某型號發(fā)動機殼體外部零件釬焊斷裂分析
2017-07-06 15:01:12周緒緒雷歡平劉寶峰戚小薇
航天制造技術 2017年3期
周緒緒 雷歡平 劉寶峰 戚小薇 劉 靜
?
某型號發(fā)動機殼體外部零件釬焊斷裂分析
周緒緒 雷歡平 劉寶峰 戚小薇 劉 靜
(西安長峰機電研究所,西安 710065)

某型號發(fā)動機燃燒室殼體的釬焊外部零件在拉剪試驗中斷裂,對釬焊斷口形貌進行了外觀檢查、斷口分析和原因分析。結果表明:發(fā)動機燃燒室殼體的釬焊外部零件斷裂是由于焊接粘接截面積較小和大面積局部密集分布的空洞造成的,并提出強化焊工技能培訓的建議和適當延長手工火焰釬焊加熱時間可增加承載強度的措施。
外部零件;釬焊;釬透率
1 引言
發(fā)動機燃燒室殼體外部零件的主要作用是承受外部載荷,一旦失效將直接影響發(fā)動機正常工作并造成安全隱患。某型號發(fā)動機外部零件在拉剪試驗中發(fā)生了斷裂,發(fā)動機外部零件為發(fā)動機關鍵結構件,對此故障進行分析研究,以避免此類故障的再次發(fā)生有非常重要的意義。
本文對發(fā)動機外部零件的脫落進行了比對試驗、外觀檢查、斷口分析等,確定了發(fā)動機外部零件的斷裂原因,最后提出了改進建議。
2 試驗現(xiàn)象及材料
按照釬焊技術要求進行比對破壞性試驗,同批次材料狀態(tài)見表1;同批次力學性能測試結果見表2。
表1 同批次材料狀態(tài)
試驗材料狀態(tài) 外部零件1同批次、同一殼體、力學性能符合技術要求 外部零件2同批次、不同殼體、力學性能符合技術要求 外部零件3同批次、不同殼體、力學性能符合技術要求 提前脫落外部零件同批次拉剪試驗中承載3380N提前脫落
表2 同批次力學性能測試結果
試驗順序零部件名稱保持載荷/N破壞載荷/N 外部零件1外部零件441411170 外部零件2外部零件44149339 外部零件3外部零件44146650 提前脫落外部零件/3380
3 試驗與分析
3.1 原材料釬焊膏
該釬焊膏為GHL-I-B錫鉛焊膏,復驗檢測項目為力學性能,測試結果符合技術條件要求見表3。
表3 釬焊膏力學性能復驗測試結果
試驗順序零部件名稱保持載荷/N破壞載荷/N 外部零件1外部零件441413300 外部零件2外部零件441411750 外部零件3外部零件441412000 提前脫落外部零件441412150
3.2 定位裝夾工裝
產(chǎn)品試驗前,對燃燒室殼體外部零件的工裝復檢,檢查工裝的關鍵尺寸、固定裝夾定位功能的主要部件,用釬焊試件裝夾驗證,檢測結果符合拉剪試驗要求。
3.3 釬焊工藝流程
該零件釬焊的流程為:外部零件表面打磨處理→外部零件表面涂抹焊膏→手工火焰釬焊→自然冷卻→清洗釬劑殘留物→清理釬角→檢驗→涂油保護。
表面的粗糙度對釬焊承載有重要影響,釬料在拋光表面的潤濕性差,在粗糙表面的潤濕性好[1]。焊前清理不夠、氧化膜去除不夠徹底;溫度不夠、操作技術不熟練、填加釬料位置不當;釬焊裝配不規(guī)范、零件歪斜等因素,形成不牢固粘接面,導致未填滿缺陷和釬透率低[2]。釬焊加料用量應適當,過多或過少會造成浪費或釬焊缺陷,導致釬縫未填滿缺陷和釬透率低。
接頭加熱應迅速均勻地升溫,否則會造成很多釬焊缺陷;釬焊加料的部位應選擇釬料能達到接頭截面各部位的面積大致相等,否則容易造成結合面積不均勻,導致強度降低。
釬縫應平滑圓角過渡,焊腳高度不得小于1mm。釬角清理采用手工方式打磨,會造成個別外部零件清理打磨后的釬角外觀質(zhì)量不同。相比較脫落外部零件清理打磨后的釬角,驗證試驗的外部零件清理后釬角較大,與殼體接觸面積大。
3.4 試驗設備加載速度的影響
對同批次的外部零件進行不同加載速度驗證試驗,保載1min,試驗要求保載1min后外部零件不破壞,分別用50MPa/s、30MPa/s、10MPa/s、1MPa/s不同加載速度進行試驗,其中釬焊拉剪試驗技術要求的加載速度為10MPa/s,不同加載速度見圖1。
圖1 不同加載速度的曲線圖
3.5 宏觀斷口分析
外部零件1面積為38.5mm×12mm,焊接界面上離散分布少量空洞,空洞約占焊接總面積的4%,釬透率96%,見圖2。提前脫落件面積為37mm×10.5mm,焊接界面一側(cè)局部存在密集空洞,整個焊接界面上離散分布少量空洞,空洞約占焊接總面積的15%,釬透率85%,見圖3。外部零件2面積為21.04mm×37.5mm,焊接界面上未見離散分布的空洞,見圖4。外部零件3面積為9.62mm×35.8mm,焊接界面上局部存在密集空洞,整個焊接界面上離散分布少量空洞,空洞約占焊接總面積的10%,釬透率90%,見圖5。斷口形貌和承受載荷如圖2~圖5所示。

圖2 外部零件1斷口形貌

圖3 提前脫落斷口形貌
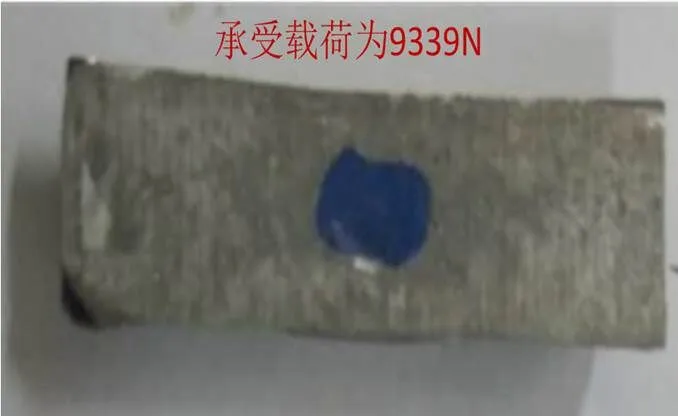
圖4 外部零件2斷口形貌

圖5 外部零件3 斷口形貌
4 分析與討論
通過分析提前脫落的外部零件原材料的力學性能,釬焊材料力學性能復驗符合技術標準,未見異常,因此可排除釬焊原材料導致外部零件脫落的可能。檢查外部零件定位裝夾工裝,并用工藝試件進行釬焊,外部零件釬焊外觀質(zhì)量、尺寸精度滿足要求,因此可排除定位裝夾工裝導致外部零件脫落的可能。在釬焊工藝流程中發(fā)現(xiàn)操作者焊工操作技術不熟練,在補焊過程中手工推動外部零件一角,略微移動外部零件周向位置,使得外部零件與殼體釬料層凝結成形的過程發(fā)生變化,影響外部零件釬焊面與殼體整體結合一致性,造成釬焊面厚度與顏色分布不勻,導致釬縫未填滿缺陷和釬透率低。隨后進行四組釬焊試驗,重新補焊。補焊時,火焰加熱待外部零件四周釬料剛剛?cè)刍僮髡呓柚o助工具手工輕推外部零件一角,待外部零件松動時,火焰加熱時間依次維持0、5s、10s、15s、20s,不補料,手工波動熔化釬料進行排氣釬角成形,清理打磨釬角,檢驗合格后進行破壞試驗,試驗結果見表4。
通過驗證試驗得知,手工火焰釬焊延長加熱一定時間,有利于改善釬焊面與殼體結合,增加承載強度。從表4試驗結果可以看出,適當延長加熱時間可以改善外部零件承載性能。考慮試驗設備不同加載速度對外部零件有沖擊載荷的影響,通過不同載荷的比對試驗,由圖1試驗曲線得知,不同加載速度對外部零件影響不大,因此可排除試驗設備加載速度導致外部零件脫落的可能。通過對外部零件宏觀斷口分析發(fā)現(xiàn)斷口表面存在大面積局部密集分布的空洞和截面積大小不一致的現(xiàn)象。
表4 外部零件補焊過程驗證拉剪測試結果
試驗順序加熱時間/s載荷/N破壞載荷/N 第一組0441412972 第二組5441413270 第三組10441414231 第四組15441414286
釬透率是指已經(jīng)焊接上的面積占總的需要焊接面積的百分比。低的釬透率意味著更多的空洞,空洞的存在降低了焊接質(zhì)量,降低了焊接形成的結合力,使焊接的可靠性大受影響。說明釬焊時的焊料未完全與外部零件加工面結合。斷口表面存在大面積局部密集分布的空洞,導致焊接件所能承載的力值極限降低,空洞局部密集分布的焊接件結合強度低于空洞離散分布的焊接件。通過斷口形貌分析,對比圖2、圖3、圖4、圖5可知,載荷低的斷口表面都有局部密集分布的空洞,可以判定局部密集分布空洞的存在是焊接強度較低的主要原因。
外部零件承載面積大小是影響拉剪強度的關鍵因素,因此對外部零件截面積分析,通過載荷,截面積,m=/,計算得出單位面積承受載荷。
a. 外部零件1:載荷=11170N,截面積0為38.05mm×12mm=456.6mm2;單位面積承載力值為m=/=24.46MPa;
b. 外部零件2:載荷=9339N,截面積0為10.04mm×37.5mm=376.5mm2;單位面積承載力值為m=/=24.80MPa;
c. 外部零件3:載荷=6650N,截面積0為9.62mm×35.8mm=344.4mm2;單位面積承載力值為m=/=19.31MPa;
d. 提前脫落外部零件:載荷=3380N,截面積S0為37.4mm×10.5mm=392.7mm2;單位面積承載力值為m=/=8.60MPa。
綜上所述,離散分布少量空洞的斷口強度比正常狀態(tài)斷口強度低,空洞局部密集分布的焊接件,單位面積承受載荷遠低于正常狀態(tài)的外部零件,與外部零件1、2相比,提前脫落件單位面積承載力值為8.6MPa僅為外部零1、2件承載力值的1/3,屬于不正常現(xiàn)象。 比對外部零件1、2、3和提前脫落件斷口形貌進行分析,提前脫落件斷口面積明顯小于外部零件1的斷口面積,并且提前脫落件斷口表面存在局部密集分布的空洞,結合顯示:斷口截面積小且大面積局部密集分布空洞是導致強度嚴重下降的主要因素。
5 結束語
本次外部零件從燃燒室殼體上脫落是由于手工火焰操作不當造成的,脫落的原因為:斷口截面積較小;大面積局部密集分布的空洞。
建議強化焊工技能培訓,適當延長手工火焰釬焊加熱時間,改善釬焊面與殼體結合,增加承載強度。
1 崔巖,鄒家平,朱小剛,等. 試論釬焊質(zhì)量的影響因素[J]. 科學之友,2009,2(1):21~22
2 樊兆寶,李金生,李偉等. 波導組件釬焊接頭開裂原因分析航空釬焊技術[J]. 焊接質(zhì)量控制與管理,2011,3(5):45~49
Analysis of Brazing Fracture of External Parts of A Certain Type of Engine
Zhou Xuxu Lei Huanping Liu Baofeng Qi Xiaowei Liu Jing
(Xi’an Changfeng Electromechanical Research Institute, Xi’an 710065)
The brazing external parts of a certain type of engine combustion chamber are broken in the shear test. The appearance of the brazing fracture surface is analyzed, and the fracture analysis and the cause analysis are carried out. The results show that the brazing of the external combustion of the combustion chamber of the engine is caused by the small cross-sectional area of the welding bonding and the large area of the local dense distribution, and the suggestion of strengthening the welder’s skill training and the proper extension of the manual flame brazing heating time can increase the carrying capacity of the measures.
external parts;brazing;brazing penetration
2017-03-20
周緒緒(1984),工程師,材料成型及控制工程專業(yè);研究方向:理化分析。
