50kg臥式真空感應爐的研制
2017-06-27 09:19:18張龍高國強楊瑞
科技創新與應用 2017年18期
張龍 高國強 楊瑞
摘 要:真空感應爐作為獲取高精密合金、高性能特殊材料的一種通用型冶金設備已得到了迅速發展與普及。本文介紹了50kg真空感應爐的結構、特點及其工作原理。
關鍵詞:真空感應爐;坩堝;爐殼
1 概述
50公斤真空感應爐是在真空條件下利用中頻感應加熱的作用融化金屬的自動化設備。由于它能較嚴格控制熔煉溫度和化學成份,并且有電磁攪拌和具有高真空下去氣的效果,因此宜于高純度鋼、耐熱鋼等新型材料與各種重要合金,特別適用于熔煉某些易氧化的元素(如鈦等)。此種電爐可以在熔煉過程中加入合金元素及進行測溫、取樣、澆鑄。并可在各種保護氣體下進行熔煉。
2 設備的主要技術參數及構成
2.1 設備的主要技術參數
(1)最大熔化重量:50kg(鎳鉬);(2)設備總功率:140kW;(3)電源電壓:380V(三相);(4)電源頻率:50Hz;(5)中頻電源類型:KGPS;(6)額定功率(中頻輸出):100kW;(7)額定電壓(中頻輸出):375V(最大);(8)額定頻率:2500kHz(最大);(9)額定溫度:1700°C;(10)融化率(1600°C時):200公斤/小時;(11)極限真空:6.6×10-3;(12)工作真空度:6.6×10-1;(13)壓升率:0.13帕/分;(14)爐室有效抽速:3000升/秒;(15)抽空時間:由大氣壓力下至工作真空度時間?芨5分鐘(空爐);(16)耗水量:4.5m3/h,設備上水溫度:≤35℃;設備出水溫度:≤55℃;(17)融化時間:25分鐘;(18)測溫方式:熱電偶測溫;(19)坩堝材質:石墨坩堝、氧化鎂坩堝;(20)設備總重:5.5噸。
2.2 設備的構成
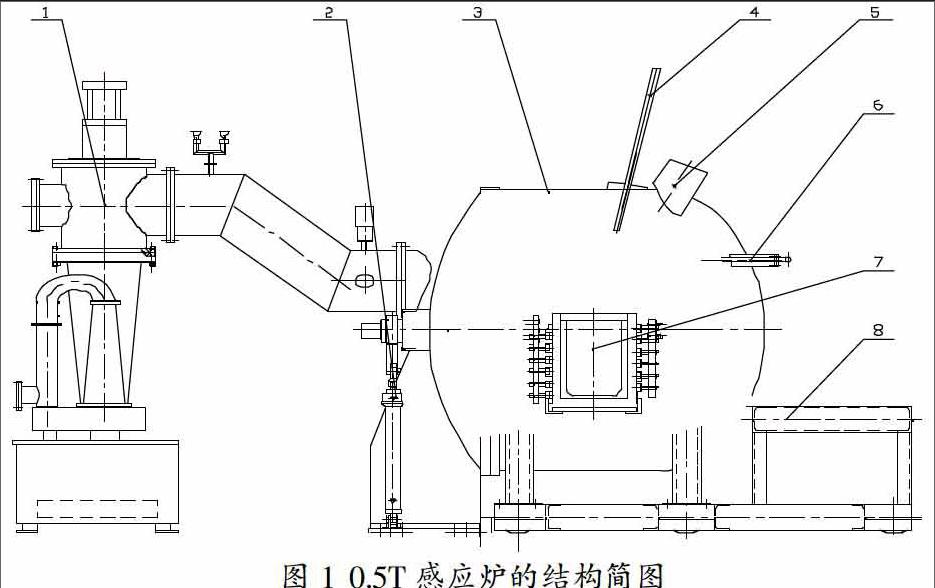
該設備如下圖由主要以下幾部分構成:(1)真空系統;(2)液壓翻轉系統;(3)爐室;(4)倒料桿系統;(5)觀察攝像系統;(6)分料倉系統;(7)坩堝及感應線圈系統;(8)操作平臺。
3 設備主要部分工作過程和結構特點
3.1 爐體
臥式爐體(可動部分):爐體內徑為1300毫米,雙層壁當中通水冷卻內壁用不銹鋼板外層用普通鋼板制作,不銹鋼制作真空爐室內壁經過拋光,能方便鏟除熔煉中金屬的飛濺物,爐體底部裝有滑輪,可沿軌道用手輕輕拉開或關閉。
爐體上方后部設觀察窗2個,已觀察熔煉情況,爐體的側面另設觀察窗1個,專為觀察澆鑄時用,觀察窗內裝有耐熱玻璃和擋板,擋板可以擋住輻射熱和防止金屬噴濺物附著在玻璃上,另外還有黃銅線刷,裝在一根可以旋轉的軸上,用來擦凈玻璃表面的污垢爐體上部設攪拌裝置,便于熔煉時在不破壞真空情況下搗落坩堝上部不易融化的爐料對準坩堝的上方在爐體上設取樣裝置1處,用于澆鑄前取出樣品,取樣在真空狀態下。
爐體側面設有回轉式測溫裝置1處,在熔煉過程中可進行操作,測量爐料的溫度。
3.2 爐蓋
爐蓋也是雙層壁,外層普通鋼板內層不銹鋼板。路蓋上設置真空接管,加料接管,保溫帽進電接管,供轉軸密封用的軸套一處,真空爐室內各部分金屬件均采用不銹鋼或紫銅材料爐蓋側面設置工作臺1個,工作臺上有安全護欄,以便與加料器加料及搗料、取樣工作。爐蓋內設屏板,以防止熱輻射和防止金屬噴濺物進入真空泵內。
3.3 加料、測溫、取樣機構
50kg電爐有半連續加料、測溫、取樣機構,爐蓋上部有一個¢200 毫米直徑手動或氣動插板閥(半連續電爐為氣動),當需要加料、測溫、取樣時,可先將加料室等用輔助真空管道抽到與爐內壓力相同時,開啟¢200閥,然后可以分別加料、測溫、取樣,完成后可關閉¢200閥(¢200閥是一種耐熱型閥門)使用溫度可達400℃,50kg加料室容積為7升。
3.4 感應線圈
感應線圈是用紫銅管壓成的圓管繞制,線圈內徑為¢270毫米,高度為350毫米,匝與匝間有5-10毫米的間隙,通過它們外圍的絕緣板來固定位置,感應線圈和進出電極間的連接是用法蘭連接的,拆卸方便,既能保證良好的導電,又能保證可靠的真空密封。在線圈的底部焊有四塊支撐板,是用來支托坩堝的。從試驗結果來看,最大的線圈電壓是250伏左右,在特殊情況下,還要低些,以免引起真空放電,尤其在熔融金屬有快速的氣化傾向時,更容易發生放電現象。
3.5 轉動電極與傾爐機構
轉軸為同軸供電方式。水冷裝配結構,為用戶免去了以往環氧樹脂澆鑄電極不能自己維護之苦,可以自行拆卸。內電極的尺寸增加到¢45mm,電效率大大的提高。澆鑄傾爐有液壓與機械傾爐兩種結構可供選擇。
3.6 坩堝
當坩堝用在真空中熔化金屬時,如要避免熔化金屬和坩堝之間的反應,適當的選擇制造坩堝的材料和坩堝的制造工藝是非常重要的。因為選擇制造坩堝材料,在很大程度上決定于熔化金屬的性質,所以我們不能提供標準適用的坩堝,用戶可以根據金屬的性質自己選擇制訂制造坩堝的工藝。
3.7 錠模
錠模的材質和尺寸,一般都是根據不同的使用要求來確定的,因此成套設備出廠時,一律不帶錠模,但考慮到用戶在生產時使用,一般可為用戶另行設計制造。錠模應放在感應線圈的前面,高底及前后左右位置一定要合適,使得澆鑄的鋼水正好流入錠模中心為宜。如果錠模需要通水進行快速冷卻請提前說明,我們將會在爐體上設計進出水口。將爐體側面的兩個備用孔打開,接上水管接頭,將錠模冷卻水接好。在接真空室內水管時一定要牢固可靠,不應有滲漏,否則會影響爐內真空,同時要做好防止金屬外漏燙壞水管的防護措施。
3.8 真空機組
真空系統:Z-400油擴泵一臺+ZJ-300羅茨泵一臺+2X-70機械泵一臺。真空系統均由氣動閥門來控制,閥門由¢400氣動擋板閥一臺,¢100氣動擋板閥二臺,¢40輔助真空閥。真空系統的操作是通過程序控制器來實現控制,既可以手動又可以自動操作,閥門壽命長。真空系統用戶可以適當選擇,以滿足高真空的需要。
3.9 測溫裝置
在爐蓋上部有一個測溫裝置。當需要測溫時,可以裝上熱電偶和熱電偶保護管(一般用金屬陶瓷)。進行測溫時,只須轉動手柄,讓熱電偶插進坩堝金屬液內。有一個齒條操作機構,以便使熱電偶在液面停止,從數字表可讀出溫度數值,也可以使用光學測溫或遠紅外輻射溫度計通過視察窗測量溫度。
4 結束語
該設備經過安裝調試后,各項性能指標均達到設計要求,各部分使用情況良好,設備生產過程中無污染,安全環保,得到用戶好評。
參考文獻
[1]成大先.機械設計手冊[M].北京:化學工業出版社,2008.
[2]達道安.真空設計手冊[M].北京:國防工業出版社,2004.
[3]馬開道.稀有金屬真空熔鑄技術及其設備設計[M].北京:冶金工業出版社,2011.