焦化廠自動配煤控制系統的設計及應用研究
2017-06-27 10:48:11李俊堂韓書娜
科技創新與應用 2017年18期
李俊堂 韓書娜
摘 要:文章分析了焦化廠自動配煤系統的組成和功能,同時闡述了PLC控制系統的軟件設計和硬件說明,最后總結了系統運行過程中存在的問題及解決方案。旨在提高焦化廠配煤系統的自動化,節省大量的人力物力投入,提升煤料配比的精確度和配煤效率。
關鍵詞:焦化廠;自動配煤控制系統;設計;應用
1 焦化廠自動配煤系統的組成和功能
1.1 焦化廠自動配煤系統的構成
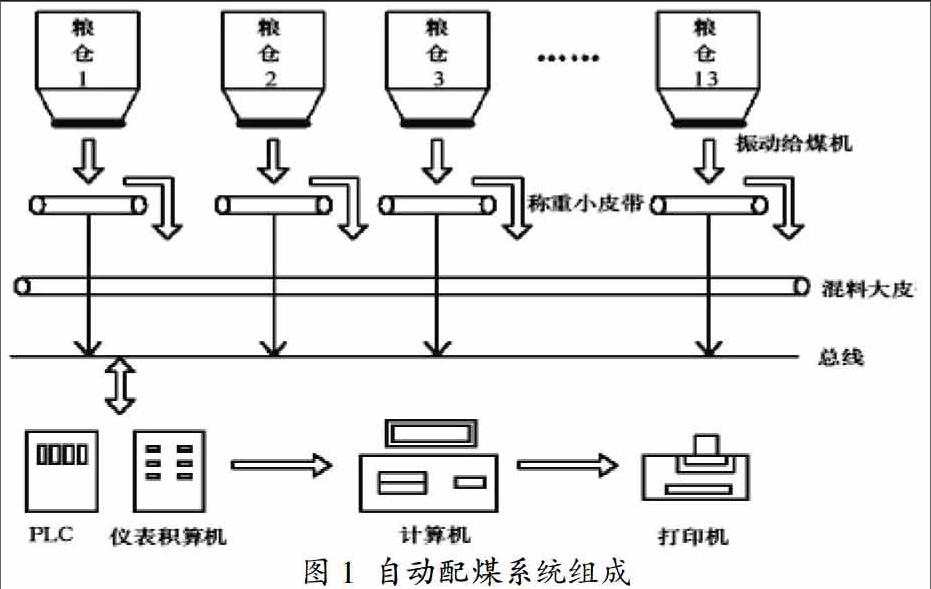
自動配煤控制系統主要是為了實現氣煤、肥煤、焦煤以及瘦煤等多種煤配比形成混合煤的全自動化,主要系統構件有振動給煤機、小皮帶以及大皮帶,其中振動給煤機顧名思義起到輸送添加原材料的作用,假設配置數量為13臺;小皮帶起到稱重作用,每一臺振動給煤機配置一條稱重小皮帶,因此小皮帶的數量也是13條;大皮料用來將稱重好的原材料進行混合與運輸,因此需要一條統一的混料大皮帶,這些部件共同構成了自動化配煤系統的工作組,且振動給煤機和稱重小皮帶的配置數量一致,而自動化配煤系統的控制系統由一套西門子S7-300PLC實現,同時在上位機加設WINCC組態系統實現對配煤過程的全自動監控,實現人機交互功能。為了強化自動化配煤系統煤量控制、配煤質量的可靠性,對配煤系統的稱重積算器實現PID控制,整個控制系統采用PCL控制技術,實現信息化技術實時數據收集功能,提高了自動化配煤控制系統的生產效率。也就是說,如圖1所示,自動配煤系統由PLC控制系統、稱重系統、儀表積算器系統、振動給煤系統以及WINCC監控系統構成。
1.2 自動配煤系統的主要功能
自動配煤系統的主要功能是實現精確自動化配煤工作,同時由于PLC技術和WINCC監控技術等內容的應用,使得自動配煤系統同時具備監控全方位配煤流程、檢測煤料配比質量以及控制總配煤量和原材料配比值等作用,而且在實際的自動化配煤工作開展過程中,能夠直接在配煤系統上對相關參數進行設定和修改,節省了大量人力物力,對完整的配煤過程進行數據的記錄和保留,方便對自動化配煤技術進行不斷的優化和提升自動化配煤效率。
1.3 主要設備聯鎖關系
圖1清晰地表明了自動配煤系統各部件之間的運轉流程,在探究設備之間的聯鎖關系時,需要注意稱重小皮帶要在振動給煤機之前開啟,避免出現給煤機開始工作和小皮帶未開始稱重的那一個時間內煤量稱重的遺漏,影響最終配煤成效。同時在關閉自動配煤系統時應當優先關閉振動給煤機,然后再關閉稱重小皮帶。另外,混料大皮帶的開啟是整個系統最先開啟的部分,也就是說,在進行自動配煤系統的開啟工作時,應當最先開啟混料大皮帶,然后再開啟稱重小皮帶,最后開啟振動給煤機,其中混料大皮帶和稱重小皮帶沒有直接的聯鎖關系。
2 PLC控制系統軟件設計及硬件構成
2.1 PLC系統的功能
PLC系統的主要功能是實現對混料大皮帶和稱重小皮帶的運轉控制,同時直接控制振動給煤機的啟動和暫停,也就是說,PLC系統是整個自動配煤系統的中心操作控制系統,通過PLC系統設定自動配煤系統的工作任務量和煤料的配比值,同時還能接收和傳遞配煤系統生產運行過程中產生的有效數據,方便技術人員對系統進行專業調整,達到更好的自動化配煤效果。
2.2 軟件設計與硬件構成
在進行PLC系統的軟件設計時,考慮到PLC系統的生產趨勢變化說明、系統監控、實時操作調整等功能,使用西門子SIMATIC WINCC V6.2作為上位機系統,同時配置相應的中央處理器、模擬量收集與傳輸模塊、以太網通信模塊等硬件;為了實現信息收集、運算、操作控制等功能,采用西門子SIMATIC STEP7V5.4作為下位機系統,配置信息收集處理模塊、數字量采集和輸出模塊等硬件,同時設置整個系統的電源結構和供電系統,安裝S7-300系列的CPU-2DP,保證PLC系統功能的基本實現。
3 系統運行過程出現的問題及解決方案
3.1 振動給煤機不聯鎖停車相關問題
上文已經分析過振動給煤機和稱重小皮帶之間的聯鎖關系,在正常操作情況下,當稱重小皮帶收到停止工作命令時,其與振動給煤機之間的遠程聯鎖點斷開,使得振動給煤機停止工作,但是由于整體系統使用的是380V的交流電流,特別是自動配煤系統的配煤輸送線路較長且指示燈與線圈為并聯關系,因此當稱重小皮帶收到“停止”命令停止工作的時候,由于指示燈自身電阻使得電位沒有及時斷開,振動給煤機依舊正常工作,造成下傾的煤料掩蓋小皮帶的故障。為了解決和避免出現這一問題,需要對指示燈和線圈線路圖進行調整,可以去除指示燈部件,直接連接線圈組成電路,避免指示燈電阻造成的不良影響,保證聯鎖結構的有效性。
3.2 系統運行不穩定故障
運行系統不穩定故障多發生在系統的啟動瞬間,主要是因為啟動時稱重小皮帶上沒有煤料,因此傳遞的稱重信號幾乎為零,使得調節器將配煤給定量設置成給定偏差,造成輸出信號最大值,瞬間電流過大對系統電路造成不良影響。為了解決這一問題,可以將稱重積算器的運算程序進行優化,設定一個20秒左右的積分環節,避免在啟動瞬間進行偏差判斷,造成偏差判斷不準確,影響電路使用壽命的問題。
4 結束語
綜上所述,自動配煤控制系統能夠大大提升工廠配煤效率,同時還能保證煤料配比的準確性。通過對PLC系統與自動化信息科學等技術的應用,實現自動化配煤系統的全面監控、數據收集、實時操作以及人機互動功能,使所有操作都能夠在平臺終端上進行,提高了配煤系統的可視化,并且提高了整個工作流程的自動化程度,為焦化廠生產提供了有效的技術支持,節約了大量的成本投入。
參考文獻
[1]馮奕紅,邢崗.焦化廠自動配煤控制系統的設計及應用研究[J].制造業自動化,2014,03:136-139.
[2]尤文茹,賈相有.自動配煤系統在焦化廠的應用[J].科技傳播,2010,14:194-195.
作者簡介:李俊堂(1979-),男,河南南陽人,平頂山工業職業技術學院講師,碩士,研究方向為自動控制技術。
韓書娜(1984-),女,河南安陽人,平頂山工業職業技術學院講師,碩士,研究方向:電學,電氣自動化。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
考試周刊(2016年76期)2016-10-09 08:45:44
科技視界(2016年20期)2016-09-29 14:22:00
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01
科技視界(2016年20期)2016-09-29 11:02:20