奧氏體不銹鋼小徑薄壁管焊縫超聲相控陣檢測工藝
2017-06-05 14:15:42孫忠波田旭海
無損檢測 2017年5期
孫忠波,田旭海
(1.艾默生過程管理(天津)閥門有限公司,天津 301700;2.天津市思維奇檢測技術有限公司,天津 300130)
奧氏體不銹鋼小徑薄壁管焊縫超聲相控陣檢測工藝
孫忠波1,田旭海2
(1.艾默生過程管理(天津)閥門有限公司,天津 301700;2.天津市思維奇檢測技術有限公司,天津 300130)
通過理論分析并參照DL/T 820—2002標準,深入分析了奧氏體不銹鋼小徑薄壁管焊縫超聲相控陣單側掃查時探頭及聲束的布置、各種參數的設置原則、DAC的制作等,提出了缺陷評定時缺陷波幅及長度的確定方法。通過分析表明,對于該小徑薄壁管的檢測,超聲相控陣技術可以得到與常規超聲檢測相同甚至優于常規超聲的缺陷檢出效果。
超聲相控陣;小徑薄壁管;奧氏體不銹鋼
在300,600 MW及以上火力發電機組中,屏式過熱器、高溫再熱器、高溫過熱器等出入口管道較多采用TP347H、TP304等奧氏體不銹鋼小徑薄壁(外徑不小于32 mm,不大于159 mm;壁厚不小于4 mm,不大于8 mm)管,但不同溫度的管段會使用不同的材料,如T91、12Cr1MoV鋼等。從而出現了大量的奧氏體與馬氏體不銹鋼,或者鐵素體耐熱鋼的異種鋼焊接接頭。采用射線檢測時,某些工件位置無法擺放射線機,或者焦距受限。此外由于射線檢測工作量大、檢驗周期長、不能交叉作業等,其應用受到一定的制約。采用常規超聲雖然速度快、效率高,但如果結構特殊,只能進行單側掃查,則需更換不同的K值探頭;如果工件壁厚較小,稍小K值的探頭很難對焊縫全面掃查,且不銹鋼側信噪比差,對操作人員經驗要求極高。因此,筆者采用超聲相控陣技術,參考DL/T 820—2002《管道焊接接頭超聲波檢驗技術規程》標準,對此類焊縫檢測工藝作了深入討論及詳細設計。
1 待檢工件參數
待檢工件為高溫再熱器、高溫過熱器、屏式過熱器等出口及入口管道頂棚下的第一道焊縫,該焊縫為T91鋼(下)與TP347H鋼(上)對接焊縫,采用ER347不銹鋼焊絲氬弧焊焊接,待檢工件參數和外觀如表1及圖1所示。
因僅能從TP347H鋼側進行檢測,且焊縫為奧氏體不銹鋼,依據DL/T 820-2002標準,該焊縫屬于奧氏體不銹鋼小徑薄壁管焊縫范疇。
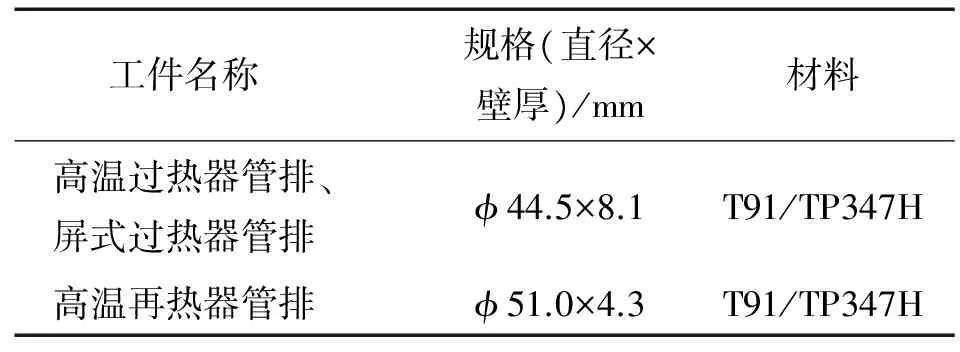
表1 待檢工件參數

圖1 待檢工件外觀
2 超聲相控陣檢測工藝設計
2.1 超聲相控陣檢測探頭及掃查架 采用Omniscan MX2型超聲相控陣檢測儀,匹配多普勒探頭7.5S16-0.5-10-D10(頻率7.5 MHz,16個晶片,晶片間距0.5 mm,單個晶片長度10 mm),加裝橫波自然折射角度為60°的斜楔塊SD10-N60S-1H,楔塊表面曲率與管徑匹配,用多浦樂CRS-1型專用小徑管掃查器加持。
DL/T 820標準要求探頭頻率為4 MHz或5 MHz,而選用7.5 MHz超聲相控陣探頭,嚴格講不符合標準要求,但該探頭在確保信噪比可接受的前提下,可獲得較好的分辨率。
DL/T 820標準中對于探頭角度(折射角β為70°~73°)及探頭前沿(不大于5 mm)的要求,目的是確保利用直射波及一次反射波掃查覆蓋整個檢測區域。而相控陣扇型掃描可對焊縫進行多角度覆蓋,并采用多次反射波掃查,同樣能夠確保全面掃查。
DL/T 820標準要求探頭晶片面積不大于36 mm2,控制晶片尺寸的目的是避免近場區落入檢測區域,影響缺陷定位和定量。采用的相控陣探頭的晶片全部激發時,最大孔徑為10 mm×8 mm(長×寬),晶片面積遠超標準要求。即使加裝了較厚的有機玻璃楔塊(弧度與工件匹配,能夠良好耦合),同時采用一次以上的反射波進行覆蓋掃查,也難以避免近場區落入檢測區域。但近場區內聚焦是相控陣檢測的優勢,因此,工藝中采用了聚焦設置,提高了信噪比,而較大的晶片有更小的聲束擴散角、較大的發射強度和更高的檢測靈敏度。
2.2 探頭布置及聚焦設置
2.2.1 探頭布置
焊縫T91鋼側因頂棚阻礙,不能布置探頭,且部分位置頂棚凸起阻礙探頭完成整圈掃查。因此,為確保焊縫被檢區域任一點至少有2個接近垂直的聲束進行覆蓋,在TP347H一側用扇掃描進行2次覆蓋掃查,掃描參數具體設置如表2所示(L為探頭前沿離開焊縫中心的距離,在其他參數,如工件壁厚、扇掃描角度范圍確定的情況下,L直接決定了反射次數,對文中小徑薄壁管的檢測,L又間接決定了聚焦設置),焊縫掃查覆蓋示意如圖2和圖3所示。圖2和圖3中的掃查覆蓋滿足DL/T 820標準中對檢測區域的要求(焊縫本身加上兩側各相當于母材30%的區域,這個區域的寬度最小10 mm,最大20 mm)。

圖2 φ44.5 mm×8.1 mm管焊縫掃查覆蓋示意
DL/T 820-2002要求選用探頭直射波掃查時,應能夠掃查到焊接接頭1/4以上壁厚范圍,常規超聲掃查覆蓋示意如圖4所示。其目的是確保焊縫根部被檢區域(焊縫本身加上兩側各相當于母材30%的區域)能夠全部被掃查到,同時探頭從兩個方向用直射波及一次反射波掃查時,能夠使焊縫中每個區域都能被來自兩個方向的聲束各覆蓋一次。而一 般相控陣探頭前沿較大,薄壁工件掃查時多采用一次以上的反射聲束,同樣能使整個被檢區域得到兩次以上的覆蓋。L(反射次數)的設置主要考慮以下幾個因素:

表2 TP347H鋼一側焊縫扇型掃描參數設置

圖3 φ51 mm×4.3 mm管焊縫掃查覆蓋示意
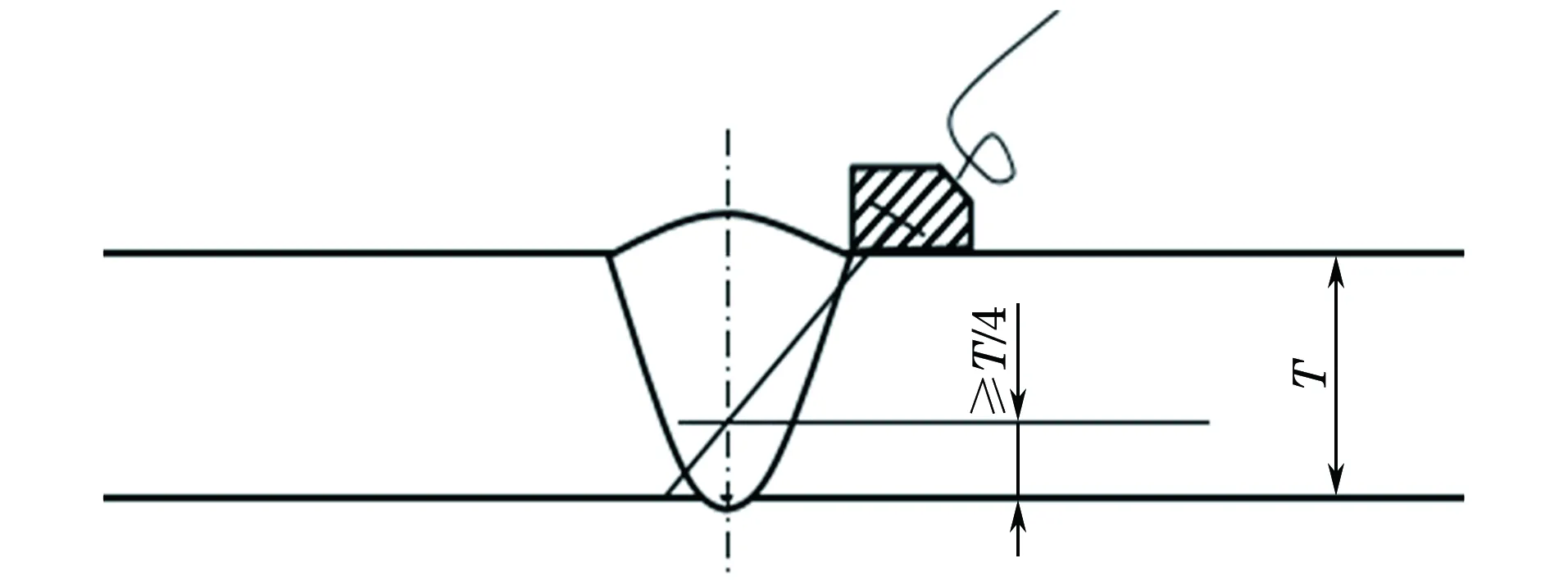
圖4 常規超聲掃查覆蓋示意
(1) 確保聲束全覆蓋,反射次數越多越容易對焊縫進行覆蓋。
(2) 反射次數過多會導致較大的聲程衰減,使靈敏度及信噪比下降,尤其是奧氏體不銹鋼。
(3) 反射次數過多則聲程增加,各角度聲束間距離增大,導致成像分辨率下降,甚至漏檢。
(4) 避開近場區。
(5) 如果是近場區內聚焦,通過調整L值可以選擇焦柱較長的區域,以增加覆蓋范圍。
2.2.2 聚焦設置
一維線陣超聲相控陣孔徑為矩形,中心軸線上聲壓起伏規律與常規超聲矩形晶片一致。因此,激發孔徑的近場區長度為
(1)
式中:Fs為矩形晶片面積;λ為縱波在介質中的波長。
聲源長寬比小于2∶1時的計算結果能夠較好地反映實際情況, 16個晶片全部激發時長寬比為10∶8。已知該不銹鋼中橫波聲速為3 150 m·s-1,則假想的鋼中橫波近場區為61.6 mm。另已知楔塊橫波自然折射角為60°(鋼中橫波聲速3 230 m·s-1時),則可計算得到扇掃描范圍為45°~75°,聲束在楔塊中的聲程為13.1~21.1 mm(見圖5),又知楔塊中縱波聲速為2 330 m·s-1,則工件中剩余的近場區長度為33.0~43.9 mm。對于壁厚4.3 mm及8.1 mm的工件,要避免用近場區覆蓋,需采用3~9次反射波。因此,選用近場區對檢測區域進行覆蓋,同時配合聚焦設置。
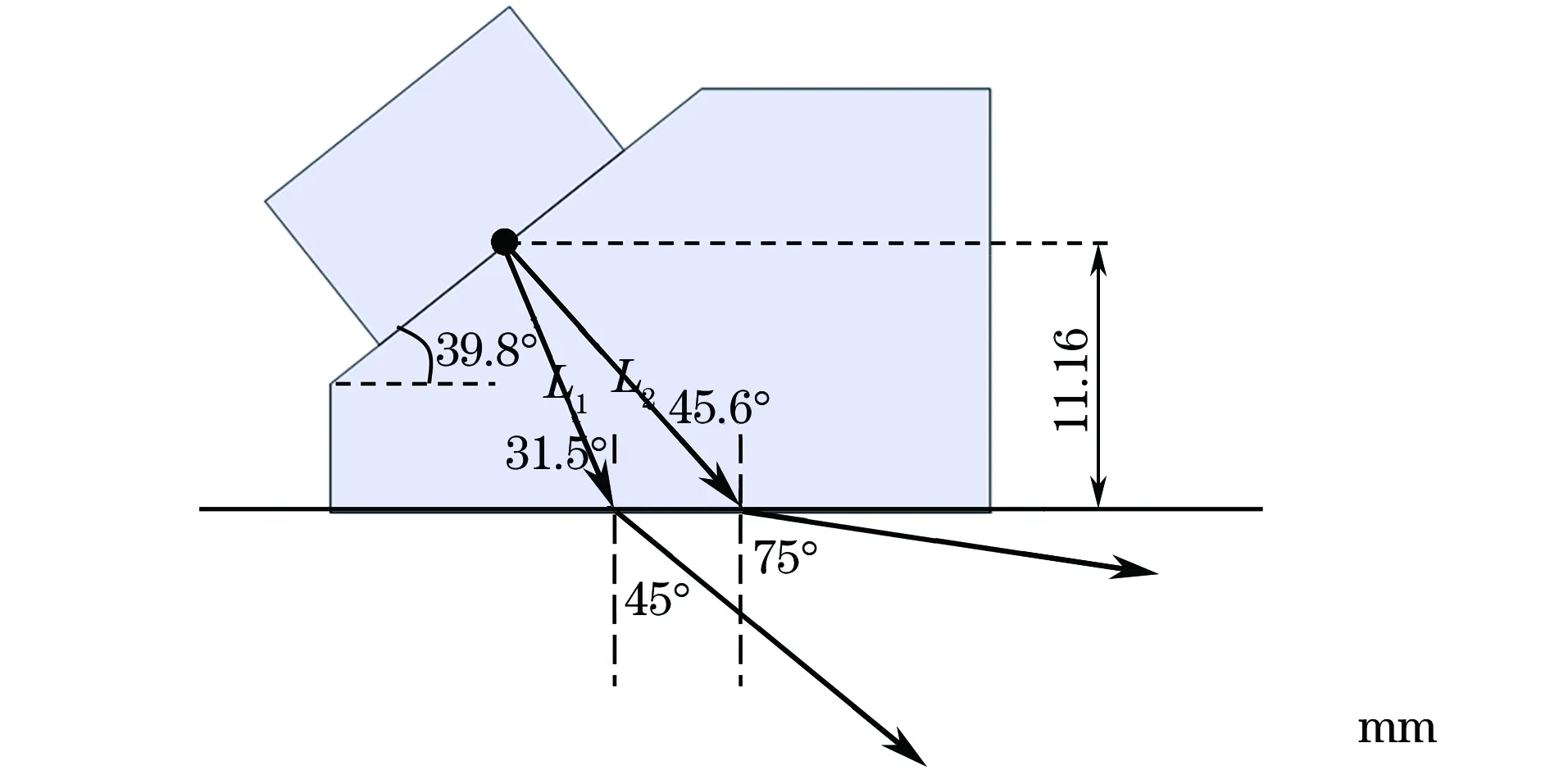
圖5 聲束在楔塊中的聲程示意
近場區內聚焦時,焦點設置得越遠,焦點處聲壓越小,但焦點附近在聲軸線方向上,聲壓下降越緩慢,即焦柱越長[1]。對于焊縫的初始掃查工藝追求的是能夠獲得較大的檢測覆蓋范圍,盡量選擇較大的焦柱長度,同時配合焦點深度設置,將焦點設置到覆蓋范圍內的聲程中心,例如,用于覆蓋的聲束反射次數為1和2時,將焦點設置在2倍壁厚處(見表2)。2.3 DAC曲線的制作 依據標準DL/T 820-2002,該工件屬于奧氏體鋼小徑薄壁管,因此,參照該標準制作了用于DAC(距離-波幅)曲線繪制的短槽試塊,試塊示意如圖6所示(當管焊縫規格為φ44.5 mm×8.1 mm時,b為2 mm;當管焊縫規格為φ51 mm×4.3 mm時,b為1 mm)。
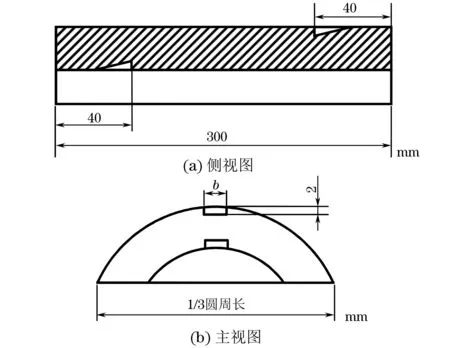
圖6 短槽試塊示意
Omniscan設備不能按照DL/T 820標準在屏幕上畫出兩條直線制作DAC曲線,標準將DAC曲線規定為兩條直線,主要是考慮所針對的工件壁厚較薄,聲程衰減可以忽略,直射波和一次反射波主要的衰減差在于管子內壁的散射,管徑越小散射越嚴重。而相控陣檢測多采用多次反射,一次反射聲束在工件底面凸面上會發散,但兩次反射到上表面凹面上有匯聚的趨勢。因此,操作時選擇TCG(時間增益修正)模式,并按照表2調節參數設置,根據圖2和圖3的掃查示意調整合適的聲程范圍,在圖6的試塊上使不同角度的聲束依次找到短槽的端角反射波,將不同角度聲束對短槽的反射波均調節到80%FSH(滿屏高度),記錄此時儀器的硬件增益值,該增益值作為波幅定量的基準。
以規格為φ44.5 mm×8.1 mm的焊縫按圖2(a)掃查時為例,先使經一次工件表面反射的聲束找到試塊的外表面開槽,將各角度波幅調整到60%FSH,記錄此時儀器整體的增益值;調節硬件增益后,再使經兩次工件表面反射的聲束找到試塊內表面開槽,將各角度波幅調整到60%FSH,記錄此時儀器硬件增益值。
2.4 掃查注意事項
2.4.1 精確測定壁厚
超聲相控陣檢測反射次數較多,壁厚的精度誤差將多次累計并傳遞到反射體的回波聲程上,同時工件壁厚較小,極易導致較大的相對誤差,從而影響缺陷判斷。因此,儀器參數設置時,工件壁厚不應按照圖紙標注的公稱壁厚設定,要用精度0.01 mm的測厚儀多點測定超聲波聲束路徑上的管道壁厚后,按實測值設定。
2.4.2 掃查時L值偏差控制
一些缺陷的判斷及定性依賴其回波位置(如未熔合、未焊透等),因此掃查過程中精確控制L對輔助定性至關重要,掃查時誤差應控制在工件厚度的20%以內,具體到壁厚為4.3 mm及8.1 mm小徑管,誤差應在1 mm及1.5 mm內。因此,在檢測前應在工件表面精確劃線,并保持專用掃查器輪子與工件表面接觸良好,確保運動方向與工件軸線垂直。
圖7為掃查偏離軌跡示例,該圖像為一個未熔合缺陷圖像,因面狀缺陷的聲束指向性,只能被一次反射波及三次反射波發現,但因掃查時探頭偏離預定軌跡約3 mm,導致缺陷出現在焊縫中間而并非坡口位置,給缺陷性質判斷增加了難度。

圖7 掃查偏離軌跡示例
3 超聲相控陣檢測的數據評定
DL/T 820標準規定不允許存在以下缺陷:
(1) 判定為裂紋、坡口未熔合、層間未熔合及密集性缺陷等。
(2) 單個缺陷回波幅度大于等于DAC+4 dB。
(3) 單個缺陷回波波幅大于等于DAC,且指示長度大于5 mm。
因此,缺陷評定時要對缺陷波幅及長度進行測量,并盡量確定缺陷性質。
3.1 缺陷波幅的確定
相控陣扇掃描評定時,可同時打開A掃描、B掃描及扇掃描,移動B掃描指針同時觀察扇掃描圖像的變化,找到缺陷后將扇掃描角度指針指向缺陷,微調兩個指針直至找到不同位置、不同角度A掃描中缺陷的最高回波波幅,作為該缺陷的波幅。當最高波幅未達到100%時,調節軟件增益值,使缺陷波幅達到DAC(即滿屏的60%),所調節的dB值即 為與DAC的差值,缺陷波幅定量示例如圖8所示, 該缺陷的波幅為DAC+4 dB。
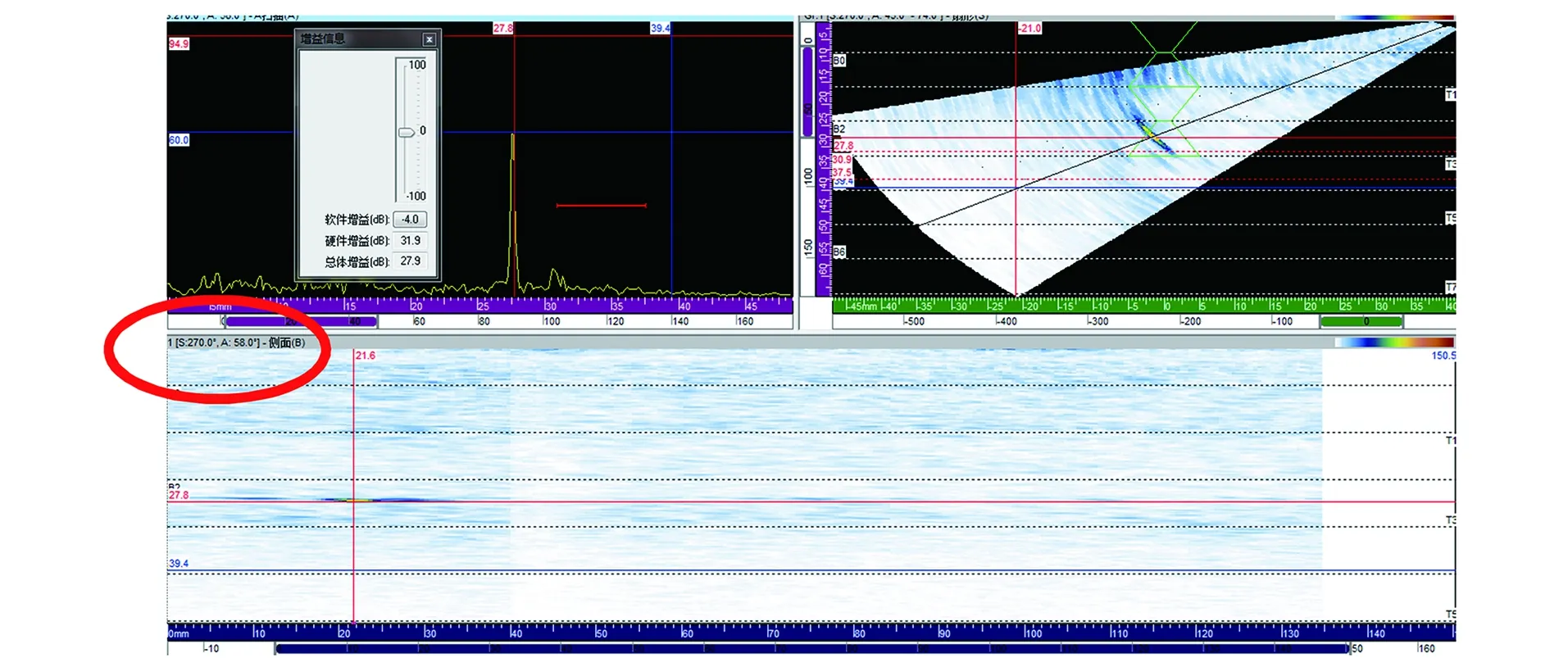
圖8 缺陷波幅定量示例
當缺陷最高波幅達到100%時,直接評定為不合格,記錄為>DAC+4 dB,因基準波高為60%時,與滿屏100%的dB差為4.4 dB。
3.2 缺陷長度的確定 若缺陷最高波幅未超過滿屏的100%,則以該波幅為基準,在B掃描中測量缺陷長度,找到該缺陷不同角度A掃描回波波幅降低6 dB時的最大長度作為該缺陷的長度,缺陷長度定量示例如圖9所示。

圖9 缺陷長度定量示例
若缺陷最高波幅超過滿屏100%,則在B掃描中,找到該缺陷不同角度A掃描回波波幅降低到50%FSH時的最大長度作為該缺陷的長度。
4 結語
與常規超聲檢測的本質一樣,超聲相控陣檢測也是基于脈沖反射法獲得缺陷信息的,雖然在DAC曲線的制作方法上與DL/T 820-2002稍有差異,甚至在探頭規格、聲束覆蓋等諸多方面,相控陣方法難以滿足DL/T 820-2002的要求。但相控陣檢測結果能與常規超聲保持一致,試塊的選擇與缺陷定量能夠完全符合DL/T 820-2002標準,且利用較大晶片尺寸的相控陣探頭進行聚焦掃查,提高了信噪比,選擇較高頻率的相控陣探頭提高了檢測分辨力。
[1] 孫忠波,強天鵬.超聲相控陣系統的聚焦特性研究[J].無損檢測,2012,34(10):23-27.
The Process of Ultrasonic Phased Array Inspection on Small DiameterThin Walled Austenitic Stainless Steel Tube Weld
SUN Zhongbo1, TIAN Xuhai2
(1.Emerson Process Management (Tianjin) Valve Company, Tianjin 301700,China;2.Tianjin Siweiqi Testing Technology Co., Ltd., Tianjin 300130,China)
In this thesis, through theoretical analysis and referring to DL/T 820-2002 standard, inspection of small diameter austenitic steel tube weld at single side of the seam by using phased array method, was deeply studied. Deduced the principle of probe setting, ultrasound beam and other parameters configuration was deduced and skills of making DAC was introduced, and methods of measuring the echo amplitude and sizing the length of the defects were also raised. By means of technical analysis, it is indicated that, detection on small diameter austenitic stainless steel tube, equivalent to or better than detecting result can be achieved by phased array method than conventional UT.
ultrasonic phased array; small diameter thin walled tube; austenitic stainless steel
2016-07-29
孫忠波(1981-),男,高級工程師,碩士,主要從事無損檢測、理化檢驗及供應商質量管理工作
孫忠波,zhongbo.sun@emerson.com
10.11973/wsjc201705006
TG115.28
A
1000-6656(2017)05-0024-04
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
測控技術(2018年8期)2018-11-25 07:42:16
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
