鋰電池極耳超聲波焊接穩定性影響因素分析
2017-06-15 15:07:01郭扭徐志強鄭治華張世強楊馳
河南科技 2017年7期
關鍵詞:一致性
郭扭 徐志強 鄭治華 張世強 楊馳
(中航鋰電(洛陽)有限公司,河南洛陽 471000)
鋰電池極耳超聲波焊接穩定性影響因素分析
郭扭 徐志強 鄭治華 張世強 楊馳
(中航鋰電(洛陽)有限公司,河南洛陽 471000)
目前超聲波焊接在鋰電池行業應用廣泛,是鋰電池極耳連接的主要工藝方法,通過分析影響超聲波焊接穩定性的基本因素,并提出提升焊接穩定性的方法,來保障超聲波焊接的一致性。
鋰電池;極耳;超聲波焊接;穩定性
超聲波金屬焊接作為一種優質、高效、低耗、清潔的固相連接方式,目前在鋰電池生產行業應用廣泛,是目前鋰電池極耳連接的主要工藝方法。但超聲波焊在實際生產應用過程中,極易出現焊接不穩定現象,導致焊接質量一致性難以保障。所以,有必要找出影響超聲波焊接穩定性的基本因素,通過因素分析制定優化提升措施,進一步提高超聲波焊接穩定性和一致性。
1 超聲波焊接基本原理
超聲波金屬焊接技術是利用超聲波產生的機械振動能量,在壓力作用下,焊頭通過高頻振動將能量傳遞到被焊工件界面之間,使工件界面間產生高頻摩擦,轉變為工件界面間的摩擦功、形變能及溫升,從而破壞工件表面氧化層并使被焊工件界面產生塑性變形,從而產生純凈金屬貼合、原子擴散,最終實現金屬工件的固相連接(見圖1)[1]。
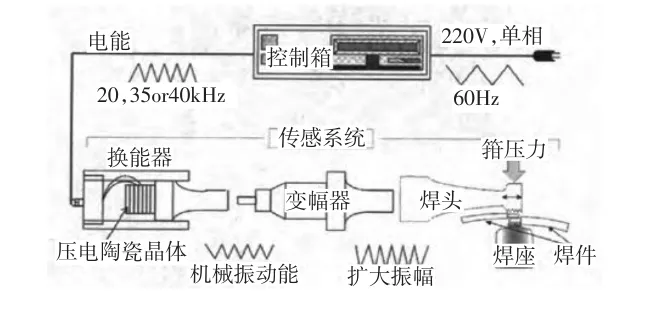
圖1 超聲波焊接基本原理圖
超聲波焊接原理對應的公式如下:

式(1)中,μ為摩擦系數;S為焊點面積;F為靜壓力;A為振幅,f為振動頻率。
焊接過程中,被焊工件界面產生的熱量Q為:

實際焊接過程中,摩擦系數μ、焊接壓力F、焊接振幅A、焊接時間t這些參數共同作用,決定了超聲波金屬焊接產生的熱量Q,對接頭焊接質量都有重要作用。然而,焊機傳遞給工件的功率也受到焊機額定功率的限制,所以焊機的額定功率P對焊接也有重要作用。超聲波焊接能量傳遞如圖2所示。
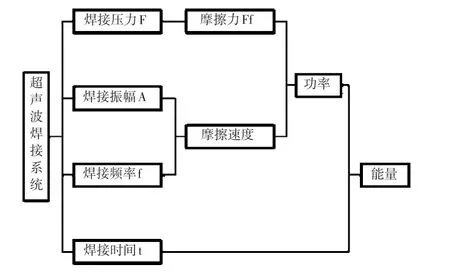
圖2 超聲波焊接能量傳遞流程圖
2 影響超聲波焊接穩定性的主要因素
2.1 超聲波焊接設備穩定性
極耳超聲波焊接過程中,設備本身的不穩定性將直接導致焊接本身較大的差異化。公司內部使用的焊接設備由A、B 2個公司提供,其中在焊接過程中輸出功率如圖3所示。
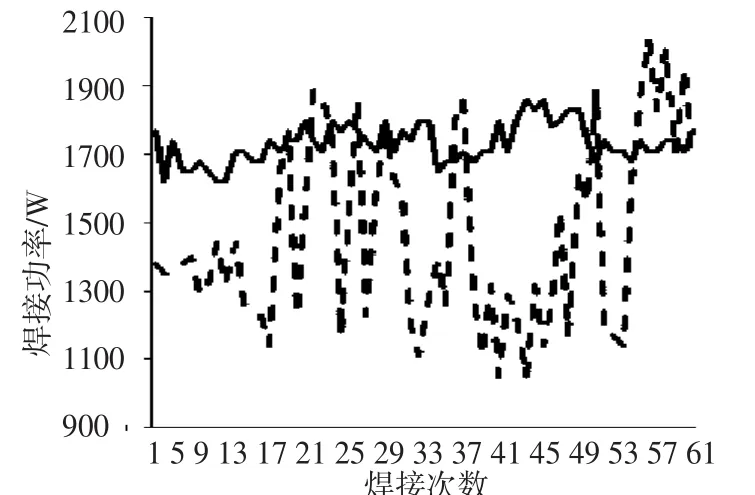
圖3 超聲波焊接輸出功率圖
通過對比可知,A公司的輸出功率波動較大,易導致焊接過程中拉力測試不合格,并出現虛焊問題。所以,在極耳焊接的關鍵工序要采用穩定的設備。同時,加強焊接機三聯組檢測和測試,通過制定焊接機三聯組每班巡檢制度,根據檢查效果判斷焊接機的當前狀態是否正常,三聯組的匹配性是否良好;并定期保養。
2.2 焊接氣源的穩定性
在超聲波焊接過程中,焊接氣源壓力波動較大,導致焊接壓力不穩定。因為焊接機與自動化設備集成在一起,焊接設備的氣源與自動化設備上面的各種氣缸的氣源共用。所以,為保障焊接機氣源的穩定性,需將焊接設備的氣源與自動化設備的氣源分開,單獨為焊接設備提供氣源。
2.3 焊頭、底模齒牙的磨損
隨著焊接次數的增加,焊頭和底座的齒牙會出現不同程度的磨損,如圖4所示。當齒牙磨損較為嚴重時,焊接能量、功率輸出不穩,導致焊接拉力過程監控不符合工藝要求。此時只能調節焊接工藝參數,使得輸出增大,以滿足焊接拉力強度的要求,但如此調節也只能短期維持生產,但長期還會出現焊接連接拉力不合格的隱患。
根據焊接鋰電池極耳連接片的厚度、極耳的層數和現場生產情況,可以將焊頭和底座的使用周期分別進行上限限制,當超上限時進行更換和修磨,保障焊接質量,避免出現疑似焊接異常品。并增加焊接拉力檢測頻次,以較好地保證焊接的穩定性和一致性。
同時隨著生產繼續,焊頭的平整度和間隙也會出現微調整,對焊頭、底模的間隙和焊頭的平整度進行周期性檢測,以確保間隙和焊頭的平整度滿足生產要求。
2.4 焊頭和底模的齒牙外形和尺寸
焊頭和底模齒牙的大小設計對焊接的穩定性影響比較大。在設計前,焊頭底模齒牙配比,要做好充分的試驗和準備工作,根據焊接介質的層數、厚度、焊印面積要求等設計焊頭和底模齒牙外形和尺寸。
焊頭形貌設計對提高焊接接頭質量非常重要,焊頭需要有足夠的齒深,以嵌入被焊工件并提供給工件振動所需的剪切力。但焊頭的齒深不易過大,以減小焊頭對接頭的破壞作用。設計適宜的焊頭齒深,能夠改善焊接窗口。

圖4 焊頭齒牙已嚴重磨損
2.5 焊接工裝夾具
如果焊接工裝夾具不能固定好電芯和極耳軟連接端,電芯定位精度低,則焊接比較隨意,會常常出現焊點偏移、焊裂、焊斷等異常現象,直接影響焊接產品的良品率,導致電池性能的一致性較差。
可以通過對焊接工裝夾具進行設計進而提高產品焊接的穩定性和一致性,為生產的穩定性提供保障。
2.6 箔材來料表面質量
極耳箔材在經過涂布、輥切、分條、轉運和疊片時,極耳表面帶料、表面油污或其他異物影響焊接效果,導致焊接不穩定。
電芯前工序生產過程中,需保障極耳表面清潔,故在前工序增加在線極片表面檢測系統,檢測極耳帶料時直接剔除報廢;物料在轉運過程中,推行自動化轉運和上下料,并禁止裸手接觸極耳表面。
2.7 異種金屬焊接
正負極軟連接表面會有鍍鎳,因鎳與鋁或銅焊接時的可焊接窗口較小,此時鍍鎳的軟連接片一般需要放置在極耳箔材上方,以保障較好的焊接效果。
3 結語
通過對極耳超聲波焊接穩定性影響因素的分析,并提出相應的優化改善措施,提高超聲波焊接的穩定性和一致性,降低焊接的異常品率,使得電池因焊接而產生的影響因素得到有效控制,電池整體性能的一致性和可靠性得到提高。同時,對后續生產線建設過程中設備的工藝過程控制提供借鑒,提前預防或避免影響超聲波焊接穩定性的潛在隱患。
[1]李林賀,劉志盛.鋰電池極耳超聲波焊接質量分析[J].焊接技術,2012(6):46-49.
Analysis of Influencing Factors on the Stability of Ultrasonic Welding for Lithium Batteries
Guo NiuXu ZhiqiangZheng ZhihuaZhang ShiqiangYang Chi
(China Aviation Lithium Battery(Luoyang)Co.,Ltd.,Luoyang Henan 471000)
The ultrasonic welding is widely used in lithium battery production industry,which is the main process of lithium battery electrode connection,this paper analyzed the basic factors which affecting the stability of ultrasonic welding,and put forward the method to improve the stability of welding,ensuring consistency of ultrasonic welding.
lithium battery;electrode;ultrasonic welding;stability
TG439.9
A
1003-5168(2017)04-0156-02
2017-03-11
郭扭(1988-),男,本科,助理工程師,研究方向:鋰電設備研究。
猜你喜歡
遼寧教育(2022年19期)2022-11-18 07:20:42
公民與法治(2022年5期)2022-07-29 00:47:28
汽車實用技術(2022年9期)2022-05-20 05:51:26
教學考試(高考物理)(2021年5期)2021-11-08 10:31:22
歷史教學問題(2021年4期)2021-11-05 07:02:34
中醫眼耳鼻喉雜志(2021年1期)2021-07-22 07:38:14
裝備制造技術(2020年11期)2021-01-26 00:39:12
中國公共安全(2017年11期)2017-02-06 05:28:08
電測與儀表(2016年7期)2016-04-12 00:22:18
燕山大學學報(2015年4期)2015-12-25 02:19:49
