
整體滾刀修磨工藝的研究
2017-06-26 07:48:44段仕存喬新亮
裝備制造技術 2017年5期
關鍵詞:工藝
段仕存,喬新亮
(西門子機械傳動天津有限公司,天津300220)
整體滾刀修磨工藝的研究
段仕存,喬新亮
(西門子機械傳動天津有限公司,天津300220)
滾齒刀是含齒零件加工中的核心刀具,可重復修磨使用,但單次修磨后的滾刀壽命降低是普遍現象,有效保持修磨后滾刀壽命是一個難點。就如何高精度修磨滾刀,并有效的保持修磨后滾刀壽命的加工工藝進行了分析和研究。
滾刀;重磨精度;滾刀壽命;修磨效率
齒輪工件是各種機械轉動系統中重要的組成部件。齒輪齒部成型工序中,通常采用相對高效的滾齒加工,選用的刀具稱為滾齒刀,以下簡稱滾刀。滾刀根據結構組成不同可分為刀片式與整體式(本文研究整體式滾刀)。整體式滾刀類型滾刀材料可以選用不同材質,本文研究的整體滾刀材料采用粉末冶金工藝制作的高速鋼,即HSS-PM.其可重復修磨使用。但修磨后的刃口鋒利程度及涂層狀態都會影響滾刀的壽命[1]。針對如何保持滾刀修磨后的壽命,本文提出了一種新的修磨工藝,即采用專門設計的的滾刀修磨芯軸,并針對不同模數滾刀差異化修磨余量。該方法具有修磨效率高,并且有效保持修磨后滾刀的高精度、高壽命等特點。該工藝一方面可以有效的保持修磨后的滾刀壽命,另一方面可以大幅度提高修磨效率及修磨精度。
1 工藝難點分析
整體滾刀具有精度高、單值高的特點,滾刀會有不等的齒槽,滾刀修磨時會采用砂輪對齒槽內的齒面進行修磨,通過芯軸的分度,實現全部刃前角的修磨。
由于各模數滾刀的齒槽數不一致,而且所有的刃前角修磨的深度一致性越好,滾刀的單次修磨后的壽命會越好,但如果修磨得過深,會降低滾刀的可修磨次數,從而影響整把滾刀的綜合壽命,因而刃前角的單次修磨余量選擇是個難點。滾刀外形如圖1所示。
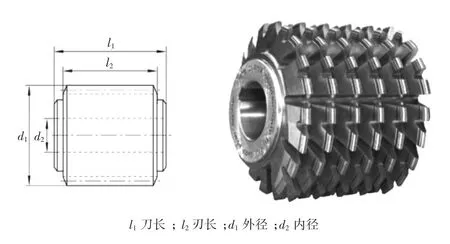
圖1 整體滾刀
滾刀修磨后,為了更長的壽命,需要涂層,目前涂層的種類分為多種,如何選用合適的涂層也是一個難點。
2 滾刀磨工藝方法
滾刀磨工藝由機床、工裝、程序、砂輪、修磨余量、涂層等因素組成,本文闡明在工藝安排時,各因素需要滿足的要點,提出修磨余量確定的新原則、涂層的選用的改進。
2.1 機床的選擇和工裝的設計
目前國內外的滾刀磨床的性能差距大,價格差距懸殊。為了使本文有更普遍的參考性,本文將選用國產的滾刀磨床作為研究對象。滾刀磨床為武漢納百川NHS300CNC4.該機床的修磨程序為數字控制方式,可以覆蓋Mn22以下的滾刀的修磨,修磨滾刀時選用高精度的芯軸將滾刀鎖緊,如圖2所示。

圖2 滾刀工裝
該工裝將芯軸穿過滾刀,鎖緊兩端的螺母,用于固定滾刀;通過雙頂尖將芯軸的軸向自由度進行固定;再通過一端的抱碗將芯軸與頂尖進行同步連接,將芯軸的徑向自由度進行限制,滾刀與一側可分度頂尖實現同步分度。這樣可以保證滾刀可以牢固地固定在分度芯軸上,實現精確分度[2]。
滾刀鎖緊在芯軸后,需要測量芯軸和滾刀肩臺的徑向跳動及裝夾端面的軸向跳動。為了保證磨削后的精度,兩個跳動的值越小越好,一般應≤0.005 mm,如圖3所示。

圖3 滾刀跳動
2.2 CNC程序設計
由于滾刀在修磨時齒厚越一致切削工件磨損越均衡,相對壽命會越高,因此需要機床有精確地分度,為了便于操作,機床已將CNC程序參數化,可直接輸入待修磨滾刀的參數,機床可以自動計算出分度角度,另外需要操作者測量并計算砂輪從滾刀的軸端切入及另一軸端切除所需的距離,即出刀距離,并將該距離輸入機床,采用試切的方式找正修磨零點即入刀位置,并將該位置輸入給機床用于第二刀修磨參考位置,如此即可實現旋轉砂輪的往復性分度修磨的程序控制。
2.3 加工砂輪的選擇
砂輪的硬度、耐磨性、高溫穩定性、高溫穩定性、熱摩擦系數等直接影響著滾刀修磨的精度,因此,在選擇砂輪時,需要考慮加工成本、加工質量和加工效率[3]。
本文選用了立方氮化硼,PCBN刀具的制造主要通過CBN粉末和結合劑經超高壓高溫燒結而成。其硬度僅次于金剛石而遠遠高于其它材料,為超硬材料。
在磨削滾刀時,根據機床加工性能和滾刀材料的特點,工件與刀具之間的震動會影響表面加工質量,砂輪與滾刀之間應該有較小的接觸面,砂輪的圓跳動及軸向跳動值<0.01 mm如圖4所示。

圖4 滾刀修磨
2.4 修磨余量的選擇
在修磨滾刀時,不同模數的滾刀修磨余量會有差別,主要受滾刀模數與滾刀磨損的影響。修磨余量的選擇,傳統方式是借用30~60倍的放大鏡進行肉眼觀察滾刀的磨損量,以整把滾刀的單齒最大的磨損量厚度作為該把滾刀的修磨余量。經過與國外滾刀專家的技術討論,并實驗驗證,即新修磨工藝的余量選擇原則為:沿用肉眼觀察的方式,在傳統確定的修磨量基礎上,增加0.05~0.10 mm的余量,以去除滾刀物理變化層,該層肉眼看不到,但切削時會導致滾刀快速磨損。因為單把滾刀的可修磨厚度為固定值,顯然新工藝會導致滾刀修磨次數的下降,但該工藝會有效提高單次修磨后的壽命。
另外,新工藝增加單次修磨的累積余量應小于0.4 mm的工藝要求,如果應修磨的余量大于此數值,應該在滾刀修磨完0.4 mm后,將滾刀拆卸,靜置2 h后再次進行磨削,依次類推。這樣可以有效地減少溫度變化帶給滾刀修磨的影響,消除滾刀退火的風險,保證滾刀的修磨質量[4]。
滾刀修磨完成后,應使用風槍將滾刀的冷卻液和鐵屑清理干凈,并將磨后滾刀送至精測室恒溫5 h后進行檢驗。根據滾刀檢測報告對砂輪進行修磨及調整,使磨后滾刀達到最佳狀態。
2.5 涂層的選擇
滾刀的涂層在高切削速度與高進給的環境下,可以有效地延長其使用壽命,并且降低產品工時。目前,常用的涂層手段是物理涂層(PVD),傳統工藝選用的是歐瑞康巴爾査斯的氮鉻化鋁涂層ALCRONA,新工藝推廣了該公司的全新的氮鉻化鋁涂層,即AlCrONa Pro,新涂層的價格略有上升,但可提升滾刀的切削參數,從而提升滾齒工序的加工效率,經過實驗,新涂層的可提升滾刀單次使用壽命20%.
2.6 與傳統修磨工藝對比
以滾刀A(Mn5 1Rφ125×160/170×40)整把壽命追蹤為例,該滾刀的可修磨厚度為6.5 mm,采用新工藝后,可修磨次數由32次降為26次,單次修磨后的壽命提升約35%,綜合整個壽命周期,該滾刀修磨效率提升了20%,整體壽命提升了28%,修磨的精度也有提高。
2.7 修磨時的注意事項
(1)保持機床及周邊溫度,特別是冷卻液溫度的恒定。
(2)磨削過程中,不能中斷,需保證連續地完成整個滾刀的磨削。
(3)根據滾刀檢測報告,及時修磨及更換砂輪,以達到高精度的重磨滾刀。
3 結束語
通過改善傳統的修磨方式,提高滾刀的修磨精度,本文提出了一種在國產滾刀磨床進行滾刀修磨的新方法,在保證修磨效率的前提下,提高了修磨精度,以提升滾刀磨后的使用壽命,降低企業的生產成本。該修磨方法已經在工廠實踐中投入應用,并取得了良好的重磨效果,具有廣泛的應用前景。
[1]汪洋.風電增速箱齒圈制造工藝研究[J].機電產品開發與創新,2011(24):177-178.
[2]王英春.滾刀磨床的數控改造機電一體化設計[J].機床與液壓,2002(3):19-21.
[3]郭隱彪.陶瓷CBN砂輪的修形及磨削性能[J].重慶大學學報,2000,23(6):12-15.
[4]Hoffmeister,About wear onhobs[J].Aachen polytechnic,1970(6):20-21.
Research Processes of Hobs Regrinding
DUAN Shi-cun,QIAO Xin-liang
(Siemens Mechanical Drive Systems Tianjin Co.,Ltd.,Tianjin 300220,China)
Hob is a core cutter which is used for machining gear parts.It can reuse few times after regrinding,but life has much lost after regrinding.It is difficult to keep the regrinding hob’s life as a new cutter life.The article analysis and studied process for hob regrinding.
hob;regrinding accuracy;hob life;regrinding efficiency
TH162.1
A < class="emphasis_bold">文章編號:1
1672-545X(2017)05-0108-02
2017-02-17
段仕存(1986-),男,河北人,助理工程師,工學學士,主要從事齒輪工藝、刀夾具設計管理等工作。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
