間冷回熱循環發動機回熱器結構設計與工藝研究
2017-06-05 15:00:51吳正洪黃祖耀王榮寶陳吉鋮婁德倉
燃氣渦輪試驗與研究 2017年2期
吳正洪,馬 健,黃祖耀,王榮寶,陳吉鋮,婁德倉
(1.中國航發四川燃氣渦輪研究院,成都610500;2.寧波科達制動器制造有限公司,浙江寧波315191)
間冷回熱循環發動機回熱器結構設計與工藝研究
吳正洪1,馬 健1,黃祖耀2,王榮寶2,陳吉鋮1,婁德倉1
(1.中國航發四川燃氣渦輪研究院,成都610500;2.寧波科達制動器制造有限公司,浙江寧波315191)
介紹了一種基于間冷回熱航空發動機特點的回熱器結構設計方案和工藝實現方法。根據回熱器在間冷回熱發動機中的使用環境和使用要求,結合U形管式回熱器的結構特點及管式換熱器的理論計算結果,設計了一種U形管回熱器結構方案。同時,針對目前國內的工藝制造水平,簡述了該方案加工制造中的關鍵工藝及解決措施,為U形管式回熱器的加工制造提供了一個工藝參考。
航空發動機;間冷回熱循環;U形管式回熱器;分流器;收集器;工藝制造
1 引言
間冷回熱渦扇發動機是一種新型節能環保航空發動機,通過在傳統渦扇發動機熱循環基礎上增加間冷和回熱過程,可使得發動機擁有更低的耗油率[1]。回熱器是間冷回熱渦扇發動機的一個主要特征部件,工作在超過900 K的高溫核心流中,其性能將直接影響發動機的性能,其設計技術是間冷回熱渦扇發動機的一個關鍵技術。
近年,國外針對回熱器設計開展了大量的理論和試驗研究。MTU公司利用航空發動機先進排氣回熱器技術(AEROHEX)計劃中發明的型面管式回熱器技術,設計了一款結構緊湊和耐大溫度梯度的回熱器[2]。該回熱器具有高傳熱效率和低氣動壓力損失的優點,并在試驗中證實了該結構能夠在高熱能和高機械載荷下工作。國內對于間冷回熱渦扇發動機的研究起步較晚,目前還停留在概念追蹤和總體方案初步研究方面,對于回熱器部件的研究并未深入開展,特別是回熱器的設計及校核方面缺乏相關設計和工程驗證研究。
中國航發四川燃氣渦輪研究院于國內率先開展間冷回熱循環發動機的研究,并通過設計、優化完成了回熱器結構設計及模型試驗件的加工制造。本文基于回熱器模型試驗件結構設計和試制過程,總結和梳理出一套回熱器結構設計和工藝實現方案,其研究成果對高效、低壓損、高緊湊度、可實現的回熱器結構設計具有重要的參考意義。
2 回熱器結構設計要求
航空發動機用回熱器工作在渦輪出口高溫排氣環境下,放置在發動機噴管內部,將壓氣機出口氣流引至回熱器加熱后再返回至燃燒室進口(圖1)[3]。因此,回熱器設計應滿足以下要求:
(1) 在給定工作條件(流體流量、進口溫度等)下,達到要求的傳熱量和流體出口溫度;
(2)回熱器熱端和冷端壓力損失盡可能小,保證發動機性能;
(3)滿足噴管等尺寸和總體質量要求;
(4)與渦輪和噴管等耦合分析,保證各部件性能;
(5)高溫下工作安全可靠;
(6)保證制造工藝、耐腐蝕等要求。
結合以上要求,根據換熱器計算流程編制計算程序,計算確定換熱器的冷熱側換熱表面積、換熱器總體積以及冷熱兩側的氣流流動損失等參數。本方案采用U形管回熱器結構,同時對U型管回熱器的管截面形狀、管排數、管間距、橢圓度、壁厚等進行設計分析,最終選擇橢圓形管作為換熱器的基本管形,采用5-4-5型叉排管束布局。
3 結構設計
根據設計要求,結合U型管式回熱器的結構強度限制,以及國內實際加工制造水平,對回熱器結構進行詳細設計。圖2顯示了回熱器工作原理:冷氣從集氣管一端進氣,在集氣管內被分配到各個橢圓管束內,在集氣管另一端內匯集排出;燃氣從橢圓管外側與管內冷氣發生熱交換。根據工作原理,將回熱器分解為分流器、收集器、U形管排、加強裝置等結構。由于回熱器長期工作在高溫環境,設計時應盡量選用焊接或螺栓連接等成熟可靠工藝。同時,考慮到回熱器在發動機上按不同角度安裝,且安裝結構簡單、裝拆方便等要求,回熱器設計有可進行角度調整的安裝結構。
3.1 分流器
初始方案中,回熱器進口冷氣通道被設計成光滑圓管,無導流措施。但通過Fluent軟件分析發現,該方案中冷卻流量分配不均衡,這將導致換熱不均勻,進而使整個回熱器的換熱效率降低。存在此現象的原因是進出口壓力一定時,管內氣流大部分從靠近出口的基本管束流出,使得靠近進口的基本管束流量偏小。為此,擬采取三種改進方案,其共同點是在主管內設置導流措施,分別是導流片、水平套管及擴張型套管。通過對回熱器流場三維數值模擬分析[4],得出以下結論:
(1)初始設計方案中,回熱器基本管束內的流量分布不均勻,容易導致回熱器回熱效率降低,不能滿足設計要求。
(2)在回熱器主流管束內增加導流片,可有效均衡回熱器基本管束內的流量分布,但導流片的固定安裝困難,增加了加工制造的難度。
(3)在回熱器主流管束內增加水平套管,雖然易于固定安裝、加工制造簡單,但計算結果顯示,此方案中氣流的流量分布也不均勻,不適合采用。
(4)結合安裝導流片和水平套管的結構形式,在回熱器主流管束內增加擴張管,既可充分利用前兩個方案的優勢,又可有效減小加工制造難度。計算結果顯示,此方案的流量分布均勻。
根據評估結果,最終采用擴張式分流器方案,其結構見圖3。分流器為圓形擴張管結構,采用圓管沖壓或機械加工制造。擴張段處設計有四處凸臺,通過與回熱器冷氣主流道小間隙配合來確保分流器安裝定心。凸臺周邊設計有氣流通道,計算表明該設計更能確保冷氣來流的速度、壓力以及流量均勻分配到各橢圓管束中。為便于安裝,分流器采用可拆卸式結構。前段設計有階梯形定位銷孔,安裝時分流器通過進氣口插入,與收集器上的定位孔對正后采用螺栓階梯銷固定。另外,收集器和螺栓階梯銷均設計有鎖絲孔,通過鎖絲將螺栓階梯銷鎖緊,同時在螺栓階梯銷上涂抹螺紋膠確保密封有效。
3.2 收集器
收集器是支撐橢圓管束等部件的承力結構。根據回熱器結構設計要求,收集器設計時主要考慮以下因素:
(1) 橢圓管束安裝在收集器上,其安裝面至少需加工5 000多個橢圓孔,且橢圓孔間距需保證在3~5 mm內,加工精度高、周期長;
(2) 橢圓管束通過焊接方式固定在收集器上,其焊接零件多,焊點數達到5 000以上,焊接空間非常狹小(管束間距3~5 mm),且焊接后不允許出現泄漏,焊接工藝復雜;
(3) 收集器是回熱器的承力支撐結構,設計時需考慮在發動機上的安裝及調節等要求。
針對以上因素,收集器采用分體設計,其結構如圖4所示。收集器由集氣框架、密封銅墊、安裝板及螺栓螺母組成,安裝板上的橢圓孔采用機械或沖孔方式加工,集氣框架和密封銅墊采用機械加工,各零件加工難度較小。
考慮橢圓管束焊接困難,收集器采用分體設計后,其橢圓管束的焊接過程為:先將橢圓管排焊接在橢圓孔安裝板上,焊接位置在孔板內側,焊接方式、焊接工藝以及焊接工裝設計相對簡單,也便于對未焊接好的管束進行補焊;同時將焊接好的橢圓管排和孔板通過螺栓安裝在承力框架上,并通過銅墊和高溫膠形式對回熱器結構進行密封,如圖5所示。
分體設計的收集器,不僅解決了零件的加工和焊接難題,也便于工作中出現管束漏氣時的修復。但是分體設計也存在以下問題:
(1)回熱器連接螺栓數量、規格是否滿足密封要求。設計時為追求質量指標往往忽略連接件的密封問題,考慮到密封性,回熱器設計時將M6連接螺栓調整為M8連接螺栓(圖6)。
(2)中間排連接螺栓扳擰空間問題。根據回熱器空間結構(圖7),回熱器中間排螺栓存在扳擰空間不足問題。為此,設計時要求先將已焊接U型管的安裝板通過螺栓連接在安裝框架上,然后進行密封性檢查,合格后再安裝并點焊加強板,從而確保安裝中間排螺栓時沒有加強板的干涉,增加了中間排螺栓的扳擰空間。
(3)回熱器密封問題。為確保回熱器密封可靠,除采用密封銅墊進行密封外,還在安裝板所有密封位置涂抹高溫密封膠,在安裝銷螺紋處涂抹螺紋密封膠(圖8)。
3.3 橢圓管束
橢圓管束為長軸內直徑a、短軸內直徑b構成的橢圓形管,采用5-4-5型叉排管束布局,管束橫向間距為S1/b,流向間距為S2/a,設計結構如圖9所示。橢圓管束采用圓管拉制的方法制造。為控制管束間的排列間距,采用可靠整體工裝彎制校型橢圓管排,確保間距尺寸滿足設計要求。
4 主要零件選材
根據設計參數,回熱器熱端進口最高溫度達970 K,巡航時最高溫度為847 K。為此,回熱器選用GH4169鎳基高溫合金,該合金在526~973 K范圍內具有良好的綜合性能,923 K以下的屈服強度居變形高溫合金首位,具有良好的抗疲勞、抗氧化及耐輻射性能。
5 強度分析
根據強度設計要求,采用有限元軟件ANSYS對回熱器進行了強度、位移及剛度分析。表1為回熱器工作條件,圖10為強度計算結果。由圖分析可知:U形管排受力均勻,變形對稱,管排間不會發生干涉;螺栓安裝邊密封性儲備系數大于1.0,螺栓屈服強度儲備滿足設計要求;螺母螺紋牙彎曲儲備大于1.5,剪切儲備大于2.5,均滿足設計要求;U形管排靜強度滿足設計要求。
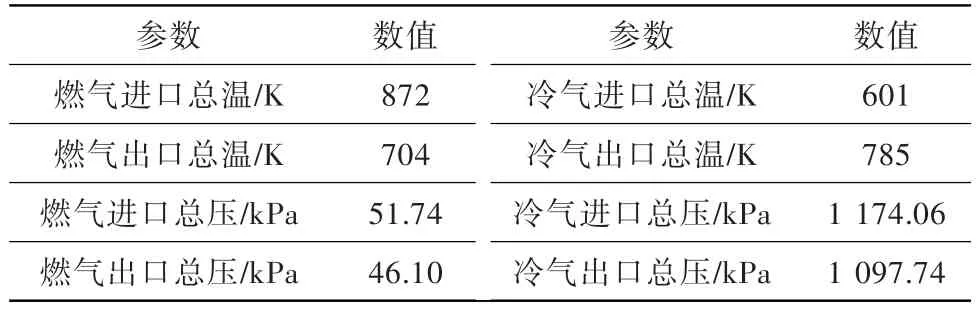
表1 回熱器工作參數Table 1 The working parameters of the recuperator
6 關鍵工藝
橢圓管束焊接是回熱器試制中的關鍵工藝。通過采用縮比試件進行焊接工藝摸索,發現相對于真空釬焊等其他焊接工藝,手工釬焊能很好地控制管束的焊接質量、結構尺寸和焊接變形,還可對不合格焊縫進行補焊,滿足回熱器焊接工藝要求,所以回熱器采用手工釬焊進行試制。管束焊接過程中存在焊縫漏氣等問題,需要對不合格焊縫進行補焊。由于補焊會影響其他焊接位置,所以焊接時存在密封性檢查+補焊不斷交替的過程。為達到焊接要求,設計了焊接檢查工裝。將裝配好橢圓管的安裝板放置在工裝上,安裝板和焊接檢查工裝通過螺栓和密封墊進行固定和密封。焊接檢查工裝上設計有打壓檢查進氣口,按圖11所示對橢圓管排和安裝板進行焊接。焊接完成后在檢查工裝進氣口處充入壓力0.3 MPa空氣,同時關閉出氣口處的出氣活門;再采用肥皂水對焊接部位進行密封性檢查,對出現漏氣的焊縫進行補焊,直至焊縫密封性檢查符合設計要求。最后,按圖紙要求裝配回熱器,并進行最終檢查驗收,完成回熱器制造。圖12為回熱器實物圖。
7 結束語
根據間冷回熱循環發動機的特點,結合國內工藝水平,本文闡述的回熱器結構設計和制造工藝,為U形管回熱器的設計提供了一種可行的方案,也為回熱器的加工制造提供了一種參考。目前本方案已進行了換熱性能的考核驗證。由于回熱器的結構設計還欠缺足夠的設計和使用經驗,同時存在安裝困難、質量過大等問題,在完成回熱器樣機驗證后,還需不斷優化改進結構和工藝方案,最終實現工程驗證。
[1]王占學,龔 昊,劉增文,等.間冷回熱航空發動機技術發展趨勢分析[J].航空發動機,2013,39(6):13—18.
[2]Schonenborn H,Ebert E,Simon B,et al.Thermomechani?cal design of a heat exchanger for a recuperative aero en?gine[R].ASME GT2004-53696,2004.
[3]沈 虹,周 軍,陳玉潔,等.歐盟間冷回熱循環燃氣渦輪發動機發展綜述[J].燃氣渦輪試驗與研究,2016,29 (1):10—13.
[4]周 雷,婁德倉,郭 文,等.間冷回熱循環發動機回熱器套管結構優化[J].燃氣渦輪試驗與研究,2016,29(1):53—60.
[5]Rolt A M,Baker N J.Intercooled turbofan engine design and technology research in the EU F,ramework 6 NEWAC programme[R].ISABE 2009-1278,2009.
The structure design and m anu facturing study of a tube recuperator of the intercooled and recuperated aero-engine
WU Zheng-hong1,MA Jian1,HUANG Zu-yao2,WANG Rong-bao2,CHEN Ji-cheng1,LOU De-cang1
(1.AECC Sichuan Gas Turbine Establishment,Chengdu 610500,China;2.NingBo KEDA Brake Manufacture Co.Ltd.,Ningbo 315191,China)
The structure design and manufacturing process of a recuperator of an intercooled and recuperated aero-engine was introduced.A U-type tube recuperator structure was designed based on the working environ?ment and operation requirements,along with U-type tube recuperator characteristics and theoretical calcula?tion results.Considering current manufacturing level in China,critical process and solution measures were presented which can be provided as a process reference for U type tube recuperator manufacturing.
aero-engine;intercooled and recuperated cycle;U-type tube recuperator;honeycomb duct;gas collection device;processing manufacturing
V236
:A
:1672-2620(2017)02-0005-06
2016-12-03;
:2017-04-11
吳正洪(1986-),男,貴州遵義人,工程師,主要從事航空發動機總體結構設計與技術研究。
猜你喜歡
建材發展導向(2023年6期)2023-03-31 02:51:38
建材發展導向(2021年13期)2021-07-28 07:15:50
山東冶金(2019年6期)2020-01-06 07:45:54
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
世界農藥(2019年2期)2019-07-13 05:55:12
中國房地產業(2016年2期)2016-03-01 01:25:23
中國房地產業(2016年24期)2016-02-16 06:10:22
銅業工程(2015年4期)2015-12-29 02:48:39
汽車與新動力(2015年1期)2015-02-27 12:11:01
石油化工應用(2014年8期)2014-03-11 17:40:03