風(fēng)電塔筒的卷制和裝配工藝研究
2017-06-10 23:43:09竇建榮朱軍
科技創(chuàng)新與應(yīng)用 2017年16期
關(guān)鍵詞:工藝
竇建榮+朱軍
摘 要:風(fēng)電塔筒的橢圓度、直線(xiàn)度控制和合理裝配,一直是整個(gè)塔筒建造過(guò)程中的難點(diǎn)和重點(diǎn),相關(guān)的工藝優(yōu)化和控制直接影響整個(gè)產(chǎn)品的品質(zhì)。結(jié)合藍(lán)島海工海上風(fēng)電塔筒實(shí)際加工生產(chǎn),通過(guò)對(duì)相關(guān)的加工和裝配工藝進(jìn)行研究,改進(jìn)風(fēng)電塔筒的裝配工藝和作業(yè)次序,達(dá)到了較好的精度控制效果。
關(guān)鍵詞:風(fēng)電塔筒;卷制;組對(duì);橢圓度;工藝
1 概述
近年來(lái),全球能源和環(huán)境問(wèn)題日益嚴(yán)峻,風(fēng)電行業(yè)進(jìn)入快速發(fā)展時(shí)期。由于海上風(fēng)電能源的能量效益遠(yuǎn)遠(yuǎn)高于陸地風(fēng)電場(chǎng),而且不占用土地,受景觀、噪聲以及電磁波等問(wèn)題的限制較少,所以未來(lái)海上風(fēng)電的發(fā)展必將實(shí)現(xiàn)跨越式發(fā)展。風(fēng)電塔筒做為風(fēng)機(jī)的基礎(chǔ),其重要性不言而喻。在風(fēng)電塔筒的建造過(guò)程中,塔筒的橢圓度、直線(xiàn)度控制一直是塔筒建造的難點(diǎn)。不同的工藝流程,不同的作業(yè)次序,都會(huì)影響建造精度的控制。
2 塔筒的卷制和橢圓度控制
2.1 卷制前的準(zhǔn)備工作
(1)按設(shè)計(jì)圓弧尺寸制作內(nèi)圓弧樣板(必要時(shí),應(yīng)制作外圓弧樣板),除非有另外要求,大小口端圓弧樣板弦長(zhǎng)不得小于600mm。筒節(jié)直徑≥4500mm時(shí),大小口端圓弧樣板弦長(zhǎng)不得小于800mm。
(2)檢查鋼板表面質(zhì)量,并清理異物,特別是切割邊緣的割渣是否清理干凈。
(3)核對(duì)筒節(jié)號(hào)及相關(guān)標(biāo)志,以便于正確選擇圓弧樣板。
(4)鋼板進(jìn)入卷制前必須打磨縱縫對(duì)接坡口及邊緣25mm以
上,以免影響焊接質(zhì)量。
2.2 風(fēng)電塔筒的卷制工藝
(1)上料時(shí)應(yīng)以中輥配合鋼板輸送床進(jìn)行端部對(duì)齊,以防竄角。
(2)將上輥保持在一定的傾斜度上,先預(yù)彎一端頭部約200~30
0mm范圍至要求的圓弧,并用樣板檢查大小口端部,合格后方可進(jìn)行連續(xù)卷制。必要時(shí),在板料上畫(huà)5~7條素線(xiàn)。
(3)卷制過(guò)程中應(yīng)隨時(shí)將剝落的氧化皮清理干凈,并注意觀察成型情況,同時(shí)用相應(yīng)的內(nèi)圓弧樣板隨時(shí)檢查大小口端部的圓弧,局部凹凸應(yīng)符合規(guī)范要求,鋼板卷圓后應(yīng)考慮一定的回彈量;保證同一斷面內(nèi)其最大內(nèi)徑與最小外徑之差不得大于3mm,同一節(jié)錐段最長(zhǎng)與最短母線(xiàn)差不得大于1mm,每一段端口處的外圓周長(zhǎng)允許偏差為±5mm。
(4)經(jīng)過(guò)數(shù)圈的卷制,上輥的逐步加壓,使鋼板成圓合口,合口時(shí)需用電焊每500mm點(diǎn)一個(gè)50~100mm的點(diǎn)焊點(diǎn),為控制變形,利用對(duì)稱(chēng)點(diǎn)焊,縱縫保證在2~3mm間隙,錯(cuò)皮不超過(guò)皮厚的十分之一或3.2mm,二者取最小值,圓管兩端錯(cuò)皮不超過(guò)1.5mm。
(5)圓筒的卷制、定位在卷板機(jī)上一次性完成,對(duì)接錯(cuò)板≯2mm,板縫兩端用至少100mm長(zhǎng)同材質(zhì)同等厚度的鋼板作為引熄弧板固定,中間部分用有過(guò)焊孔的同材質(zhì)馬板固定,馬板長(zhǎng)度為母材厚度的10倍。
(6)圓筒焊接完成后,圓度必須再次檢測(cè),特別要注意焊接周?chē)鷪A筒的外部。檢測(cè)方法:一是用鐵皮樣板檢測(cè)局部橢圓,并用石筆畫(huà)好位置;二是用盒尺測(cè)量管材的圓度,以管材周長(zhǎng)的四分之一或八分之一管段為基準(zhǔn)進(jìn)行測(cè)量,把量好的尺寸寫(xiě)在鋼管上。三是制作與圓筒同徑的內(nèi)外樣板各一個(gè),樣板寬度200mm左右,長(zhǎng)度根據(jù)管徑大小決定。樣板與縱縫坡口邊緣間隙由管徑確定,管徑400mm~700mm,間隙為0~2mm;管徑700mm~1000mm,間隙為1~3mm;管徑1000mm以上,間隙為2~4mm。對(duì)于壓制沒(méi)有達(dá)到要求的應(yīng)調(diào)整胎模再壓制直到滿(mǎn)足要求為止。
(7)凡卷制大直徑的筒節(jié)時(shí)必須使用吊車(chē)或卷板機(jī)的輔助架配合,以避免由于鋼板的自重使已卷制好的工件變形,但應(yīng)注意吊車(chē)或輔助裝置不能提升過(guò)高而導(dǎo)致已成型的圓弧段產(chǎn)生永久變形。
(8)帶預(yù)彎頭的筒節(jié),二次切割時(shí)要求尺寸準(zhǔn)確,厚度方向的切割面應(yīng)與鋼板表面垂直。
2.3 二次校圓方法和工藝要求
(1)縱縫焊接完成后,NDT前進(jìn)行二次校圓,校圓前引弧板應(yīng)已卸下。引弧板采用氣刨切除禁止用錘敲,并保證不損傷該部位的焊接坡口和缺肉。
(2)二次校圓采用三輥卷板機(jī),校圓后筒節(jié)圓弧應(yīng)自然過(guò)渡并均勻平滑,特別是縱縫處的局部凹凸度(棱角)應(yīng)符合下列要求(設(shè)計(jì)規(guī)范有額外要求時(shí)按設(shè)計(jì)規(guī)范):E值應(yīng)≤(0.1t+1)mm(見(jiàn)圖2)。
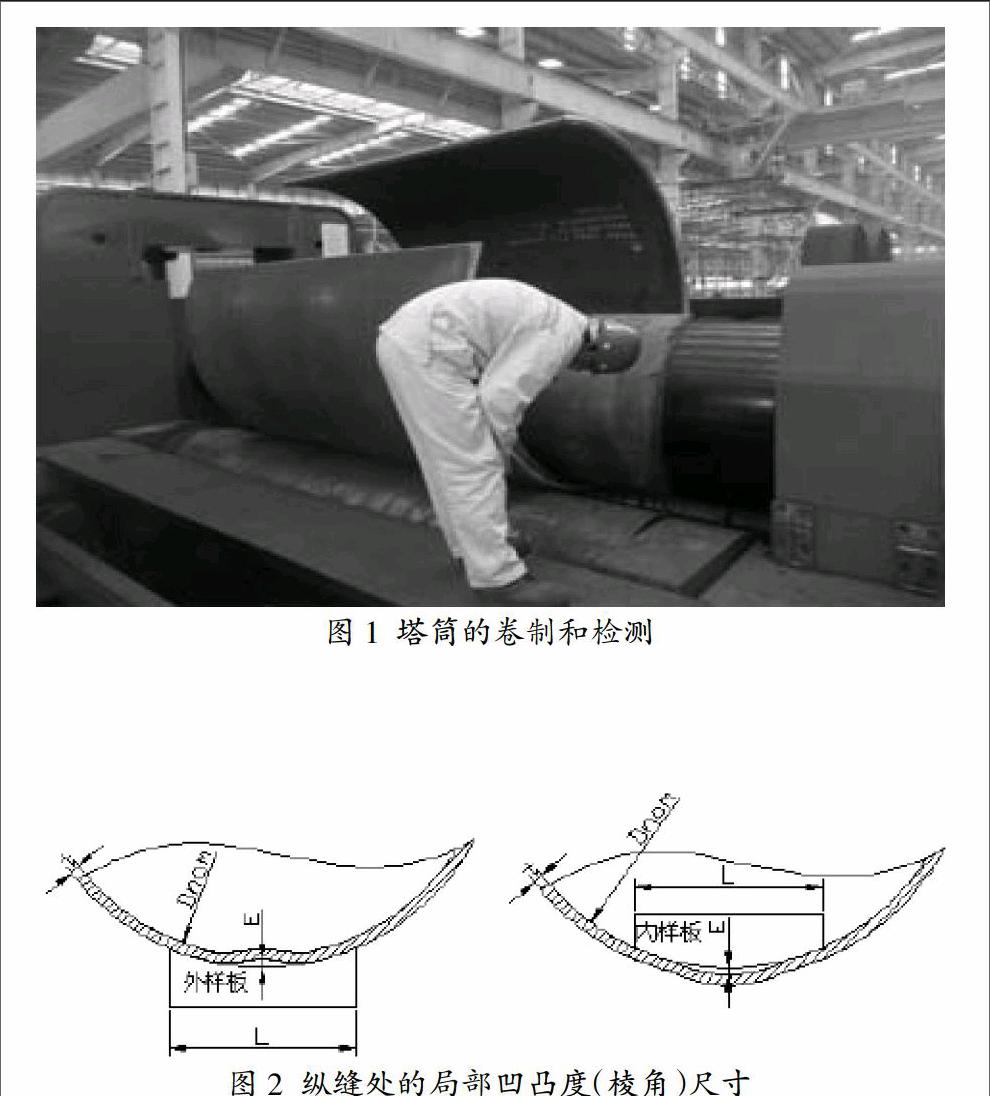
(3)與法蘭連接的筒節(jié)橢圓度要求:按圖3進(jìn)行四次直徑的測(cè)量(φ1至φ4),其四次測(cè)量的直徑差最大應(yīng)≤25mm,如果筒節(jié)直徑≤2800mm時(shí),其四次測(cè)量的直徑差最大應(yīng)≤20mm。由于頂段上法蘭平面度要求高,故頂段上法蘭側(cè)的第二筒節(jié)也應(yīng)控制圓弧的局部變形和橢圓度。
2.4 筒節(jié)橢圓度的測(cè)量
(1)測(cè)量橢圓度一般使用激光測(cè)距儀。
(2)橢圓度測(cè)量應(yīng)在45度方向測(cè)量,首次測(cè)量縱縫在45度斜下方測(cè)量,然后旋轉(zhuǎn)45度再次測(cè)量另兩個(gè)尺寸,并將測(cè)量值使用石筆填寫(xiě)在塔節(jié)內(nèi)側(cè),法蘭橢圓度公差一般為±2mm,當(dāng)加工圖紙或規(guī)范有特別要求時(shí),以要求作為優(yōu)先級(jí)滿(mǎn)足。
3 塔筒的組對(duì)工藝要求
3.1 測(cè)量將組對(duì)的兩塔節(jié)的外周長(zhǎng),計(jì)算整體均勻分布后的錯(cuò)邊量,見(jiàn)圖4:
(1)如果客戶(hù)要求組對(duì)以外側(cè)對(duì)齊為原則,T2:相鄰塔節(jié)下塔節(jié)板厚,T1:上塔節(jié),外周長(zhǎng)(C)差控制在表1中給出:
(2)如果組對(duì)以中間對(duì)齊為原則,則應(yīng)考慮板厚差,計(jì)算錯(cuò)邊量時(shí)將加上板厚差值,控制在表2中給出。
(3)其它情況下,則以客戶(hù)最大允許錯(cuò)邊值進(jìn)行計(jì)算,如有些風(fēng)機(jī)客戶(hù)規(guī)范規(guī)定錯(cuò)邊不超過(guò)相鄰較薄板厚的10%,最大允許錯(cuò)邊值為3mm。
3.2 起始點(diǎn)選擇與定位
(1)相鄰兩節(jié)塔節(jié)的縱縫需錯(cuò)開(kāi)180°。
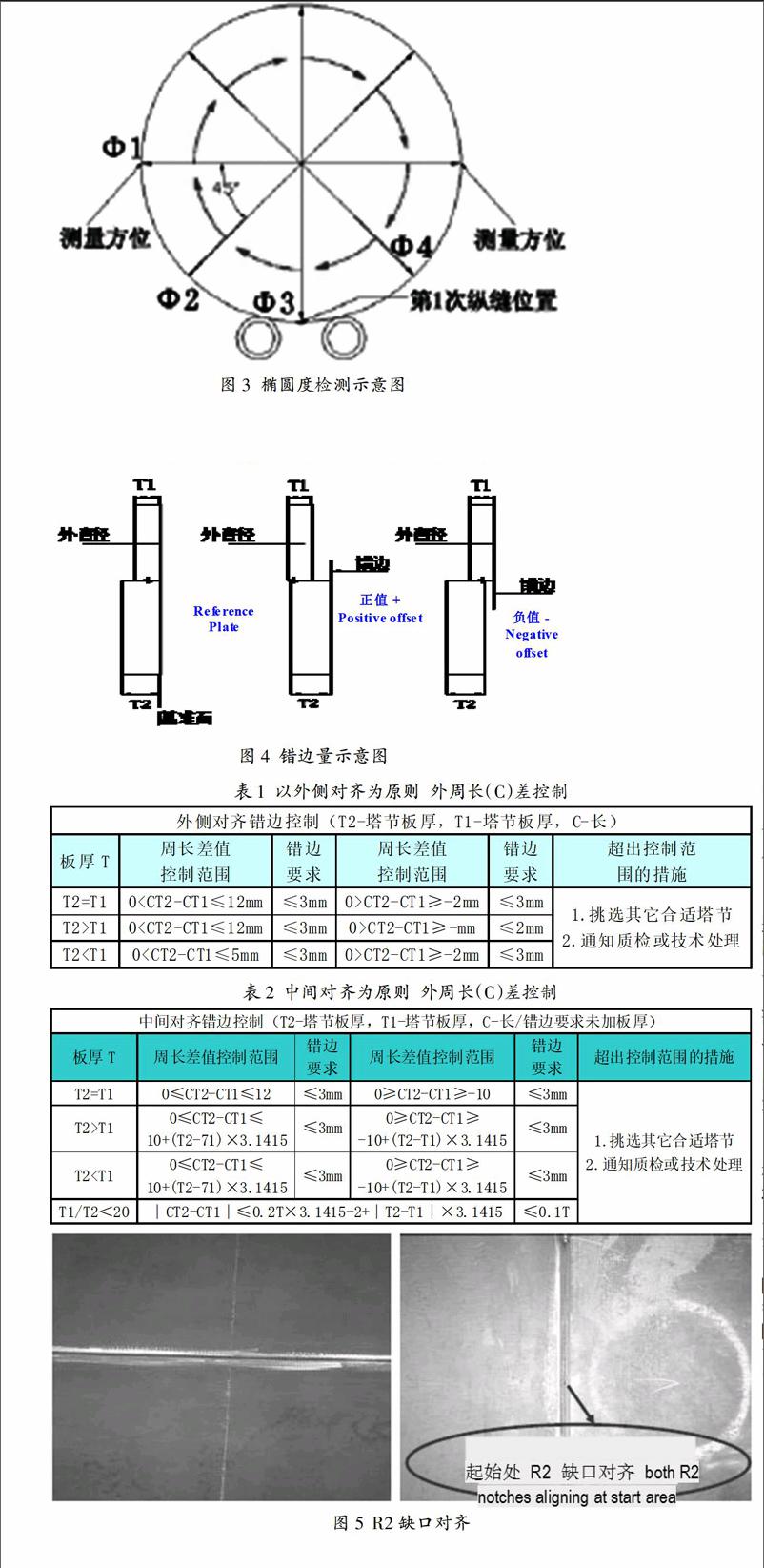
(2)鋼板邊緣R2切割缺口最先對(duì)齊,坡口間距最大不超過(guò)
3mm,觀察各角度白色粉線(xiàn)基本對(duì)齊(見(jiàn)圖5)。
3.3 裝配錯(cuò)邊調(diào)節(jié)控制
(1)按照計(jì)算的錯(cuò)邊量開(kāi)始塔節(jié)‐塔節(jié)裝配,開(kāi)始約1/3周長(zhǎng)應(yīng)該略微放大0.2~0.5mm錯(cuò)邊量(在不超錯(cuò)邊要求時(shí))。
(2)大于20mm厚的板組對(duì)時(shí)若遇到塔節(jié)500mm范圍內(nèi)的圓
度不圓(樣板檢查存在4mm間隙)時(shí)如局部的直邊或卷圓過(guò)度現(xiàn)象時(shí),可以使用內(nèi)外側(cè)同時(shí)錯(cuò)邊來(lái)避免錯(cuò)邊量超差。
(3)裝配過(guò)程對(duì)起始位置、丁字縫、距離丁字縫起每隔30度劃一橫線(xiàn),焊縫一側(cè)長(zhǎng)度距離坡口邊緣至少200mm,使用石筆在橫線(xiàn)的末端記錄測(cè)量后的錯(cuò)邊值,并按順序標(biāo)號(hào)①、②、③,錯(cuò)邊值記錄不少于12點(diǎn)。
(4)所有錯(cuò)邊值必須帶上正負(fù)號(hào)。
3.4 裝配對(duì)齊調(diào)節(jié)方法
(1)間隙或錯(cuò)邊調(diào)節(jié)通過(guò)組對(duì)機(jī)調(diào)節(jié)塔節(jié)的上下來(lái)實(shí)現(xiàn),詳見(jiàn)每個(gè)項(xiàng)目組對(duì)機(jī)工藝。
(2)當(dāng)局部的錯(cuò)邊無(wú)法通過(guò)上述組對(duì)機(jī)調(diào)節(jié)時(shí),則使用組對(duì)工裝調(diào)整,工裝的點(diǎn)焊位置僅靠坡口邊緣,弧焊時(shí)能夠覆蓋點(diǎn)焊位置。
3.5 塔節(jié)間裝配要求
(1)塔節(jié)間裝配順序及裝配方法,裝配時(shí)通過(guò)調(diào)節(jié)組對(duì)機(jī)4個(gè)滾輪相對(duì)位置來(lái)調(diào)節(jié)間隙和錯(cuò)邊量,具體需要參照每個(gè)項(xiàng)目的組對(duì)機(jī)工藝。
(2)最后的塔節(jié)裝上之前,需用30m卷尺測(cè)量已裝配部分的四個(gè)方向(0點(diǎn)、3點(diǎn)、6點(diǎn)、9點(diǎn))的總長(zhǎng),并將測(cè)量值寫(xiě)在塔節(jié)內(nèi)的四個(gè)方向處,根據(jù)此總長(zhǎng)差值來(lái)調(diào)節(jié)最后的裝配接縫間隙,總裝塔段四個(gè)方向總長(zhǎng)差值一般小于3mm,當(dāng)與圖紙沖突時(shí)則以圖紙要求執(zhí)行。
4 結(jié)束語(yǔ)
通過(guò)不斷研究和優(yōu)化相關(guān)的加工工藝和檢測(cè)手段,并積極采用動(dòng)態(tài)的質(zhì)量控制措施,將加工過(guò)程中各類(lèi)影響因素對(duì)質(zhì)量的影響降至最低,有效確保風(fēng)電塔筒的建造質(zhì)量,達(dá)到全過(guò)程、全方位、全員參與的質(zhì)量管理目標(biāo)。
參考文獻(xiàn)
[1]朱少輝.風(fēng)電機(jī)組塔筒設(shè)計(jì)和優(yōu)化[J].機(jī)械工程與自動(dòng)化,2016(6):115-117.
[2]薛端陽(yáng).風(fēng)力發(fā)電機(jī)塔筒制造的過(guò)程控制方案[J].沈陽(yáng)大學(xué)學(xué)報(bào)(自然科學(xué)版),2013,25
(6):481-484.
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52