基于響應(yīng)面法和GS理論的板料成形優(yōu)化
2017-06-05 14:19:44孫元貴劉泓濱周雙寧
鍛壓裝備與制造技術(shù) 2017年1期
孫元貴,劉泓濱,周雙寧
(1.昆明理工大學(xué) 機(jī)電工程學(xué)院,云南 昆明 650500;2.云南紅云紅河煙草集團(tuán) 昆明卷煙廠,云南 昆明 650022)
基于響應(yīng)面法和GS理論的板料成形優(yōu)化
孫元貴1,劉泓濱1,周雙寧2
(1.昆明理工大學(xué) 機(jī)電工程學(xué)院,云南 昆明 650500;2.云南紅云紅河煙草集團(tuán) 昆明卷煙廠,云南 昆明 650022)
基于GS理論和響應(yīng)面尋優(yōu)法,借助Dynaform非線性有限元分析軟件,對某型汽車橫梁件成形中存在減薄率過大的問題,進(jìn)行工藝參數(shù)尋優(yōu)。首先,通過正交試驗(yàn)獲取一定參數(shù)組合下的減薄率。然后,借助GS理論,獲得對減薄率產(chǎn)生主要影響的兩個(gè)參數(shù)即沖壓速度和模具間隙。最后,利用Design-expert軟件,以設(shè)計(jì)沖壓速度和模具間隙為輸入?yún)?shù),減薄率為輸出參數(shù),進(jìn)行響應(yīng)面法尋優(yōu)。通過響應(yīng)面法尋優(yōu)的最優(yōu)解與未優(yōu)化之前的對比,優(yōu)化后的沖壓參數(shù)對橫梁件的板料成形質(zhì)量有顯著提升。
板料成形;參數(shù)尋優(yōu);GS理論;響應(yīng)面法;Design-expert軟件
汽車零件的板料成形在現(xiàn)代制造業(yè)中占有重要地位。金屬板料的塑性變形是一個(gè)復(fù)雜的非線性問題,其中有應(yīng)力與應(yīng)變之間的非線性、幾何應(yīng)變與位移之間的非線性和邊界條件非線性等。因此零件的最終成形是各種因素綜合影響的結(jié)果。由于影響因素較多,因此零件的最終成形會出現(xiàn)拉裂、起皺、回彈等缺陷。
“試錯(cuò)法”是國內(nèi)大多數(shù)企業(yè)對產(chǎn)品工藝參數(shù)進(jìn)行調(diào)試的主要方法。該方法不僅耗時(shí)、耗力,而且無法保證結(jié)果的準(zhǔn)確性[1-2]。近年來隨著計(jì)算機(jī)技術(shù)的發(fā)展,利用計(jì)算機(jī)對板料成形的數(shù)值模擬的方法逐漸成為主流。通過計(jì)算機(jī)數(shù)值模擬得到的工藝參數(shù),對企業(yè)的生產(chǎn)具有重要的指導(dǎo)意義。
本文以汽車橫梁件為例。針對汽車橫梁件成形中最大減薄率過大的問題,對成形工藝參數(shù)進(jìn)行優(yōu)化研究。首先,通過正交試驗(yàn)來確定不同因素和不同水平下的成形件的減薄率;然后借助GS理論分析不同因素對板料減薄影響程度,找出對減薄率產(chǎn)生主要影響的因素;最后利用Design-expert軟件,通過響應(yīng)面法尋優(yōu),尋找使減薄率最小的工藝參數(shù)。
1 響應(yīng)面法尋優(yōu)
響應(yīng)面法(Response Surface Method)是基于統(tǒng)計(jì)學(xué)理論的一種多元分析方法,也稱為回歸設(shè)計(jì)。通過建立連續(xù)變量的曲面模型,優(yōu)化各因子水平,并對其相互作用效果進(jìn)行評價(jià),得到最佳水平范圍。因?yàn)轫憫?yīng)面法的試驗(yàn)組數(shù)較少,極大地減少成本,并且實(shí)際情況與建立的多維空間曲面響應(yīng)模型擬合較好。所以響應(yīng)面回歸模型在越來越多的領(lǐng)域被運(yùn)用[3]。
2 響應(yīng)面法尋優(yōu)在汽車橫梁件成形中的應(yīng)用
2.1 有限元模型的建立
用UG建立三維模型,導(dǎo)入有限元軟件Dynaform中,在Dynaform中對模型的凸模、凹模、壓邊圈、板料進(jìn)行工藝補(bǔ)充面設(shè)計(jì),并且劃分網(wǎng)格,對網(wǎng)格的缺陷進(jìn)行檢查修補(bǔ);設(shè)置模型的工藝參數(shù);最后對模型進(jìn)行有限元分析計(jì)算[4]。有限元模型如圖1所示。
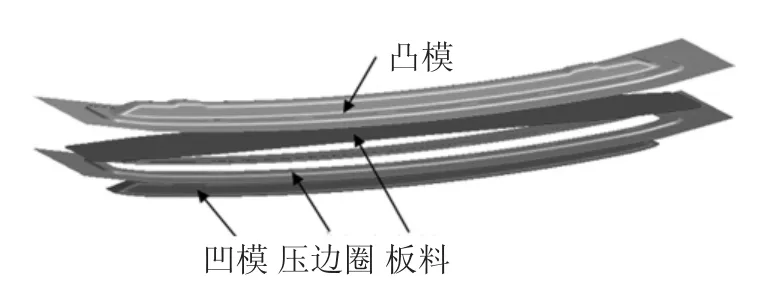
圖1 汽車橫梁件有限元模型
板料選用DC04型號板材,毛坯厚度0.8mm;材料相關(guān)性能參數(shù)如表1所示,材料的應(yīng)力-應(yīng)變曲線如圖2所示。
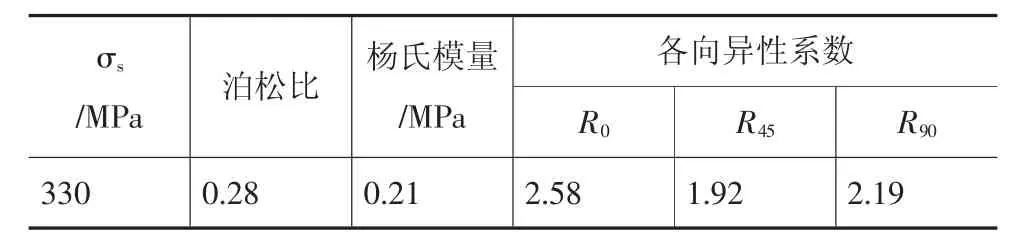
表1 材料性能參數(shù)

圖2 應(yīng)力-應(yīng)變
2.2 正交實(shí)驗(yàn)設(shè)計(jì)
在科學(xué)研究中正交試驗(yàn)設(shè)計(jì)是一種進(jìn)行實(shí)驗(yàn)安排的普遍方法。首先通過設(shè)計(jì)的“正交表”來進(jìn)行試驗(yàn),是多因素在不同水平下的試驗(yàn)。本文將正交試驗(yàn)設(shè)計(jì)和GS理論相結(jié)合進(jìn)行分析。首先,通過正交試驗(yàn)獲得在不同因素和不同水平值下的最大減薄率值。再者,通過用GS理論確定各因素相對最大減薄率的關(guān)聯(lián)度提供數(shù)據(jù)的支持[5]。
本文設(shè)定了四個(gè)因素:壓邊力、摩擦因數(shù)、沖壓速度、模具間隙,并各自設(shè)定5個(gè)水平。基于文獻(xiàn)[6]確定壓邊力、模具間隙和摩擦因數(shù)參數(shù)值;沖壓速度根據(jù)具體的生產(chǎn)確定。具體參數(shù)如表2所示,試驗(yàn)結(jié)果如表3所示。

表2 正交試驗(yàn)因素及水平
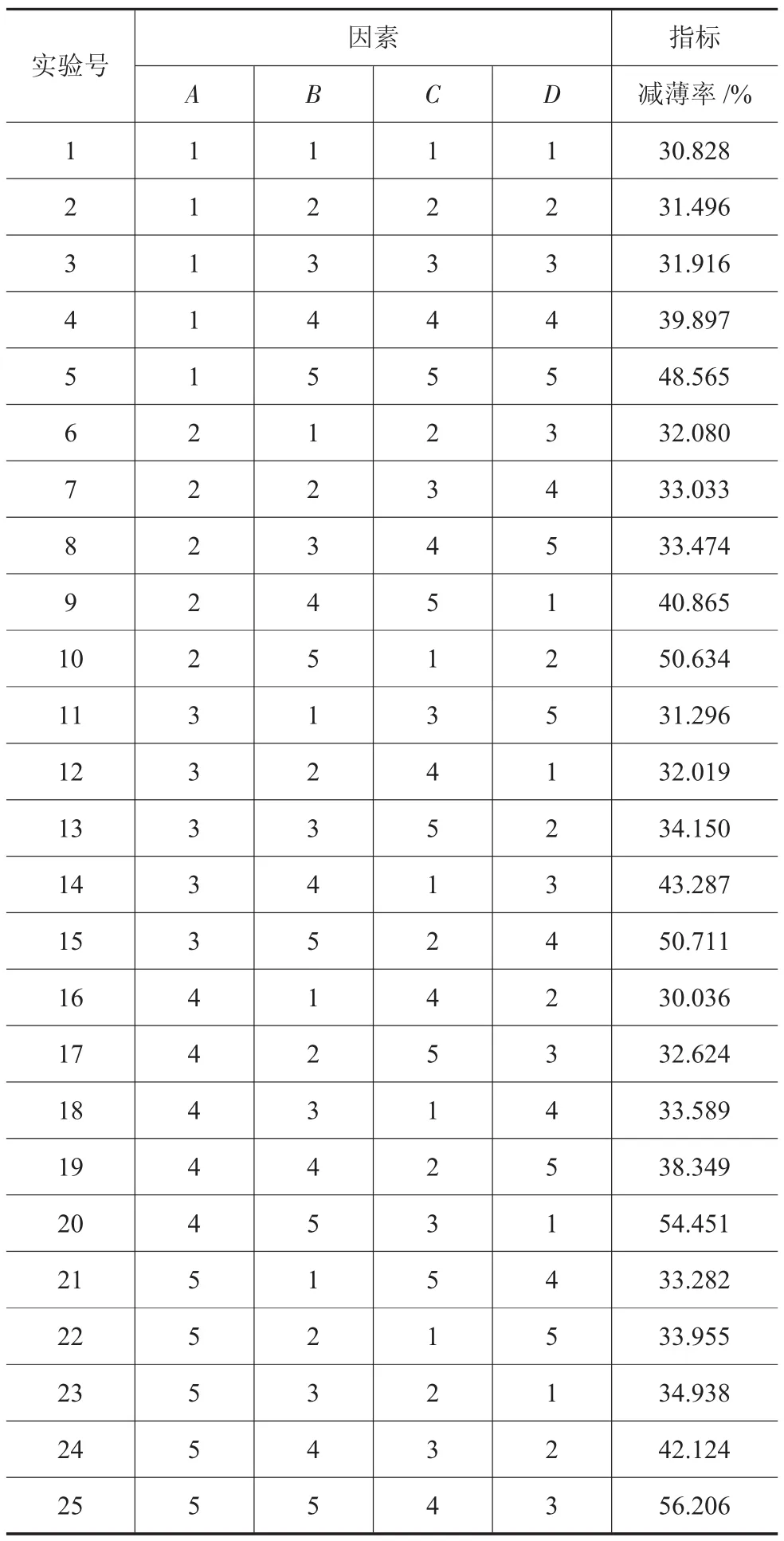
表3 正交試驗(yàn)結(jié)果
2.3 GS理論分析
GS理論也稱為灰色系統(tǒng)理論。其中灰色關(guān)聯(lián)度的概念是確定兩個(gè)因素在系統(tǒng)中的關(guān)聯(lián)性程度的量度。系統(tǒng)中的各因素對目標(biāo)的影響程度,通過關(guān)聯(lián)度的大小直接反映出來。
近些年來,將灰色關(guān)聯(lián)分析理論和金屬板料成形結(jié)合的研究受到了越來越多的重視。主要優(yōu)勢是能解決金屬板料的成形參數(shù)與成形目標(biāo)之間的高度非線性關(guān)系[7]。在對金屬板料成形進(jìn)行多參數(shù)優(yōu)化時(shí),不同成形參數(shù)對不同的優(yōu)化目標(biāo)會產(chǎn)生不同程度的影響,成形參數(shù)的量綱和數(shù)量級也不盡相同,優(yōu)化目標(biāo)相互之間可能存在排斥[8]。因此,為滿足特定目標(biāo)(減薄率、回彈、起皺和增厚率等)優(yōu)化的要求,必須考慮到多種因素。研究表明,板料沖壓成形中運(yùn)用灰色關(guān)聯(lián)分析方法可以極大降低缺陷產(chǎn)生率。通過對參數(shù)進(jìn)行篩選,縮短了設(shè)計(jì)周期,對板料后期的優(yōu)化提供了數(shù)據(jù)支持[9]。本文以摩擦因數(shù)、沖壓速度、壓邊力,模具間隙四個(gè)因素通過灰色關(guān)聯(lián)理論來進(jìn)行分析,并確定它們對于減薄率的相對影響程度。
利用灰色理論分析時(shí),由于各個(gè)因素的數(shù)量級和綱量不同,因此需要先將各因素進(jìn)行無綱量化。無綱量法一般有極值化方法、標(biāo)準(zhǔn)化方法、均值化方法和標(biāo)準(zhǔn)差化方法。本文的無綱量化是通過均值法,這樣不僅能消除量綱和數(shù)量級的影響,還使各變量取值差異程度得到保留。無綱量化以后,通過灰色理論來分析上述的四個(gè)因素對減薄率的影響程度。
首先設(shè)數(shù)列:
s=[s(1),s(2),…,s(n)];然后進(jìn)行均值無綱量化,

取參考數(shù)列s0={s0(k)|k=1,2,…,n},其中k表示時(shí)刻。設(shè)有w個(gè)比較數(shù)列si={si(k)|k=1,2,…,n},i= 1,2,…,w,就稱

為在k時(shí)刻,比較數(shù)列si相對于參考數(shù)列s0的關(guān)聯(lián)系數(shù),ρ稱為分辨率,一般取值為0.5。上式中的min min|s0(t)-sv(t)|、maxmax|s0(t)-sv(t)|分別稱為兩級的最小差和最大差。
ξi也稱為關(guān)聯(lián)系數(shù),表示的是在某一個(gè)時(shí)刻,比較數(shù)列相對于參考數(shù)列的關(guān)聯(lián)程度。但是每一個(gè)時(shí)刻都有一個(gè)相對應(yīng)的關(guān)聯(lián)數(shù),得到的數(shù)據(jù)就會顯得分散,不宜比較。所以求出關(guān)聯(lián)度的平均值,作為比較數(shù)列與參考數(shù)列間關(guān)聯(lián)程度的數(shù)量表示,關(guān)聯(lián)度ri公式如下:

通過上述公式,可以得出的結(jié)論是求出的關(guān)聯(lián)度越大,表明比較數(shù)列與參考數(shù)列越接近。因此,關(guān)聯(lián)度大小也能說明比較數(shù)列對參考數(shù)列的相對影響程度[10]。將實(shí)驗(yàn)所得減薄率數(shù)據(jù)為參考數(shù)列,相應(yīng)的實(shí)驗(yàn)數(shù)據(jù)對應(yīng)的水平值作為比較數(shù)列。將上述數(shù)據(jù)帶入公式(1)、(2)、(3)中,可求得四個(gè)因子相對于最大減薄率的關(guān)聯(lián)度。關(guān)聯(lián)程度如表4所示。
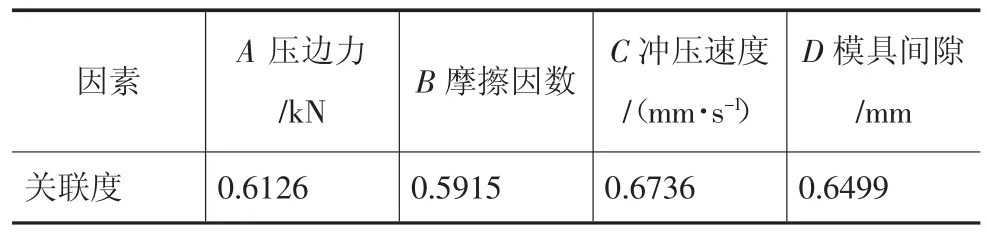
表4 關(guān)聯(lián)程度
由表4可得,對零件減薄率影響較大的兩個(gè)因子分別是沖壓速度和模具間隙。相對來說,壓邊力和摩擦因數(shù)對零件的減薄率的影響較小。由于壓邊力和摩擦因數(shù)對零件的減薄率的影響相對較小,通過正交試驗(yàn)的極差分析可得壓邊力890kN摩擦因數(shù)0.05,能使減薄率最小。
2.4 響應(yīng)面法尋優(yōu)
首先借助Design-expert軟件,通過中心復(fù)合設(shè)計(jì)(CCD),得到的實(shí)驗(yàn)數(shù)據(jù)如表5所示。

表5 CCD實(shí)驗(yàn)設(shè)計(jì)
將實(shí)驗(yàn)數(shù)據(jù)輸入Design-Expert軟件中進(jìn)行響應(yīng)面分析得到在沖壓速度和模具間隙相互作用下對減薄率的影響如圖3、圖4所示。
通過響應(yīng)面的尋優(yōu),得到?jīng)_壓速度1490.62mm/s、間隙1.09mm時(shí),板料的減薄率的最優(yōu)解為15.43%。將得到的最優(yōu)解參數(shù)代入Dynaform仿真軟件中進(jìn)行仿真校驗(yàn),得到的減薄率為16.117%。響應(yīng)面法的預(yù)測結(jié)果與輸出結(jié)果誤差為4.26%,說明響應(yīng)面法有較準(zhǔn)確的預(yù)測能力。
由圖5所示,優(yōu)化前的成形圖可知,汽車橫梁件的A處和B處都有拉裂現(xiàn)象產(chǎn)生。而圖6所示,優(yōu)化后的成形圖可看出零件的拉裂現(xiàn)象消失,整體拉深效果較之前有了很大提升。
零件優(yōu)化前的減薄率為32.019%,優(yōu)化后的減薄率為16.117%。減薄率下降了15.902%,優(yōu)化后減薄率低于20%的標(biāo)準(zhǔn),在安全成形范圍內(nèi)。
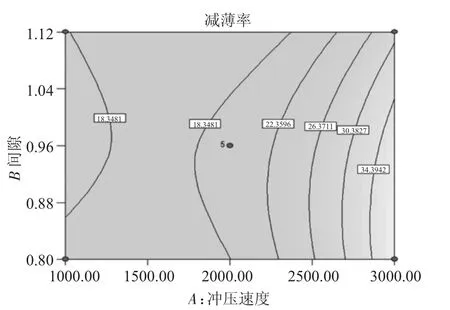
圖3 相對減薄率影響的等值線
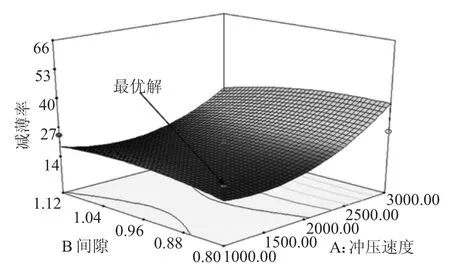
圖4 相對減薄率影響的三維圖
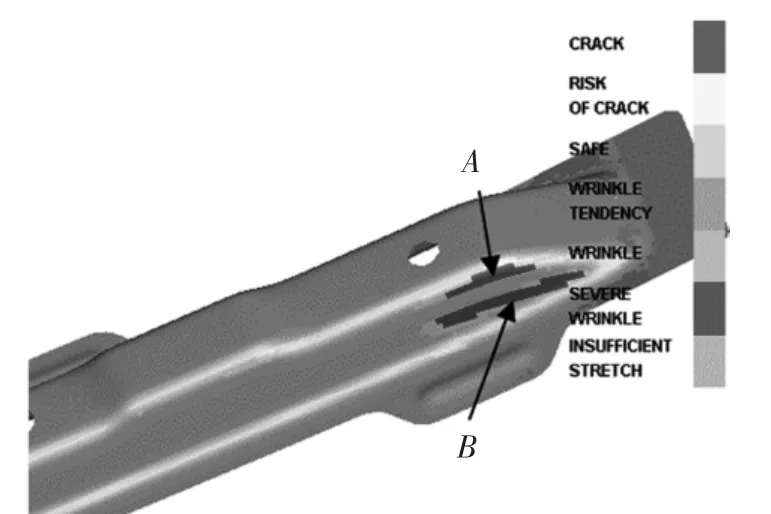
圖5 優(yōu)化前的成形極限圖
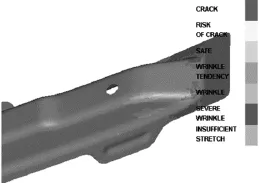
圖6 優(yōu)化前的成形極限圖
3 結(jié)論
(1)將正交試驗(yàn)和GS理論結(jié)合,能夠快速有效地找出對汽車橫梁件拉深成形過程中,對板料的最大減薄率產(chǎn)生主要影響的因素;
(2)在板料成形過程中,用GS理論和響應(yīng)面法結(jié)合,找到汽車橫梁件成形的最佳工藝組合如下:壓邊力890kN、摩擦因數(shù)0.05、沖壓速度1490.62mm/s、模具間隙1.09mm。優(yōu)化后的減薄率比優(yōu)化前的減薄率降低15.902%,并且在安全標(biāo)準(zhǔn)20%以下。表明提出的優(yōu)化方法,對板材沖壓成形的實(shí)際生產(chǎn)具有指導(dǎo)價(jià)值。
[1]徐迎強(qiáng).汽車門檻內(nèi)板零件沖壓數(shù)值模擬及參數(shù)優(yōu)化[J].精密成型工程,2010,2(3):36-40.
[2] 鄭 輝,車 穎.汽車發(fā)動機(jī)罩內(nèi)板沖壓成形分析[J].沖壓,2011:68-70.
[3] 胡星星.板金屬滾壓成型回彈預(yù)測與穩(wěn)健性優(yōu)化設(shè)計(jì)技術(shù)研究[D].杭州:浙江大學(xué),2013.
[4] 閆 蓋,鄭燕萍,張文彥,等.基于正交試驗(yàn)的板料沖壓成形工藝參數(shù)優(yōu)化[J].熱加工工藝,2013,42(17):94-97.
[5]熊文韜,劉泓濱,李華文.基于GS理論和神經(jīng)網(wǎng)絡(luò)遺傳算法函數(shù)尋優(yōu)的板料成形優(yōu)化[J].機(jī)械設(shè)計(jì)與研究,2016,(2):188-122.
[6] 傅 建,趙 俠,李金艷,等.發(fā)動機(jī)罩外板拉深回彈的數(shù)值模擬分析[J].塑性工程學(xué)報(bào),2007,14(5):5-9.
[7]王新寶. 基于改進(jìn)BP神經(jīng)網(wǎng)絡(luò)模型的拉延筋參數(shù)反求優(yōu)化研究[D].成都:西南交通大學(xué),2014.
[8]謝延敏,王新寶,王 智,等.基于灰色理論和GA-BP的拉延筋參數(shù)反求[J].機(jī)械工程學(xué)報(bào),2013,49(4):45.
[9] 王夢寒,王彥麗,楊 海.基于響應(yīng)面法的高強(qiáng)度鋼板熱沖壓成形圓角破裂的工藝參數(shù)化[J].中南大學(xué)學(xué)報(bào)(自然科版),2014,45(12).
[10]劉思峰,蔡 華,楊英杰,等.灰色關(guān)聯(lián)分析模型研究進(jìn)展[J].系統(tǒng)工程理論與實(shí)踐,2013,33(8):2041-2046.
Optimization of sheet metal forming based on response surface methodology and GS theory
SUN Yuangui1,LIU Hongbin1,ZHOU Shuangning2
(1.Faculty of Mechanical and Electrical Engineering,Kunming University of Science and Technology,Kunming 650500,Yunnan China; 2.Tobacco Factory of Kunming,Yunnan Honghe Hongyun Group,Kunming 650022,Yunnan China)
On the basis of GS theory and response surface method,the optimization of process parameters has been conducted to some model of automobile cross beam plate aiming at too big thinning rate during forming process by use of the analysis software of finite element named Dynaform.Firstly,the orthogonal test has been adopted to obtain the thinning rate under certain combination of different parameters.Then the two parameters including punching speed and tool gap have been acquired,which mainly influence the thinning rate by aids of GS theory.Finally,the optimization of process parameters has been searched by taking the design parameters of stamping speed and the mold clearance as the input parameters and the reduction rate as the output parameter by Design-expert software.By comparing the optimization results through the response surface method with those before optimization,the optimized punching parameters improve the sheet metal forming quality for the cross beam.
GS theory;Design-expert software;Response surface method;Parameter optimization
TG386
A
10.16316/j.issn.1672-0121.2017.01.020
1672-0121(2017)01-0080-04
2016-10-15;
2016-12-20
孫元貴(1991-),男,碩士在讀,主攻數(shù)字化設(shè)計(jì)與制造。E-mail:892821515@qq.com
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
當(dāng)代陜西(2022年5期)2022-04-19 12:10:18
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
湘潮(上半月)(2021年4期)2021-07-20 08:05:28
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
汕頭大學(xué)學(xué)報(bào)(自然科學(xué)版)(2020年4期)2020-12-14 07:05:00
學(xué)習(xí)月刊(2015年21期)2015-07-11 01:51:44
