
附加表面快速冷卻的錐形板鐓粗工藝應(yīng)力分析
2017-06-26 07:48:40倪利勇紀(jì)銳鵬楊嘉俊李健強(qiáng)錢導(dǎo)香
裝備制造技術(shù) 2017年5期
倪利勇,紀(jì)銳鵬,楊嘉俊,李健強(qiáng),錢導(dǎo)香
(1.電子科技大學(xué)中山學(xué)院,廣東中山528402;2.江門安諾特炊具制造有限公司,廣東江門529000)
制造工藝
附加表面快速冷卻的錐形板鐓粗工藝應(yīng)力分析
倪利勇1,紀(jì)銳鵬1,楊嘉俊2,李健強(qiáng)1,錢導(dǎo)香1
(1.電子科技大學(xué)中山學(xué)院,廣東中山528402;2.江門安諾特炊具制造有限公司,廣東江門529000)
以大型餅類鍛件為研究對象,運(yùn)用有限元法對不同角度的錐形板和強(qiáng)制冷卻的工藝進(jìn)行了模擬,分析了不同角度下的錐形板鐓粗對鍛件內(nèi)部應(yīng)力狀況的影響,探索了可行的錐形板鐓粗工藝。研究表明,錐形板鐓粗工藝適用于大壓下量的場合。在經(jīng)過預(yù)先快速冷卻的情況下,當(dāng)壓下量為80%時,可以選用角度為130°~150°的錐形板進(jìn)行鐓粗。經(jīng)過預(yù)先快速冷卻后再進(jìn)行鐓粗,壓應(yīng)力數(shù)值更大,有利于內(nèi)部空洞閉合,且外表面沒有出現(xiàn)太大的拉應(yīng)力,不易產(chǎn)生表面裂紋。
錐形板鐓粗;快速冷卻;壓實;強(qiáng)制冷卻
管板、封頭和端蓋等大型餅類鍛件是核電裝備的重要組成部分,此類鍛件長期工作于高溫、高壓和高放射性的惡劣環(huán)境中,這樣的工作環(huán)境對鍛件的綜合機(jī)械性能提出了極高的要求。為了獲得優(yōu)質(zhì)鍛件,必須通過鍛造工藝來消除鋼錠中的缺陷[1]。任猛等提出了壓窩鍛造法[2]。韓靜濤等人提出了旋轉(zhuǎn)布砧法[3]。劉助柏等提出了錐形板鐓粗新工藝,期望迫使鐓粗體的剛性區(qū)變形,閉合毛坯內(nèi)部空洞型缺陷,改善毛坯內(nèi)部金屬的組織與性能,并且提出了操作路線,如圖1所示[4]。張紹軍采用了9%壓下量,模擬了錐形板鐓粗工藝,認(rèn)為坯料心部在鐓粗過程中一直存在兩向拉應(yīng)力,與錐板接觸部位的坯料產(chǎn)生了變形,消除了難變形區(qū),但心部并沒有產(chǎn)生有效變形[5]。侯曉清采用deform軟件對不同壓下量的錐形板鐓粗工藝進(jìn)行了研究。研究表明,壓下量在25%之前,變形體內(nèi)部應(yīng)力分布的不均勻程度很大,而且中心區(qū)域大部分處于雙向拉應(yīng)力狀態(tài)[6]。丁燕青在錐形板鐓粗工藝的基礎(chǔ)上,加以改進(jìn),提出了錐臺砧鐓粗工藝[7]。
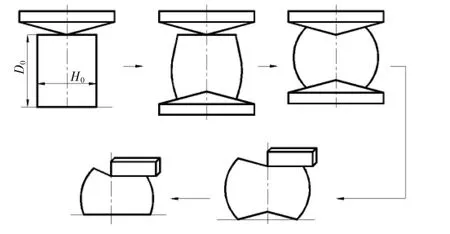
圖1 錐形板鐓粗工藝的操作方法
以上研究表明,錐形板鐓粗工藝在實際應(yīng)用中,會出現(xiàn)不同的應(yīng)力狀態(tài)。本文認(rèn)為,這實際上是由于各研究人員采用了不同的工藝參數(shù)的結(jié)果,變形均勻性和心部應(yīng)力狀態(tài)都與工藝參數(shù)密切相關(guān)。現(xiàn)有的研究工作都沒有涉及表面快速冷卻下的鐓粗工藝。本文在不同錐形角度和不同壓下量情況下,研究表面快速冷卻對錐形板鐓粗工藝的影響。
1 錐形板鐓粗圓柱體的有限元模型
采用有限元DEFORM軟件對圓柱體坯料模型在不同壓下量的情況下的鐓粗過程進(jìn)行了分析。坯料直徑為Φ1 000 mm;錐形板角度為110°~170°.通過分析圓柱體坯料在鐓粗過程中的應(yīng)力分布、應(yīng)變分布、溫度場等,得出一些定量的結(jié)論,以期減小鋼錠的缺陷,改善鐓粗工藝。
錐形板的高度H,隨錐形角度α角的變化而變化,砧子初始溫度設(shè)為300℃,模型如圖2所示。

圖2 錐形板
在有限元模型中,圓柱體坯料尺寸為Φ800 mm ×1 200 mm,材料設(shè)定為AISI-1045;坯料初始溫度假定為1 000℃;壓下速度為10 mm/s;最大壓下量為80%.坯料與錐形板間的摩擦因子為0.3;工件與砧子傳熱系數(shù)假定為1.0;工件室溫下傳熱系數(shù)為0.02.將坯料進(jìn)行網(wǎng)格劃分,共生成10 000個單元。建立的圓柱體有限元模型如圖3所示。

圖31 /4圓柱體模型
2 模擬結(jié)果及分析
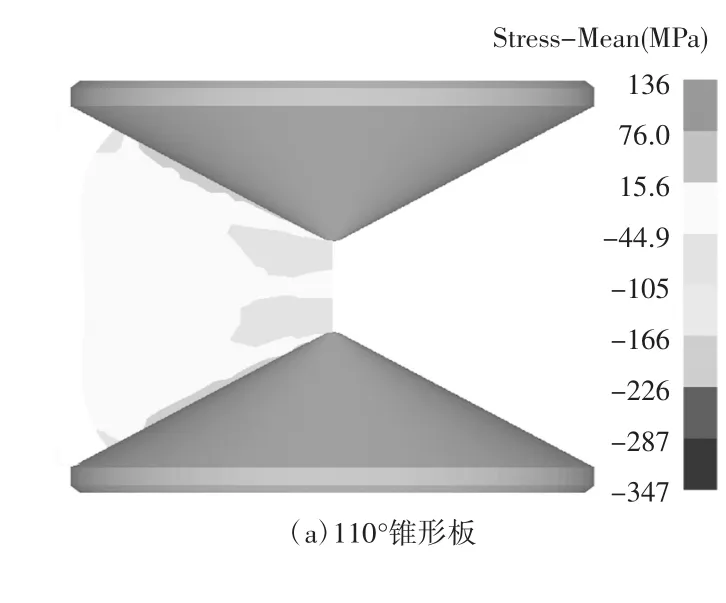
圖4給出了不同錐形板鐓粗時的坯料應(yīng)力場。從圖4中可以看出,當(dāng)用角度為110°的錐形板鐓粗時,工件整體受到的壓應(yīng)力較小,這不利于內(nèi)部空洞型缺陷的焊合。角度為170°時,雖然工件中心區(qū)域受到的壓應(yīng)力較大,而且分布也較均勻,但是工件的表面受到了較大的拉應(yīng)力,這樣會容易導(dǎo)致工件表面爆裂而產(chǎn)生裂紋。采用角度為150°的錐形板鐓粗時,工件中心區(qū)域受到的壓應(yīng)力較大,而且整體分布較均勻,這對于工件內(nèi)部空洞的閉合以及其他內(nèi)部缺陷的焊合是十分有利的,而且工件表面沒有出現(xiàn)較大的拉應(yīng)力,這樣就避免了工件表面爆裂而產(chǎn)生裂紋。
(續(xù)下圖)
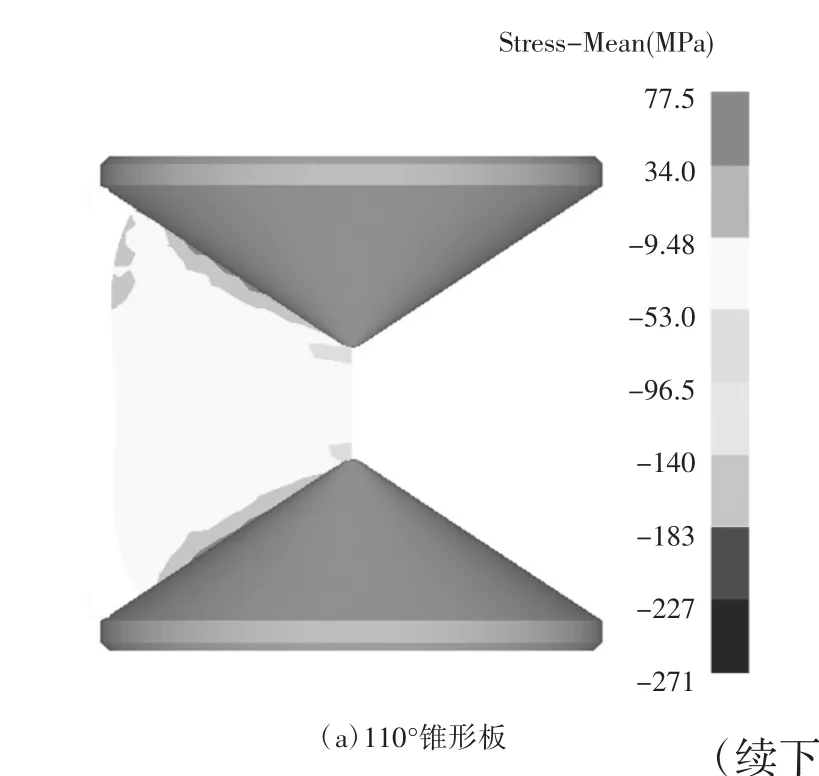
(續(xù)上圖)
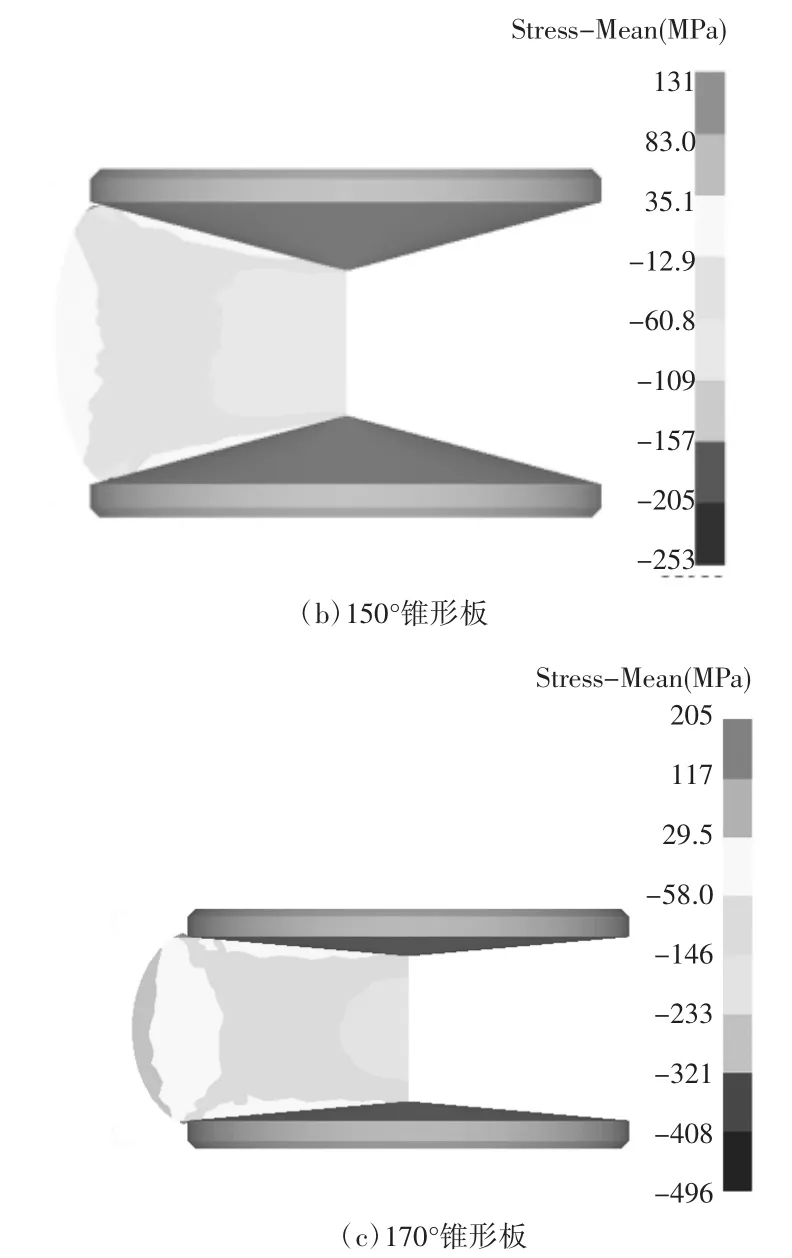
圖4 應(yīng)力大小及分布
取工件中心區(qū)域水平對稱線上半徑分別為0 mm、200 mm、400 mm三點(diǎn)作應(yīng)力分析,三點(diǎn)位置分布如圖5所示。圖6是錐形板的角度為110°~170°范圍內(nèi),水平對稱線上三點(diǎn)位置的應(yīng)力變化圖。
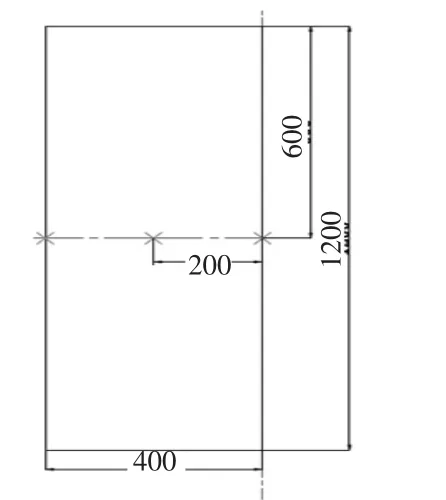
圖5 水平對稱線上三點(diǎn)位置
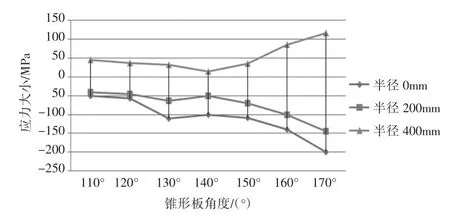
圖6 水平對稱線上三點(diǎn)的應(yīng)力
由圖6可知,坯料在大壓下量下,內(nèi)部應(yīng)力分布不均勻,但工件心部區(qū)域都沒有出現(xiàn)拉應(yīng)力,受到的幾乎都是壓應(yīng)力,而在側(cè)表面,呈現(xiàn)拉應(yīng)力。當(dāng)錐形板的角度為140°附近時,拉應(yīng)力較小。
3 快速冷卻對錐形板鐓粗的影響
接下來,在對坯料進(jìn)行快速水冷卻后,再分別使用不同角度的錐形板,在壓下量為80%的情況下,對坯料進(jìn)行鐓粗,改善鐓粗工藝。
3.1 冷卻處理
利用有限元軟件中的前處理,對模型進(jìn)行水冷30 s模擬,冷卻后模型溫度大小及分布如圖7所示。在數(shù)值模擬中,設(shè)定水的導(dǎo)熱系數(shù)為0.58 W/m·K.
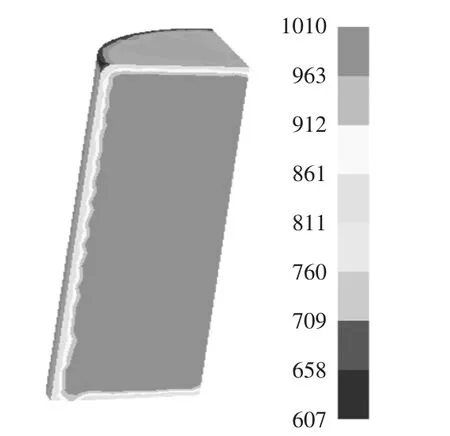
圖7 冷卻后的坯料溫度分布
經(jīng)過與外界的換熱和坯料內(nèi)部的傳熱后,坯料溫度呈現(xiàn)分布由內(nèi)向外逐漸降低。圖中中心深色區(qū)域代表坯料的高溫區(qū)(溫差△T≤5 K),該區(qū)域塑性好,加工過程中絕大部分成為主體,坯料表面溫度較低區(qū)域形成一層硬殼,減少內(nèi)部應(yīng)力。經(jīng)過計算可知,高溫區(qū)面積占整個截面面積的85%以上,高溫部分占坯料總體積的80%左右,完全可以滿足材料利用率的生產(chǎn)要求。
3.2 快速冷卻后進(jìn)行鐓粗的應(yīng)力場
圖8給出了快速冷卻后進(jìn)行鐓粗的應(yīng)力場。對比圖8與圖4,可以看出,冷卻后工件內(nèi)部受到的壓應(yīng)力較冷卻前大,而工件表面也沒有出現(xiàn)太大的拉應(yīng)力,這不僅有利于工件內(nèi)部空洞的閉合,而且表面也不容易產(chǎn)生裂紋。
(續(xù)下圖)
(續(xù)上圖)
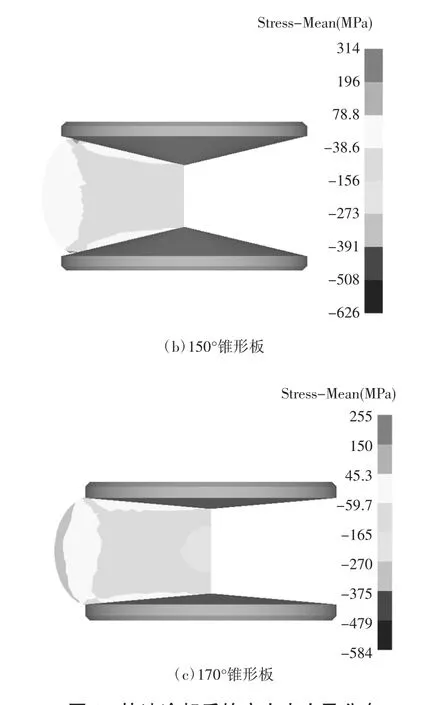
圖8快速冷卻后的應(yīng)力大小及分布
圖9 給出了快速冷卻后進(jìn)行鐓粗的特征點(diǎn)應(yīng)力分布。對比圖9與圖6可以看出,冷卻后特征點(diǎn)的拉應(yīng)力數(shù)值更小、壓應(yīng)力數(shù)值更大,有利于提高壓實效果。
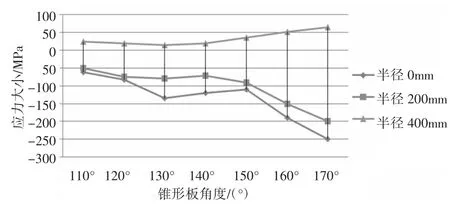
圖9 快冷后水平對稱線上三點(diǎn)的應(yīng)力
4 結(jié)論
(1)在未經(jīng)過快速冷卻的情況下,采用80%大壓下量,采用角度為140°~150°的錐形板進(jìn)行鐓粗,此時坯料內(nèi)部壓應(yīng)力較其他角度錐形板大且均勻,有利于內(nèi)部空洞閉合,外部受到拉應(yīng)力較小,不會產(chǎn)生表面裂縫。
(2)在經(jīng)過預(yù)先快速冷卻的情況下,當(dāng)壓下量為80%時,可以選用角度為130°~150°的錐形板進(jìn)行鐓粗。經(jīng)過預(yù)先快速冷卻后再進(jìn)行鐓粗,壓應(yīng)力數(shù)值更大,有利于內(nèi)部空洞閉合,且沒有出現(xiàn)太大的拉應(yīng)力,外部不易產(chǎn)生表面裂紋。
[1]李學(xué)通,張沛,王敏婷,等.大型餅類鍛件墩粗夾層裂紋缺陷形成機(jī)理研究[J].固體力學(xué)學(xué)報,2012,33(3):273-278.
[2]任猛,王中安,史翔煒,等.大型圓餅類鍛件的鍛造工藝及應(yīng)用[J].大型鑄鍛件,2013(6):22-24.
[3]韓靜濤,張永軍,趙中里,等.控制大型餅類鍛件夾雜性缺陷的鍛造工藝及應(yīng)用田[J].大型鑄鍛件,2007(2):34-36.
[4]劉助柏,王連東.用錐形板鐓粗的新工藝及其力學(xué)原理[J].機(jī)械工程學(xué)報,1994,30(4):83-85.
[5]張紹軍,梁書華,劉釗.核電大型管板鍛件兩種壓實工藝的數(shù)值模擬與研究[J].熱加工工藝,2013,42(13):102-105.
[6]侯曉清.核電餅類鍛件的有限元分析與試驗研究[D].太原:太原科技大學(xué),2009.
[7]丁燕青,高錦張,王興中,等.大型餅類鍛件預(yù)鐓粗工序的數(shù)值模擬研究[J].機(jī)械設(shè)計與制造工程,2016,45(4):80-84.
Stress Analysis of Upsetting Processing With Conic Plates After Surface Rapid Cooling
NI Li-yong1,JI Rui-peng1,YANG Jia-jun2,LI Jian-qiang1,QIAN Dao-xiang1
(1.Zhongshan Institute,University of Electronic Science and Technology of China,Zhongshan Guangdong 528402,China;2.Jiangmen Anotech Cookware Manufacturing Co.,Ltd.,Jiangmen Guangdong 529000,China)
For large disk-shaped forgings,the finite element method was adopted to simulate the upsetting processing with conic plates of different angles,and that process after forced cooling.The influence of different angles of the conic plates on the internal stress in the upsetting forging was analyzed.The feasible upsetting process with cone plate was explored.The research shows that the cone-shaped upsetting process is suitable for large reduction occasions.After the pre-rapid cooling,when the reduction is 80%,the cone plate angle of 130~150 degrees can be chosen.After the pre-rapid cooling,the absolute value of compressive stress tends to become larger than that during conventional upsetting process,more conducive to void closure.There is no big tensile stress at the outside of the forging,preventing the surface crack.
cone plate upsetting;rapid cooling;solidify;forced cooling
TG316.2
A < class="emphasis_bold">文章編號:1
1672-545X(2017)05-0091-03
2017-02-07
廣東省基礎(chǔ)與應(yīng)用基礎(chǔ)研究專項資金(2016年廣東省自然科學(xué)基金,編號1614050000138);廣東省大學(xué)生科技創(chuàng)新培育專項資金(編號pdjh2016b0910)
倪利勇(1977-),男,湖北天門人,副教授,博士,研究方向:金屬熱加工。
猜你喜歡
上海節(jié)能(2020年3期)2020-04-13 13:16:16
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學(xué)學(xué)報(2019年6期)2019-08-13 07:04:32
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
