線鏜工藝加工曲軸孔的能力提升及其常見問題淺析
2017-06-07 08:21:47劉洋黃雅韻文濤
裝備制造技術 2017年2期
劉洋,黃雅韻,文濤
線鏜工藝加工曲軸孔的能力提升及其常見問題淺析
劉洋,黃雅韻,文濤
(上汽通用五菱汽車股份有限公司重慶分公司,重慶401133)
曲軸孔是連接缸體和曲軸的重要結構,曲軸孔的加工將直接影響到整個發動機的運行狀態。曲軸孔加工常見方式有懸臂式加工、線鏜工藝加工、專機加工等。本文分析了線鏜工藝加工曲軸孔的優劣,并對其生產中常見的問題做出淺析,希望對使用線膛工藝的廠商有所借鑒。
曲軸孔;鏜刀;加工工藝
曲軸孔加工一般分為三個工序:粗鏜曲軸孔半圓、精鏜曲軸孔、鉸珩曲軸孔。精鏜曲軸孔是為了形成正確的幾何形狀,尤為重要。目前精鏜曲軸孔主要方式有CNC+懸臂式鏜刀、CNC+線鏜刀加工曲軸孔、線膛專機等。某公司的兩個基地分別采用前兩種加工方式精加工曲軸孔,通過對比可以發現懸臂式鏜刀和線鏜刀加工曲軸孔的優劣。
某工廠的B系列發動機對精加工曲軸孔的控制尺寸如表1所示。任意尺寸控制不好都可能造成曲軸安裝困難,回轉力矩異常甚至曲軸抱死。研究缸體曲軸孔加工工藝及設備能力,對發動機的性能有至關重要的作用,對企業選擇加工方式、制定應對措施有一定借鑒作用。
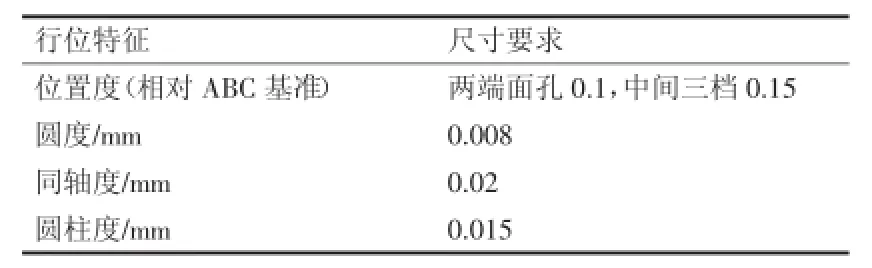
表1 精加工曲軸孔尺寸控制表
1 曲軸孔精鏜現狀簡介及其位置度Cpk對比
1.1 CNC+懸臂式鏜刀加工簡介
某公司總部工廠采用CNC+懸臂式組合鏜刀加工曲軸孔。如圖1、圖2所示,T22155加工#955、#954兩檔曲軸孔,為保證各檔曲軸孔之間有較高的同軸度,T22156須和T22155同方向進刀加工#953、#952、#951三檔曲軸孔。在加工過程中,T22155先加工出兩檔曲軸孔。T22156沿著T22155鏜刀進刀位置進刀加工,并以前面加工好的前兩檔作為T22156刀體上導向條的支撐孔,通過刀具自定位保證各曲軸孔之間的位置度。這種加工方式柔性高,同一臺CNC可加工多個特征,夾具相對簡單。
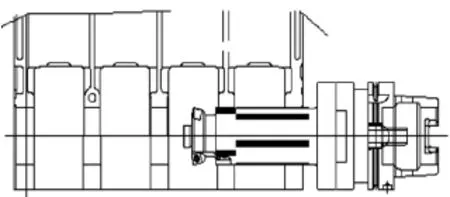
圖1 T22155
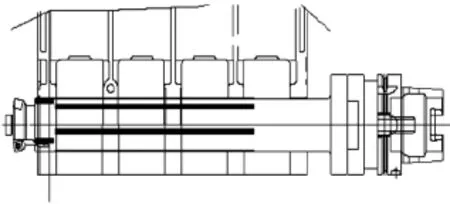
圖2 T22156
1.2 CNC+線鏜刀加工簡介
該公司的新基地采用CNC+線鏜刀的方式加工曲軸孔,這種加工方式所采用的CNC是帶有導套的,即在刀具遠端有一個導套,如圖3所示。導套上有一個鍵,線鏜刀上有一個與之相配合的鍵槽。加工時,線鏜刀先偏心進刀并與導套配合,然后采用退刀“拉鏜”的方式精鏜曲軸孔。加工中,導套和鏜刀一起旋轉并支撐鏜刀刀頭。這種鏜刀的刀片是呈一條直線的,所以也叫這種鏜刀為線鏜刀。這種CNC柔性較高,但是夾具相對復雜,需要頂升和下降機構,以便刀具的偏心進刀。
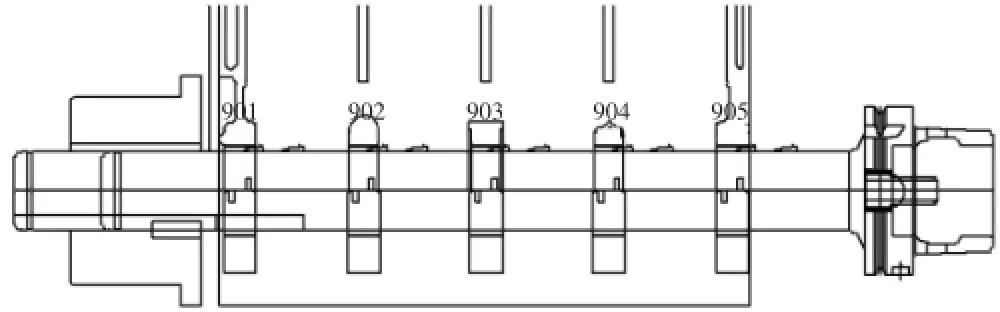
圖3 線鏜刀
1.3 線鏜專機加工簡介
專機加工曲軸孔是雙導套加工,即在刀的兩端均有導套(如圖4)。通過兩個導套調節軸線位置,專機不能像CNC那樣人工推拉,需采用自動上下料機構;并且專機只能加工曲軸孔,不能像CNC加工其他的特征。
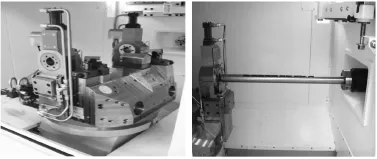
圖4 線膛專機
曲軸孔加工的三種方式各有特點,對比如表2所列。
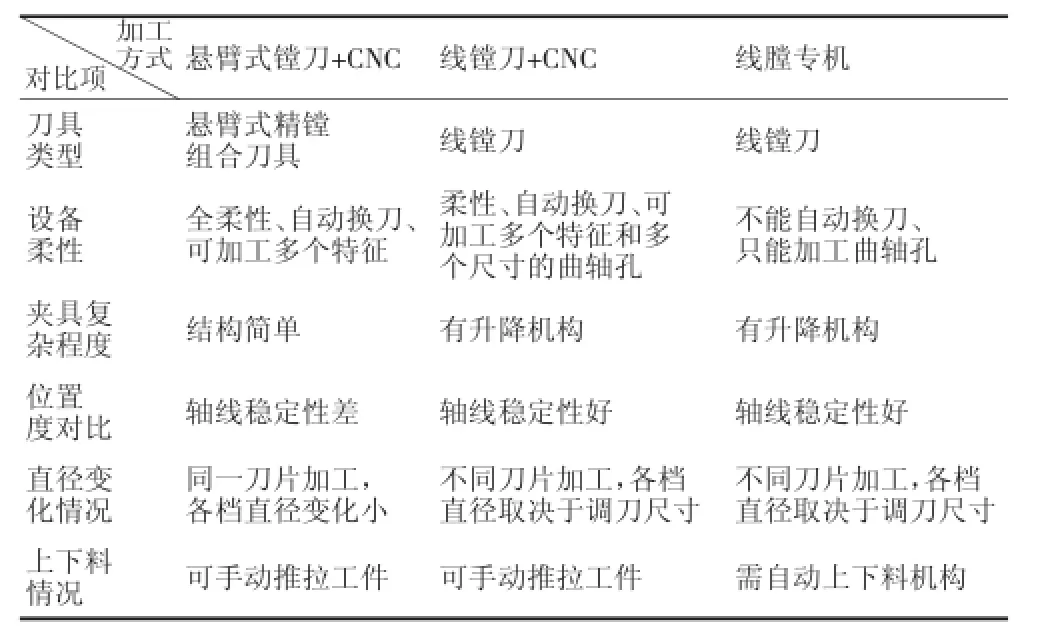
表2 三種加工方式對比表
1.4 曲軸孔位置度Cpk對比
對比兩種加工方式下的曲軸孔位置度Cpk能力如圖5所示。懸臂式的能力值有不達標的情況,而線鏜刀能力值均達到目標值且整體比前者要好,對比刀柄遠端曲軸孔單方向X向的加工情況,如圖6所示,線膛工藝單方向波動在0.015 mm,而懸臂式波動在0.03 mm左右,可見線鏜工藝的加工過程、加工數據由于刀具遠端有軸承導套支撐而變得更加穩定,Cpk數值更加高。
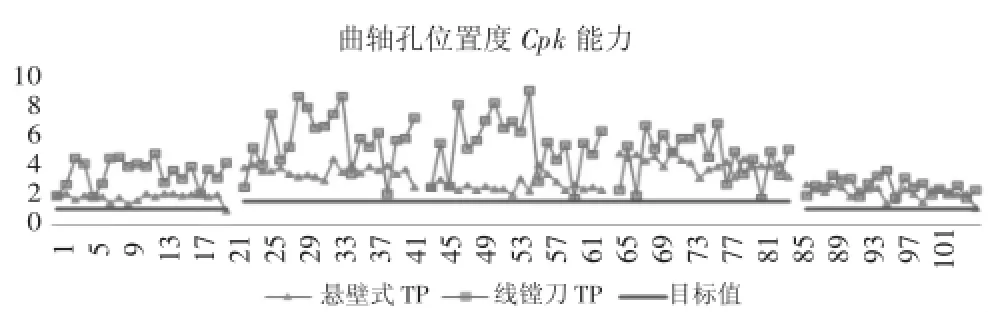
圖5 位置度Cpk能力數據對比
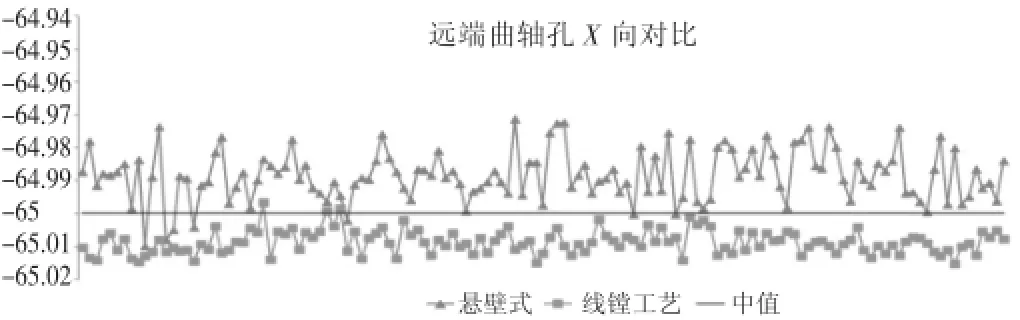
圖6 遠端曲軸孔X向數據對比
1.5 總結
線鏜刀加工曲軸孔的穩定性良好,其曲軸孔位置度的能力比之懸臂式鏜刀要高出不少。這也很好地解決了曲軸孔位置度Cpk能力較差的現狀。
2 線膛工藝加工中常見問題及解決辦法
2.1 線膛工藝常見問題
該公司新基地運用線鏜工藝加工曲軸孔,曲軸孔位置度能力提升明顯;同時,驗收設備過程及正式生產過程中此臺設備也新增了故障模式,線膛工藝的機床夾具如圖7所示,其夾具新增軸承、托盤油缸等是故障的發生點。
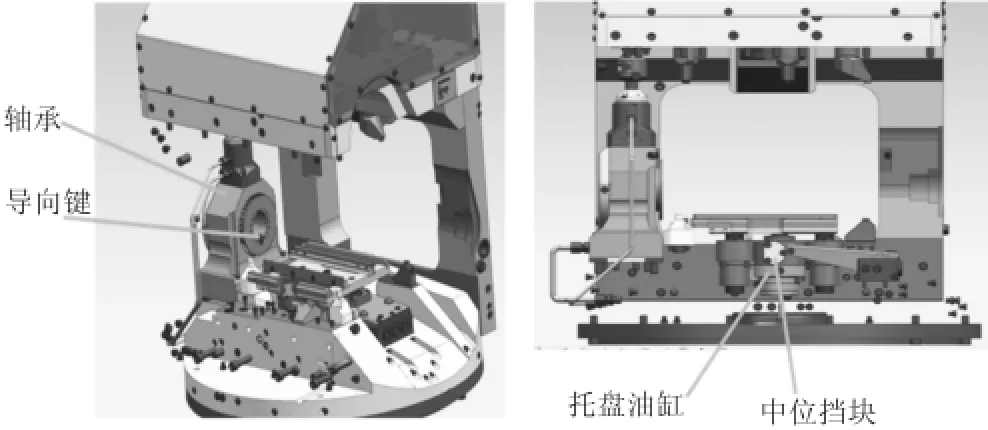
圖7 線膛工藝機床夾具圖
針對問題故障,團隊總結經驗如表3所列,各類故障的處理流程如圖8所示。
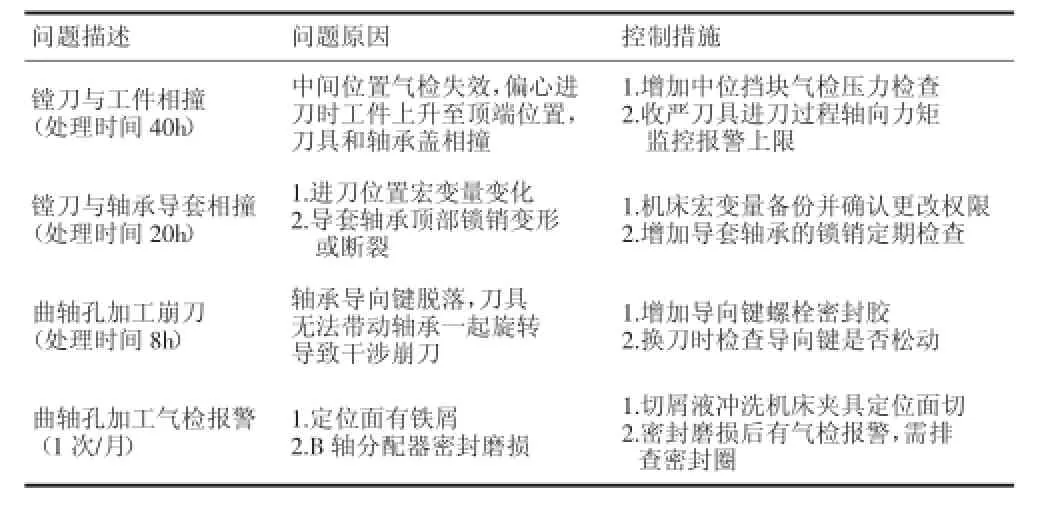
表3 故障分析表
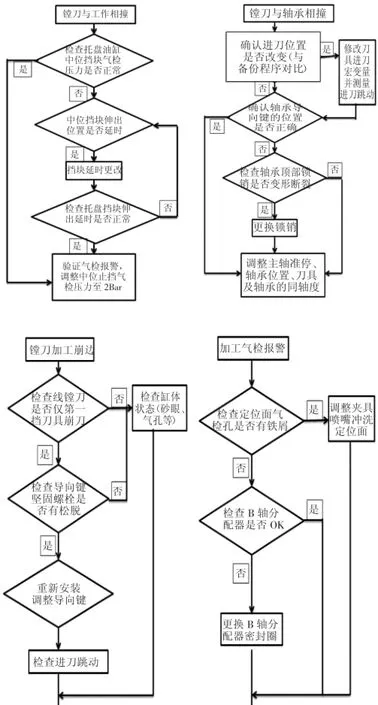
圖8 故障處理流程圖
2.2 總結
線膛加工工藝的故障模式主要與夾具升降機構、偏心進刀等相關聯。每次故障后需要確認刀具的遠端跳動,調整刀具的進刀位置,刀具和軸承導套的配合尺寸等,所以在驗收及正式生產2年時間內,故障時間相對其他CNC較長。
3 結束語
線鏜工藝是一把鏜刀一次進刀加工,線鏜刀加工曲軸孔的位置度與懸臂式加工曲軸孔相比,有了很大的提升。這種提升得益于線鏜刀這種加工方式的三大優點:線鏜刀一刀10個直線分布的刀片、5檔曲軸孔同時加工、遠端有軸承導套支撐鏜刀。軸承導套支撐鏜刀刀頭很大程度上解決了CNC加工曲軸孔的共性問題——刀具懸伸長導致刀具跳動大。這些都使得曲軸孔的加工過程穩定、可控,避免了批量超差的情況,減少了追溯、隔離工作。實踐證明線膛工藝確實能做到這點。
線膛工藝在調整過程中所需的停線等待時間較長,如需調整加工坐標時,只能通過定位銷、定位面的調整來精調,因軸承導套需與刀具配合,若兩者配合異常會導致刀具與導套相撞,本文也對線膛工藝常見故障進行經驗總結匯總。其公司某基地的新項目將采用線膛專機加工曲軸孔,筆者也將一起關注專機加工曲軸孔的相關情況。
[1]高志永,張斌,羅和平,等.發動機缸體曲軸孔加工工藝研究[J].機械工程師,2013(02):19-20.
[2]夏元滿,安源.提升缸體曲軸孔位置度加工能力淺析[J].裝備制造技術,2015(06):117-120.
Line Boring Processing Technology of the Crankshaft Bore Ability to Ascend and Its Common Problem s
LIU Yang,HUANG Ya-yun,WEN Tao
(SAIC GM Wuling Automobile Co.,Ltd.,Chongqing Base,Chongqing 401133,China)
Crankshaft bore is one of the important structure connection block and crankshaft,curved shaft hole machining will directly affect the operation state of the whole engine.crankshaft bore machining common ways are cantilever,line boring technology processing,special processing,etc.In this paper,the line boring processing technology of the crankshaft bore quality and to analyze the common problems in production,hope to use the reference of line boring technology vendors.
crankshaft bore;boring tool;processing technology
TG53
A
1672-545X(2017)02-0181-03
2016-11-28
劉洋(1991-),男,四川綿陽人,助理工程師,本科,研究方向為發動機制造。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
汽車維修與保養(2019年7期)2020-01-06 03:30:42
世界農藥(2019年2期)2019-07-13 05:55:12
汽車維護與修理(2016年10期)2016-07-10 08:17:41
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39