯溢流冒口位置與大小,避開氣道冷鐵,增強(qiáng)上腔芯下部型腔排氣還能促進(jìn)氣道冷鐵急冷作用。
(5)改善澆注,充分溢流。研箱時(shí),在上箱拍砂(用樣板)形成標(biāo)準(zhǔn)高度的溢流區(qū)域,控制溢流量,每包水出水量增加100 kg,充滿溢流區(qū)域?yàn)橹埂沧囟茸吖に嚿舷蕖?/p>
(6)嚴(yán)格控制熱箱澆注。整體烘干后,出爐至澆注控制在4 h內(nèi),保證澆注時(shí)鑄型溫度40 ℃以上。
做以上改進(jìn)后,隨即進(jìn)行了小批量投產(chǎn)試驗(yàn)驗(yàn)證,試驗(yàn)結(jié)果顯示嗆氣孔比例降至1.7%,效果明顯,缺陷情況統(tǒng)計(jì)見表3。

表3 驗(yàn)證情況統(tǒng)計(jì)
4 結(jié)論
(1)砂型鑄造中,結(jié)構(gòu)復(fù)雜、砂芯眾多、壁厚變化大的鑄件,在進(jìn)行工藝設(shè)計(jì)時(shí),為提高成品率,做好砂芯和型腔排氣是首先應(yīng)考慮的問題。
(2)在解決復(fù)雜砂型鑄造件嗆氣孔問題方面,盡可能多使用冷芯盒砂芯,少用覆膜砂芯。
(3)使用出氣片,可有效增加型腔排氣通道有效截面積、并可推遲頂面凝固時(shí)間讓侵入氣體充分排出。
(4)解決嗆氣孔時(shí),改善澆注,充分溢流是一項(xiàng)很有效的方法。溢流量控制在鑄件質(zhì)量的15%~20%較為適宜,可通過研箱時(shí)在上箱拍砂(用樣板)形成標(biāo)準(zhǔn)大小和高度的溢流區(qū)域,來精確控制溢流量。
(5)熱箱澆注對于復(fù)雜鑄件而言益處較多,可降低型內(nèi)殘留水分,可提高鐵液充型能力,可延緩鐵液表層結(jié)殼速度,對降低嗆孔傾向有好處。
[1] 李昂,吳密,等.鑄造工藝設(shè)計(jì)技術(shù)與生產(chǎn)質(zhì)量控制(第九編):鑄造生產(chǎn)質(zhì)量檢驗(yàn)與鑄件缺陷分析處理[M].北京;機(jī)械工業(yè)出版社,2003.5:2638-2643 .
[2] 樊自田,吳和保,董選普,等.鑄造質(zhì)量控制應(yīng)用技術(shù) [M]. 北京;機(jī)械工業(yè)出版社,2009.3(2011.1重印):33-36.
[3] 王超,尚嘉麗,齊亞平.聯(lián)體缸蓋氣孔缺陷的防止[J].中國鑄造裝備與技術(shù),2012(6).
Study on the blowhole of a medium speed marine diesel engine cylinder head castings
ZHANG Ming,LIU JiBo,QI ZongChao ,HAN Qiang
(Weichai heavy machinery Co.,Ltd., Binhai Foundry of Weichai Group,Weifang 261001,Shandong,China)
There are inlet channels, exhaust channels and cooling channels in the medium speed marine diesel engine cylinder head. The structure is complex, and the changes in cross section is very large. It is one of the most diffi cult parts of the diesel engine for casting and the main way for casting is sand casting. The diffi cult of casting mainly manifests in the complicated process, low yield and moredefects. The CW200 diesel engine currently is widely used in the medium speed diesel engine market. Casting blowhole is the mainly defect in the casting process for the CW200 cylinder head. This paper discusses the reasons for the formation of blowhole and puts forward the measures to prevent and verify the conclusion, with a view to similar parts of the casting process design help.
cylinder-head;casting blowhole;precoated sand defect;measure
TG245;
A;
1006-9658(2017)02-0039-04
10.3969/j.issn.1006-9658.2017.02.013
2016-12-01
稿件編號:1612-1597
張明(1979—),男, 工程師 . 主要從事鑄造生產(chǎn)工藝及品質(zhì)控制工作.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
