大型柴油機(jī)機(jī)體裂紋的分析和防止
2017-06-01 09:43:15馮智龍何永紅鄧曉金曹駿黎
中國鑄造裝備與技術(shù) 2017年2期
關(guān)鍵詞:裂紋
馮智龍,何永紅,鄧曉金,曹駿黎
(江蘇瑞鐵軌道裝備股份有限公司,江蘇張家港 215600)
大型柴油機(jī)機(jī)體裂紋的分析和防止
馮智龍,何永紅,鄧曉金,曹駿黎
(江蘇瑞鐵軌道裝備股份有限公司,江蘇張家港 215600)
分析了柴油機(jī)機(jī)體鑄件熱處理裂紋產(chǎn)生的原因和影響因素,采取在薄弱部位設(shè)置加強(qiáng)筋、改進(jìn)熱處理工藝等措施,有效防止了裂紋的產(chǎn)生。
機(jī)體;熱處理;裂紋
某公司生產(chǎn)的大型柴油機(jī)機(jī)體材料為QT500-7,鑄件輪廓尺寸3 940×1 462×1 297(mm),毛坯質(zhì)量9.5 t。
1 生產(chǎn)工藝及缺陷
機(jī)體澆注位置為氣缸蓋安裝平面在澆注位置下部、油底殼安裝面在澆注位置上部(如圖1);呋喃樹脂砂制砂型、砂芯,劈箱造型、組芯配型;采用鐵液從主軸承座上方的專用澆注座包引入的頂注式澆注系統(tǒng);澆注溫度1 300~1 310 ℃,澆注時間60~80 s。當(dāng)澆注后1~1.5 h內(nèi)將砂箱的緊固螺栓放松,鑄件在型內(nèi)冷卻時間大于110 h,當(dāng)溫度冷至200 ℃以下時開箱;鑄件時效處理保溫溫度為550~560 ℃,保溫時間6~7 h,隨爐冷卻至160 ℃以下出爐。
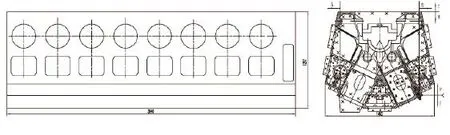
圖1 機(jī)體鑄造工藝簡圖
裂紋缺陷在鑄件熱處理出爐后出現(xiàn),出現(xiàn)機(jī)率達(dá)20%,形狀特征為貫穿性曲折直線狀,斷口有輕微氧化色,位置在機(jī)體長度方向中部的主油道上方,即機(jī)體長度方向中部的內(nèi)部(如圖2),有的因裂紋較大,不可焊補(bǔ),造成機(jī)體報(bào)廢率達(dá)12%,經(jīng)分析得出結(jié)論是:裂紋是在熱處理過程產(chǎn)生,屬于熱處理裂紋。
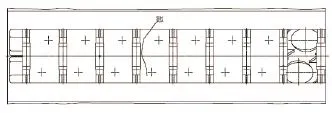
圖2 機(jī)體裂紋位置
2 裂紋產(chǎn)生原因分析
2.1 鑄件在砂型中冷卻過程產(chǎn)生較大的熱應(yīng)力
鑄件結(jié)構(gòu)中外部壁厚為30 ㎜,位于鑄件中部的主油道上方壁厚達(dá)50 ㎜以上,且由于內(nèi)壁的交錯排列、主油道孔尺寸較小等原因,減緩了內(nèi)部的冷卻速度,造成了較大的內(nèi)外部溫度差,外部凝固后的線收縮過程比內(nèi)部線收縮過程時間上提前較大,使鑄件產(chǎn)生較大的鑄造應(yīng)力,應(yīng)力隨鑄件內(nèi)外部冷卻速度差和鑄件長度增加而增大;應(yīng)力的方向是鑄件的外部受壓應(yīng)力,內(nèi)部受拉應(yīng)力。
2.2 鑄件收縮應(yīng)力
鑄件收縮過程中受到砂芯、芯骨等阻礙產(chǎn)生了收縮應(yīng)力,該應(yīng)力的方向均為拉伸應(yīng)力。鑄件開箱清理后,阻礙消除,應(yīng)力消失;但熱處理進(jìn)爐前如型砂清理不徹底,應(yīng)力會部分殘存在鑄件中。
2.3 熱處理過程中產(chǎn)生的應(yīng)力
鑄件熱處理時,由于機(jī)體油底殼安裝面(開口面)直接放置在熱處理爐的臺車上(如圖3),鑄件與臺車平面構(gòu)成了只有少量通孔的半封閉腔體;鑄件內(nèi)腔三角型水腔的芯砂和披縫如未清除干凈,熱氣流無法對其直接加熱;加熱火焰位于爐膛側(cè)面,熱氣流直接作用于機(jī)體外壁,進(jìn)入鑄件內(nèi)腔較困難。造成升溫階段鑄件內(nèi)、外存在較大的溫差,出現(xiàn)較大的線膨脹速率差,即鑄件內(nèi)部升溫慢,線膨脹速率低;外部升溫快,線膨脹速率高,鑄件內(nèi)部阻礙外部的線膨脹,產(chǎn)生臨時的熱拉應(yīng)力,外圍產(chǎn)生臨時熱壓應(yīng)力。
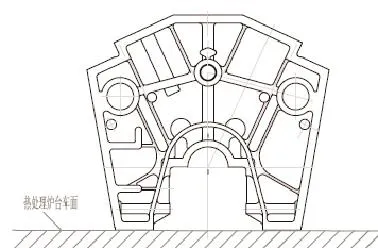
圖3 機(jī)體熱處理位置
鑄件內(nèi)部原有熱應(yīng)力、砂芯阻礙的收縮應(yīng)力、熱處理的臨時應(yīng)力方向是一致的而且相互疊加,當(dāng)疊加的應(yīng)力超過該溫度下的合金材料抗拉強(qiáng)度,就會產(chǎn)生裂紋。
3 改進(jìn)措施及效果
3.1 設(shè)置加強(qiáng)筋
在鑄件的應(yīng)力集中處或強(qiáng)度薄弱處設(shè)置加強(qiáng)筋等措施增加易裂處的強(qiáng)度。(如圖4)在鑄件易產(chǎn)生裂紋的部位設(shè)置厚度25 ㎜、高50 ㎜的加強(qiáng)筋,提高強(qiáng)度,防止裂紋缺陷的發(fā)生。
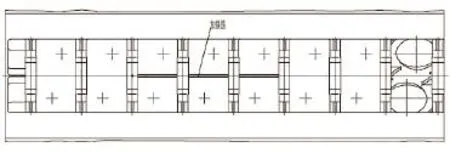
圖4 機(jī)體加強(qiáng)筋設(shè)置
3.2 減少鑄件收縮應(yīng)力
鑄件進(jìn)爐熱處理前將鑄件內(nèi)腔的芯砂、芯骨和砂芯芯頭處的披縫打磨清理干凈,一方面能消除鑄件的收縮應(yīng)力,另一方面有利于熱處理加熱時熱氣流對鑄件內(nèi)腔的加熱,減少鑄件內(nèi)外部分的溫差,減小加熱時產(chǎn)生的熱應(yīng)力。
3.3 減少熱處理的臨時應(yīng)力
調(diào)整機(jī)體裝爐位置,使熱的爐氣能直接接觸到鑄件的內(nèi)壁,減小加熱時內(nèi)外壁的溫度差。根據(jù)熱處理爐的結(jié)構(gòu),熱源位置較高時采用(如圖5)裝爐方式,并且采用單側(cè)加熱,使熱氣流對著鑄件開口處直接作用于內(nèi)壁;熱源位置較低時采用(如圖6)裝爐方式,熱氣流噴入機(jī)體下面支架之間向上進(jìn)入鑄件內(nèi)腔。
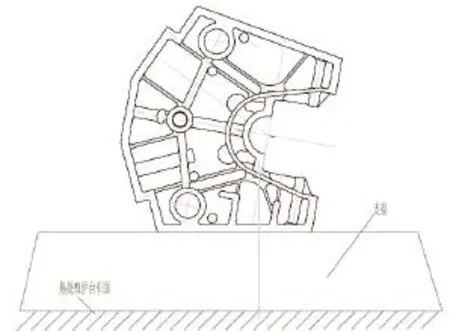
圖5 機(jī)體側(cè)放熱處理
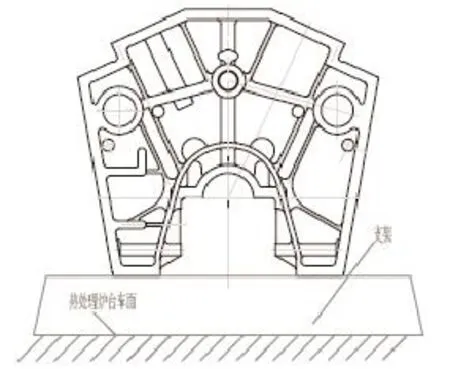
圖6 機(jī)體架高放置熱處理
3.4 減小加熱時的升溫速度
在升溫過程中的中間時段,即300~400 ℃期間,升溫速度由45 ℃/h降至30 ℃/h,減少鑄件各部分溫差。
3.5 效果
上述措施的實(shí)施有效減少了鑄件熱處理加熱階段的應(yīng)力和提高了易裂處的抗裂能力,防止了裂紋的發(fā)生,機(jī)體熱處理裂紋由原來的20%下降至0。
4 結(jié)論
機(jī)體等大型復(fù)雜鑄件熱處理過程產(chǎn)生裂紋是由于應(yīng)力的疊加大于鑄件當(dāng)時條件下的強(qiáng)度極限而產(chǎn)生,通過增設(shè)加強(qiáng)筋,加強(qiáng)易裂處的強(qiáng)度;改進(jìn)熱處理裝爐方式和減小加熱速度等措施能有效防止熱處理裂紋的產(chǎn)生。
[1] 陳國楨,肖可則,姜不居.鑄件缺陷和對策手冊[J].北京:機(jī)械工業(yè)出版社,1996.
[2] 鑄造工藝基礎(chǔ)聯(lián)合編寫組. 鑄造工藝基礎(chǔ)[J]. 北京:北京出版社,1979.
Analysis and prevention of cracks in large diesel engine
FENG ZhiLong,HE YonHong,DENG XiaoJin, CAO JunLi
(JiangSu Railteco Equipment Co.,Ltd., zhangjiagang 215600,Jiangsu,China)
Study infl uence factor and forming reason of heat treatment cracks for the diesel engine block cast, strengthen rib is set at the weak- position and improved heat treatment technology which can avoid to occur cracks.
diesel engine block;heat treatment;crack
TG245;
A;
1006-9658(2017)02-0047-03
10.3969/j.issn.1006-9658.2017.02.015
2016-08-22
稿件編號:1608-1481
馮智龍(1969—),男, 工程師 . 主要從事鑄造生產(chǎn)工藝技術(shù)工作.
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
