談?wù)痉抗こ碳?xì)長(zhǎng)漸變錐形截面柱施工技術(shù)
2017-06-01 12:49:38吳夢(mèng)
山西建筑 2017年4期
關(guān)鍵詞:施工設(shè)計(jì)
吳 夢(mèng)
(中鐵四局集團(tuán)建筑工程有限公司,安徽 合肥 230022)
?
談?wù)痉抗こ碳?xì)長(zhǎng)漸變錐形截面柱施工技術(shù)
吳 夢(mèng)
(中鐵四局集團(tuán)建筑工程有限公司,安徽 合肥 230022)
結(jié)合宜昌東站站房工程實(shí)例,介紹了細(xì)長(zhǎng)漸變截面鋼柱深化設(shè)計(jì)要點(diǎn),闡述了其施工工藝流程及技術(shù)實(shí)施方案,并針對(duì)施工中遇到的難題,提出了解決措施,達(dá)到了預(yù)期的施工效果。
站房,鋼柱,圓形截面,施工技術(shù)
1 工程概況
宜昌東站位于宜昌市伍家崗區(qū)城東大道、沿江鐵路、東站路圍合的區(qū)域,南臨宜昌市交通性干道城東大道和桔城路的交叉口,為宜昌標(biāo)志性建筑,是長(zhǎng)江三峽最大火車(chē)站,也是突出宜昌市世界水電旅游名城的城市窗口,是宜昌市的城市名片和城市文化的象征。該工程站房建筑面積23 491 m2,建筑總高度為36.00 m,共分為3層(底部為架空層)。本工程細(xì)長(zhǎng)漸變錐形截面鋼柱共計(jì)14根,主要作為站房南立面網(wǎng)架屋面挑檐支撐系統(tǒng),與屋面網(wǎng)架聯(lián)結(jié)成有機(jī)整體,實(shí)景見(jiàn)圖1。
2 深化設(shè)計(jì)
細(xì)長(zhǎng)漸變截面鋼柱多采用分段漸變形式,底部基本為傳統(tǒng)圓柱狀,上部為圓臺(tái)狀漸變截面分段。設(shè)計(jì)往往僅標(biāo)注各段截面高度及直徑(含頂部半球)。具體施工前,需根據(jù)選定的卷板機(jī)具規(guī)格、吊機(jī)型號(hào)等,進(jìn)行深化設(shè)計(jì),明確各加工段規(guī)格尺寸、拼接對(duì)中控制方式、相應(yīng)吊點(diǎn)形式及位置等。
細(xì)長(zhǎng)漸變截面鋼柱深化設(shè)計(jì)要點(diǎn):深化設(shè)計(jì)的目的是,依據(jù)擬采用的加工機(jī)具及吊裝機(jī)具,明確實(shí)際加工分段及吊裝分段,細(xì)化吊裝質(zhì)量控制措施,使成型后細(xì)長(zhǎng)漸變截面鋼柱軸線定位、垂直度等控制參數(shù)符合設(shè)計(jì)、規(guī)范要求。
深化設(shè)計(jì)是在原設(shè)計(jì)的基礎(chǔ)上進(jìn)行的,以控制實(shí)體成型質(zhì)量為目標(biāo),主要針對(duì)加工及吊裝各項(xiàng)參數(shù)、措施進(jìn)行二次設(shè)計(jì)。深化設(shè)計(jì)要點(diǎn)如下:
1)加工分段尺寸依據(jù)卷板機(jī)規(guī)格確定,常用卷板機(jī)主要分為三輥卷板機(jī)及四輥卷板機(jī),其卷板最大寬度一般為1.6 m~4 m。
2)出廠分段尺寸依據(jù)運(yùn)輸車(chē)輛及吊機(jī)規(guī)格、吊裝方案確定。a.根據(jù)現(xiàn)場(chǎng)實(shí)際情況(吊機(jī)擬定位置、吊機(jī)至鋼柱設(shè)計(jì)位置之間距離、吊裝高度等)擬定吊裝方案,明確吊機(jī)規(guī)格,確定最大吊裝重量。b.依據(jù)最大吊裝重量,確定各分段最大高度。c.參考運(yùn)輸車(chē)輛相關(guān)數(shù)據(jù),確定實(shí)際出廠分段尺寸。
3)現(xiàn)場(chǎng)拼接對(duì)中一般采用上下段同一位置處增設(shè)耳板的方式控制。耳板拼接示意圖見(jiàn)圖2。
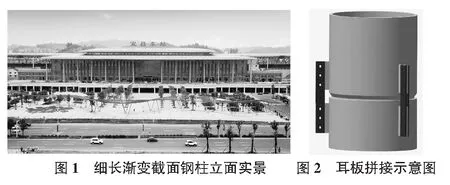
鋼柱基本為圓形截面,大致在圓周4等分點(diǎn)處設(shè)置耳板,各上下分段對(duì)應(yīng)位置處各設(shè)置一塊,耳板具體位置依據(jù)加工車(chē)間內(nèi)預(yù)拼裝實(shí)際情況確定。耳板設(shè)3個(gè)螺栓孔,現(xiàn)場(chǎng)拼裝時(shí)增設(shè)夾板,擰緊螺栓,使上下耳板位于同一直線段,通過(guò)四周耳板確保上下分段軸線對(duì)中。
4)吊點(diǎn)形式及位置需依據(jù)吊裝方案確定。吊點(diǎn)一般對(duì)稱(chēng)布置,其位置處鋼柱結(jié)構(gòu)需局部加強(qiáng)。
宜昌東站站房細(xì)長(zhǎng)漸變錐形截面鋼柱設(shè)計(jì)高度19.95 m,原設(shè)計(jì)共5段。場(chǎng)內(nèi)加工機(jī)械選用“液壓、微控水平下調(diào)式三輥卷板機(jī)”,卷板最大尺寸(厚度×寬度):100 mm×4 000 mm,可卷制錐形管。吊機(jī)采用70 t汽車(chē)吊一臺(tái),距鋼柱設(shè)計(jì)位置水平距離15 m,垂直距離9 m。深化設(shè)計(jì)后,共分4段加工出廠;現(xiàn)場(chǎng)預(yù)拼為2段(底部1.3 m及上部吊裝)。細(xì)長(zhǎng)漸變錐形截面鋼柱立面示意圖見(jiàn)圖3。

3 施工技術(shù)方案及施工工藝
3.1 工藝流程
施工準(zhǔn)備(含預(yù)埋件安裝)→場(chǎng)內(nèi)加工→現(xiàn)場(chǎng)預(yù)拼→吊裝基礎(chǔ)段→吊裝上部結(jié)構(gòu)(臨時(shí)固定)→拼縫焊接→涂裝→驗(yàn)收。
3.2 施工準(zhǔn)備
1)施工前,必須認(rèn)真熟悉施工圖紙、規(guī)范及相關(guān)技術(shù)資料的技術(shù)要求,結(jié)合現(xiàn)場(chǎng)對(duì)施工圖進(jìn)行深化設(shè)計(jì)。2)制定材料供應(yīng)、機(jī)具配備與勞動(dòng)力需求計(jì)劃,確保工程順利開(kāi)工。3)編制加工、吊裝方案。4)鋼材需具有抗拉強(qiáng)度、伸長(zhǎng)率、屈服強(qiáng)度和硫、磷、碳含量的合格保證并做冷彎試驗(yàn)進(jìn)場(chǎng)復(fù)試。5)焊工必須持證上崗,且需根據(jù)《焊接工藝評(píng)定》進(jìn)行崗前培訓(xùn),培訓(xùn)合格后方可上崗。
3.3 加工、安裝
1)廠內(nèi)加工。場(chǎng)內(nèi)加工前,需繪制加工圖,明確各加工段具體尺寸,尤其是變截面段板材下料長(zhǎng)度及對(duì)應(yīng)寬度。
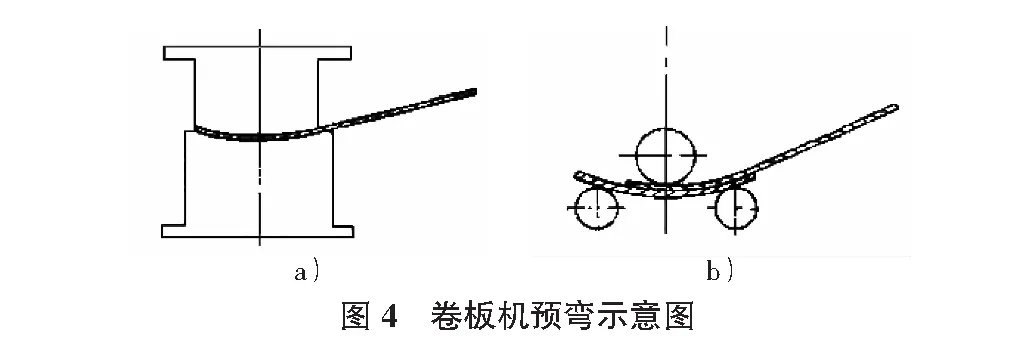
板材滾圓主要采用卷板機(jī),卷板機(jī)分三輥卷板機(jī)(對(duì)稱(chēng)三軸及非對(duì)稱(chēng)三軸)、四輥卷板機(jī)。其中,三輥卷板機(jī)彎板需進(jìn)行預(yù)彎,預(yù)彎長(zhǎng)度為L(zhǎng)/2+(30~50)mm,分壓力機(jī)模壓預(yù)彎、托板預(yù)彎兩種。圖4a)為用壓力機(jī)模壓預(yù)彎;圖4b)為用托板在彎板機(jī)內(nèi)預(yù)彎。
2)現(xiàn)場(chǎng)吊裝。現(xiàn)場(chǎng)吊裝分以下幾個(gè)步驟:預(yù)拼→吊裝基礎(chǔ)段→吊裝上部結(jié)構(gòu)并臨時(shí)固定→拼縫焊接。a.預(yù)拼:出廠前,需針對(duì)加工成型的各分段進(jìn)行預(yù)拼,并焊接對(duì)中固定耳板。進(jìn)場(chǎng)后,依據(jù)現(xiàn)場(chǎng)場(chǎng)地,搭設(shè)胎架,在場(chǎng)地上每隔4 m放置一根150 mm×150 mm的木塊;將各段鋼柱吊到木塊上,并在對(duì)接部位搭設(shè)龍門(mén)架吊掛葫蘆;用葫蘆調(diào)節(jié)鋼柱的位置,待達(dá)到指定位置后,焊工用焊機(jī)將兩段鋼柱進(jìn)行對(duì)接,直到鋼柱除基礎(chǔ)段外拼裝完成;然后探傷工對(duì)焊縫處進(jìn)行二級(jí)探傷,并達(dá)到探傷要求。b.吊裝基礎(chǔ)段:基礎(chǔ)段吊裝前,需對(duì)埋件的標(biāo)高進(jìn)行復(fù)核,確保符合設(shè)計(jì)要求;復(fù)核錨栓位置、高低偏差;并在立柱基礎(chǔ)上彈出十字中心基準(zhǔn)線;在基礎(chǔ)段上彈設(shè)標(biāo)高基準(zhǔn)線。吊裝時(shí),主要采用全站儀(或經(jīng)緯儀)控制基礎(chǔ)段垂直度,采用水準(zhǔn)儀控制基礎(chǔ)段標(biāo)高并對(duì)垂直度進(jìn)行初步復(fù)核。全站儀控制基礎(chǔ)段垂直度時(shí),需在十字中心基準(zhǔn)線延長(zhǎng)線位置同時(shí)采用2臺(tái)全站儀進(jìn)行控制(2臺(tái)全站儀呈垂直方向布置),全站儀對(duì)中基礎(chǔ)段出廠彈設(shè)的控制線(垂直于鋼柱截面)。基礎(chǔ)段垂直度及標(biāo)高控制到位后,擰緊固定螺栓。c.吊裝上部結(jié)構(gòu)并臨時(shí)固定:基礎(chǔ)段吊裝就位,擰緊固定螺栓后,方可吊裝上部結(jié)構(gòu)。上部結(jié)構(gòu)與基礎(chǔ)段對(duì)中,采用耳板固定的方式進(jìn)行,并復(fù)核垂直度(方式同基礎(chǔ)段)。吊裝就位后,立即在耳板兩側(cè)安裝固定板,并擰緊螺栓,以臨時(shí)固定。d.拼縫焊接:拼縫焊接基本采用手把焊,均為一級(jí)焊縫,需做無(wú)損探傷。e.涂裝:根據(jù)設(shè)計(jì)要求,先將拼縫部位打磨平滑并涂刷封閉底漆,然后涂刷中間漆及防火漆、面漆。
3)檢查驗(yàn)收。a.鋼柱安裝后首先檢查現(xiàn)場(chǎng)連接部位的質(zhì)量。b.鋼柱安裝質(zhì)量主要檢查鋼柱的垂直度。c.鋼柱底座的標(biāo)高、軸線位移,經(jīng)測(cè)量做出記錄。d.除銹、涂料:鋼柱安裝后檢查涂層干漆脫落情況,連接焊縫無(wú)焊渣、油污,除銹合格后方可補(bǔ)刷和涂刷涂料。涂層干漆膜厚度應(yīng)符合設(shè)計(jì)要求或施工規(guī)范的規(guī)定。
4 關(guān)鍵技術(shù)
細(xì)長(zhǎng)漸變錐形截面鋼柱因其設(shè)計(jì)為錐形截面,且設(shè)計(jì)高度較高,現(xiàn)場(chǎng)吊裝時(shí)無(wú)法采用傳統(tǒng)的鉛錘法等方式進(jìn)行垂直度控制。
針對(duì)上述技術(shù)難點(diǎn),在深化設(shè)計(jì)時(shí)提出如下解決方案:1)鋼柱加工出廠前,需提前預(yù)拼,并在封閉底漆上部彈設(shè)鉛垂線。2)現(xiàn)場(chǎng)吊裝時(shí),通過(guò)在基座十字中心基準(zhǔn)線延長(zhǎng)線上架設(shè)成垂直角度的2臺(tái)經(jīng)緯儀(或全站儀)對(duì)中鋼柱表面鉛垂線的方式進(jìn)行垂直度控制。
5 施工成效
宜昌東站站房工程細(xì)長(zhǎng)漸變錐形截面獨(dú)立鋼柱高共計(jì)14根,柱高19.95 m,作為站房南立面網(wǎng)架屋面挑檐支撐系統(tǒng),造型獨(dú)特,其加工、吊裝、定位難度大。研究選定加工設(shè)備、吊機(jī)型號(hào)等,將鋼柱分4段加工,現(xiàn)場(chǎng)預(yù)拼為2段;現(xiàn)場(chǎng)拼接對(duì)中采用上下段同一位置增設(shè)耳板的方式控制,將圓形截面鋼柱圓周4等分點(diǎn)設(shè)置耳板,耳板設(shè)螺栓孔,現(xiàn)場(chǎng)拼裝時(shí)增設(shè)夾板,通過(guò)耳板確保上下段軸線;簡(jiǎn)便有效的保證了細(xì)長(zhǎng)漸變錐形截面鋼柱垂直度及施工質(zhì)量,對(duì)類(lèi)似工程施工具有一定借鑒作用。
[1] GB 50755—2012,鋼結(jié)構(gòu)工程施工規(guī)范[S].
[2] 鮑廣鑑.鋼結(jié)構(gòu)施工技術(shù)及實(shí)例[M].北京:中國(guó)建筑工業(yè)出版社,2005.
Discussion on the construction technology of tenuous variable cone cross-section cylinder of circular building engineering
Wu Meng
(ChinaRailwayFourBureauGroupConstructionEngineeringLimitedCompany,Hefei230022,China)
Combining with the engineering example of Yichang east railway station circular building, this paper introduced the deepening design key points of tenuous variable cross-section steel column, elaborated its construction process and technology implementation schemes, and according to the difficulties encountered in construction, put forward the solving measures, reached the expected construction effect.
circular building, steel column, circular cross section, construction technology
2016-11-24
吳 夢(mèng)(1981- ),男,工程師
1009-6825(2017)04-0122-03
TU745
A
猜你喜歡
建材發(fā)展導(dǎo)向(2022年10期)2022-07-28 03:04:36
建材發(fā)展導(dǎo)向(2021年18期)2021-11-05 09:19:50
建材發(fā)展導(dǎo)向(2021年9期)2021-07-16 07:11:36
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中國(guó)房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
