氣缸體滲漏缺陷微觀分析及防止措施
2017-06-01 09:43:15李孝艷喬進(jìn)國(guó)廉貞松彭業(yè)密
中國(guó)鑄造裝備與技術(shù) 2017年2期
李孝艷,喬進(jìn)國(guó),廉貞松,彭業(yè)密,孫 帆
(濰柴動(dòng)力(濰坊)鑄鍛有限公司,山東濰坊 261199)
氣缸體滲漏缺陷微觀分析及防止措施
李孝艷,喬進(jìn)國(guó),廉貞松,彭業(yè)密,孫 帆
(濰柴動(dòng)力(濰坊)鑄鍛有限公司,山東濰坊 261199)
采用OXFORD掃描電鏡和OLYMPUS金相顯微鏡分析了氣缸體滲漏缺陷,發(fā)現(xiàn)造成滲漏的缺陷為氣孔缺陷。從砂芯結(jié)構(gòu)和砂芯材料分析,此處易形成氣孔缺陷。通過(guò)采用刷碲涂料的方法將滲漏缺陷由1.38%降低為0.3%。
氣缸體;滲漏缺陷;氣孔;碲涂料
我公司生產(chǎn)的某種氣缸體,在機(jī)加工后的氣密性試驗(yàn)中,在第五φ6 mm油孔位置出現(xiàn)滲漏,造成的滲漏廢品率達(dá)到1.38%,取樣化驗(yàn)鐵液化學(xué)成分,均符合工藝要求。氣缸體滲漏位置如圖1所示。通過(guò)對(duì)氣缸體φ6 mm油孔滲漏缺陷的微觀分析,對(duì)缺陷進(jìn)行定性分析,從而采取相關(guān)措施降低了廢品率。

圖1 φ6 mm油孔滲漏位置示意圖
1 生產(chǎn)條件
氣缸體毛坯質(zhì)量321 kg,采用臥澆工藝,砂芯采用潮模砂工藝?yán)湫竞兄菩尽飧左w要求材質(zhì)HT280,采用35 t/h長(zhǎng)爐齡熱風(fēng)水冷富氧沖天爐與80 t工頻保溫電爐雙聯(lián)熔煉工藝,鑄件本體硬度要求HB190-240。氣缸體加工完成后打壓進(jìn)行氣密性試驗(yàn)。
2 缺陷特征分析
將氣缸體第五φ6 mm油孔缺陷位置鋸開(kāi)后,目視為裂隙狀(圖2),圖中孔洞類缺陷造成第五φ6 mm油孔漏水。為了進(jìn)一步了解缺陷滲漏特征,我們?nèi)B漏位置氣缸體本體拋光,用OLYMPUS金相顯微鏡觀察,金相組織為石墨A型,片長(zhǎng)4級(jí),珠光體98%。孔洞的周圍石墨數(shù)量明顯偏少,脫碳現(xiàn)象明顯,如圖3所示。

圖2 φ6 mm油孔缺陷解剖圖

圖3 φ6 mm油孔漏水部位金相組織
從滲漏孔洞處斷開(kāi)試樣,用OXFORD掃描電鏡觀察缺陷斷面(圖4),標(biāo)識(shí)區(qū)域內(nèi)為缺陷組織,周圍為正常灰鑄鐵斷口組織。發(fā)現(xiàn)缺陷部位孔壁表面呈現(xiàn)凹凸不平,起伏猶如丘陵,不如肉眼觀察下平滑,孔壁表面有剛露頭的乳狀枝晶晶牙,但枝晶不發(fā)達(dá),枝晶晶粒粗大,呈疊層式結(jié)構(gòu)。同掃描電鏡觀察下的晶間縮松孔壁表面相比較,兩者表面粗糙度有顯著的不同。晶間縮松的孔壁表面是由向三維空間發(fā)展明顯的枝晶露頭形成的。這些枝晶縱橫交叉,它們之間則是眾多的縮松孔洞,結(jié)果使晶間縮松孔壁表面十分粗糙,不同于氣孔孔壁[1]。縮孔或縮松是鑄鐵件常見(jiàn)缺陷,一般產(chǎn)生在鑄件的熱結(jié)部位[2],氣缸體第五φ6 mm油孔部位并不是熱結(jié)部位。
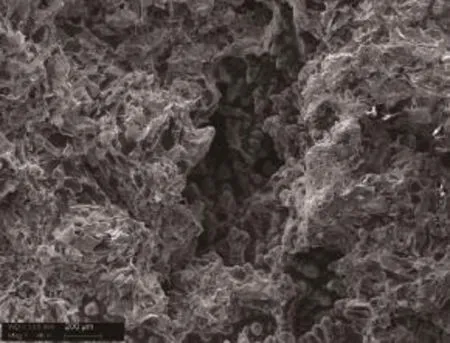
圖4 φ6 mm油孔滲漏斷面掃描電鏡圖片
掃描電鏡下將缺陷部位放大(圖5),可發(fā)現(xiàn)缺陷部位枝晶之間均勻覆蓋著一層黑色膜狀物質(zhì),能譜分析發(fā)現(xiàn)為一層石墨膜。
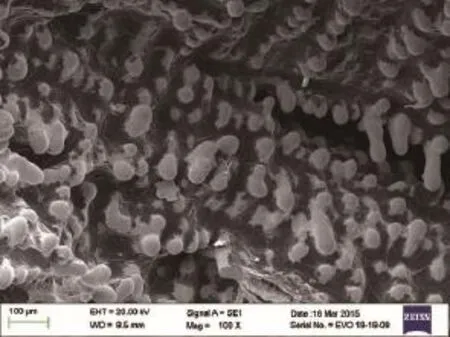
圖5 φ6 mm油孔滲漏斷面放大掃描電鏡圖片
綜合上述分析,我們確定此缺陷為氣孔缺陷,而不是縮松缺陷,但目前還無(wú)法準(zhǔn)確確定該氣孔為氫氣孔還是氮?dú)饪住=柚趻呙桦婄R觀察氣孔微觀特征,可以對(duì)氣孔缺陷進(jìn)行定性,并確定其形成機(jī)理[4],從而對(duì)鑄件缺陷類別做出正確的判斷,可以有效防止氣孔缺陷的產(chǎn)生。
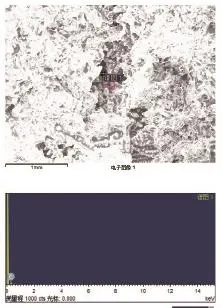
圖6 φ6 mm油孔滲漏缺陷部位 能譜分析
3 形成原因分析
六個(gè)φ6 mm油孔為何滲漏缺陷出現(xiàn)在第五油孔,我們從氣缸體砂芯結(jié)構(gòu)上對(duì)第五φ6 mm油孔進(jìn)行分析(如圖7),形成第五φ6 mm油孔外側(cè)砂芯為水腔通道芯(圖7中a),內(nèi)側(cè)砂芯為挺桿芯(圖7中b),水腔通道芯相對(duì)挺桿芯較薄;從砂芯材料分析:挺桿芯為鉻礦砂和熟料砂,水腔通道芯為擦洗砂。從砂芯結(jié)構(gòu)和材料都導(dǎo)致靠近水腔通道芯側(cè)的鐵液冷卻速度慢,氣體與鐵液接觸時(shí)間長(zhǎng),易于侵入鐵液,凝固過(guò)程中氣體無(wú)法完全溢出形成氣孔。
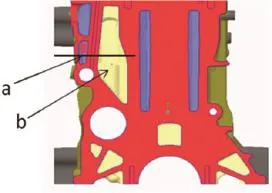
圖7 φ6 mm油孔漏水缺陷部位三維分析
4 解決措施
針對(duì)此缺陷我們從原輔材料、澆注包品質(zhì)、澆注系統(tǒng)等方面進(jìn)行了控制,未取得有效作用。有資料[3]介紹解決滲漏問(wèn)題最經(jīng)濟(jì)而有效的措施是在熱節(jié)點(diǎn)涂刷具有激冷功能的涂料(涂料中添加碲、Bi等促進(jìn)碳化物形成的元素),使該部位鑄件表面形成一層致密的白口或麻口組織。我們借助刷碲涂料,使易形成缺陷部位鐵液表面快速冷卻,防止氣體侵入。但是,碲元素的激冷作用既可對(duì)鑄件帶來(lái)正面的影響,也可對(duì)鑄件帶來(lái)負(fù)面的影響,碲含量過(guò)高,將在鑄件表面形成較大的白口層,影響加工性能。因此,我們通過(guò)多次試驗(yàn)確定了碲涂料的最佳密度。
在形成φ6 mm油孔的砂芯刷碲涂料,如圖8所示,采用不同碲涂料密度進(jìn)行試驗(yàn),最終確定最佳密度為1.2 g/mL。

圖8 氣缸體砂芯刷碲涂料位置
通過(guò)金相組織分析發(fā)現(xiàn),刷碲涂料后,在φ6 mm油孔部位鑄件表面形成2 mm左右的白口層,其他部位均為組織致密的珠光體組織,對(duì)刷碲涂料的φ6 mm油孔取樣檢測(cè)硬度在HB200-220,符合工藝要求。跟蹤氣缸體加工情況,對(duì)加工性能無(wú)影響。
氣缸體刷碲激冷涂料后,滲漏缺陷降低至0.3%。
但由于碲涂料的特殊作用,刷碲涂料需注意:①由于碲的密度大,顆粒粗,碲粉涂料在顆粒中易于沉淀和分離,因此在使用過(guò)程中要經(jīng)常攪拌;②刷碲涂料后,造成鑄件中含碲元素,沖天爐熔煉中回爐料的量應(yīng)嚴(yán)格控制,因回爐料中的碲元素具有遺傳性,回爐料使用過(guò)多鐵液中碲含量過(guò)高對(duì)鐵液石墨析出不利,造成鑄件白口;③采用碲粉涂料時(shí)如無(wú)預(yù)防措施,會(huì)在型、芯涂料處的鑄件上產(chǎn)生大量機(jī)械粘砂,為此必須采取防止粘砂碲涂料,將它事先涂在碲涂料涂刷的砂型芯處。使用低灰分的石墨來(lái)配制防粘砂碲涂料,也可以用具有很高防粘砂性能的不含鐵的鋯砂來(lái)配制[3];④碲涂料濃度及涂層厚度應(yīng)適當(dāng),如果涂層內(nèi)碲的濃度不均勻,涂層厚薄不一,就會(huì)造成白口厚度不均勻乃至無(wú)白口。
5 結(jié)論
(1)采用金相顯微鏡及掃描電鏡分析發(fā)現(xiàn),氣孔缺陷導(dǎo)致氣缸體第五φ6 mm油孔漏水。
(2)采用刷碲涂料能夠降低氣缸體第五φ6 mm油孔漏水缺陷,碲涂料刷涂過(guò)程需注意其特殊性,保證碲涂料起到降低滲漏缺陷作用,同時(shí)避免碲涂料的負(fù)作用。
[1] 陳國(guó)幀,肖柯則,姜不居.鑄件缺陷和對(duì)策手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2002.2:76.
[2] 譚呂發(fā),田迎新.鑄鐵件縮孔和縮松缺陷防止方法及應(yīng)用實(shí)例[J],現(xiàn)代鑄鐵,2012.(1):61-64.
[3] 錢(qián)翰城.使用碲涂料的鑄件中碲的衰減及其累積污染問(wèn)題[J].鑄造,1989,(9):912.
[4] 喬進(jìn)國(guó),王安家,李孝艷,等 .WD615氣缸蓋滲漏缺陷分析 [J].中國(guó)鑄造裝備與技術(shù) ,2014(2):14-15.
Microscopic analysis and prevention measures of leakage defect of cylinder block
LI XiaoYan,QIAO JinGuo,LIAN ZhenSong,PENG YeMi
(Weichai Power Casting&ForgingCo.,Ltd., Weifang 261199,Shandong,China)
The leakage defect of Model cylinder block has been investigated by means of OXFORD SEM and OLYMPUS metallographic microscopy. Analysis showed that it was blowhole defect. Analysis the structure of sand core and the material of sand core, here it is easy to form blowhole defects. After using the tellurium coating on inlet channel of sand core of blowhole, the leakage rate of cylinder block has reduced from 1.38% to 0.3%.
cylinder block;leakage defect; blowhole defect;tellurium coating
TG245;
A;
1006-9658(2017)02-0053-03
10.3969/j.issn.1006-9658.2017.02.017
2016-09-09
稿件編號(hào):1609-1518
李孝艷(1983—),女, 工程師 .主要從事鑄鐵熔煉方面的工作.
