端面深孔及偏心斜孔的加工方法研究
2017-06-10 11:24:41劉揚戰開明李寶生楊柳
科技創新與應用 2017年16期
劉揚++戰開明++李寶生++楊柳
摘 要:深孔加工一直是機械加工中的瓶頸點,文章探索研究了零件端面深孔及偏心斜深孔的加工方法,嘗試采用立式加工中心及坐標鏜床來實現偏心斜孔及深孔的加工,為行業內深孔加工技術奠定了基礎。
關鍵詞:深孔;斜孔;加工方法
引言
零件為研制產品,無專用工裝,加工過程中通過自制小工裝、組合工裝來完成。此外,嘗試采用立式加工中心及坐標鏜床來實現偏心斜孔及深孔的加工。
1 零件介紹
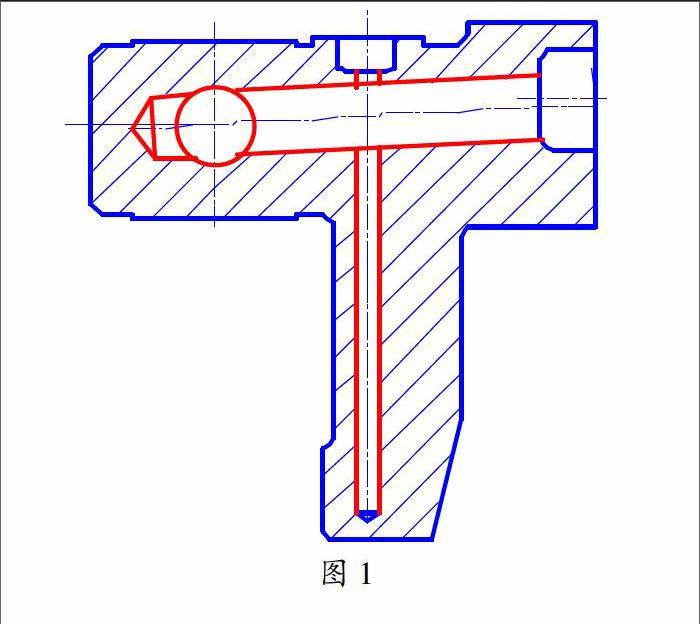
零件為鑄件,其主要結構為:一側為法蘭面及直徑Φ5的偏心斜深孔,一側是直徑為Φ2的深30.9mm的深孔,其理論壁厚值為1mm,第三側面為Φ6的通孔,且圖紙要求3個側面孔的中心線同一空間徑向平面上位置偏差不大于0.3。
2 工藝性分析
目前尚無加工細長孔的專用工裝及設備,鉆深孔時,因鉆頭細長、強度低、剛性差、易變形,為了達到一定的加工精度,就必須增加加工次數,若鉆頭剛度不足,進給速度快,鉆孔容易產生引偏,使被加工孔的中心發生偏斜,此外由于切削情況看不清,測量和控制尺寸、冷卻和排屑都比較困難,這給加工帶來了極大的困難。
3 試驗加工
3.1 確定加工方案
考慮到裝配要求,結合設計基準,此零件的加工基準我們選擇了法蘭面端。首先從法蘭端入手,為保證后續各方向孔及尺寸精度要求,端面及端面孔采用一次加工,設備選用立式加工中心。夾具設計上首次的方案是以另一側端面為基準,夾緊方形平面。
3.2 加工試驗
試加工首件時零件發生偏移,法蘭孔中心距及零件總長均超差,通過研究發現因裝夾面為毛料面,平面間平行度差,夾緊受力時導致零件隨之傾斜。根據出現的狀況,在夾具上進行了一些改進,側面方面增加輔助支撐及角向限制,此外,切削進給量由原來的0.2mm調整為0.1mm,確保了基準面及基準孔的精度。此零件加工中的重點兼難點是之后的兩個深孔的加工。
所謂深孔是指孔深與孔徑之比大于5的孔。我們所要加工的孔是深徑比約15倍的,并且帶有傾斜角度的,加工中鉆頭與孔壁有較長的接觸與摩擦,切削條件差;切削液難于送到切削區;鉆削抗力劇增,易造成鉆頭偏離和鉆頭折斷等現象。
影響深孔加工的因素很多,其中加工方法,加工設備及加工參數,排屑問題是幾大關鍵因素。
加工方法及設備的確定:
孔的加工方法常用的有車床上鉆孔、鉆床鉆孔及電火花打孔。車床及鉆床加工深孔,往往出現鉆頭顫動和磨損較快的現象,小鉆頭又容易折斷。電火花打孔表面粗糙度差,且加工深孔時常出現孔徑帶錐度及孔偏現象。基于這樣,我們嘗試采用立式加工及坐標鏜床來完成深孔及斜孔的鉆削。
首先利用立式加工中心的優勢,通過數控程序準確找到孔的中心位置,以保證設計尺寸要求,并用鉆頭打約5mm深中心孔。用此辦法同樣能找到偏心孔的位置。接下來再用坐標鏜床繼續加工。
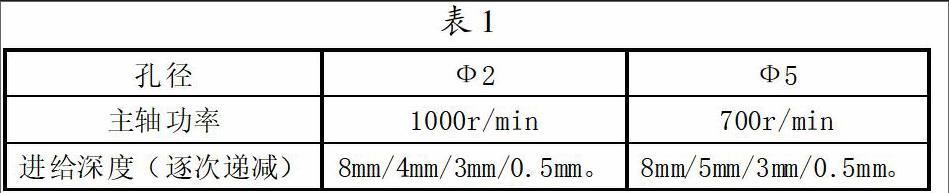
3.3 參數的確定
在使用坐標鏜床過程中,我們采用手工進給,以消除由于材質和組織的不均勻性引起的鉆頭折斷,經過摸索確定了基本參數,如表1所示。
排屑問題:
由于孔徑過小切削情況看不清,加之孔較深,排屑比較困難。因采用的是多次鉆削,那么每次退出時把鉆桿上的鐵屑清理干凈,再用壓縮空氣吹內孔,這樣孔內的鐵屑可以排除干凈。
利用以上加工方法及參數,零件的深孔直徑及偏心位置均得到了很好的保證。
4 結束語
此次零件的加工,利用立式加工中心和坐標鏜床設備,自制小工裝4套,組合工裝4套,經過6個零件的試驗加工,摸索出了比較穩定的加工參數,孔徑尺寸、孔深度、孔的位置度均滿足設計圖樣要求,為今后此類零件的加工方法奠定了基礎。
參考文獻
[1]魏鑒梅.結構件制造技術[M].科學出版社,2002,10.
[2]劉杰華,任昭蓉.金屬切削與刀具實用技術[M].國防工業出版社,2006.