整體式車橋半軸晃動問題分析
2017-07-12 17:05:27齊改霞
汽車零部件 2017年4期
關鍵詞:工藝
齊改霞
(1.長城汽車股份有限公司技術中心,河北保定 071000;2.河北省汽車工程技術研究中心,河北保定 071000 )
整體式車橋半軸晃動問題分析
齊改霞1,2
(1.長城汽車股份有限公司技術中心,河北保定 071000;2.河北省汽車工程技術研究中心,河北保定 071000 )
半軸總成的功能是接受從差速器傳來的轉矩并將其傳給車輪,驅動車輪轉動,承受地面傳遞給車輪的作用力。半軸晃動將導致整車操穩性差,嚴重時半軸脫出, 直接影響駕駛員生命安全。針對某款汽車半軸總成晃動問題,經理論核算、工藝分析、DOE分析,發現其存在的缺陷,對半軸總成結構設計及裝配工藝進行優化。
半軸;晃動;理論核算;DOE分析
0 引言
半軸總成是后橋驅動力傳遞的關鍵元件,其可靠性直接關系到行車安全。而半軸總成由半軸、軸承、油封座、擋圈等零部件組成,半軸總成設計或裝配不良時直接影響整車安全性。作者結合實際情況,針對某款車型因半軸擋圈厚度問題導致的半軸晃動現象,從理論受力、裝配工藝、試驗驗證等方面進行分析與研究。
1 問題描述
對某款新開發的具備整體式后驅動橋的試驗車進行耐久性能試驗時,駕駛員感覺后輪軸向晃動,整車操控不穩定。將底盤升起發現車輪與半軸的連接沒有問題,但車輪和半軸總成整體有晃動問題,最大晃動幅度3 mm。經拆解發現半軸擋圈脫出,軸承及油封座發生軸向位移,導致半軸軸向躥動,進而引起車輪和半軸晃動。
2 擋圈受力分析
為解決該晃動問題,根據實際情況核算半軸總成承受的最大側向力;采用沖壓拉伸、沖壓翻邊模式搭建力學模型,將擋圈脫出力與半軸總成承受的最大側向力對比,分析對擋圈脫出的影響。
擋圈與半軸總成結構如圖1所示。
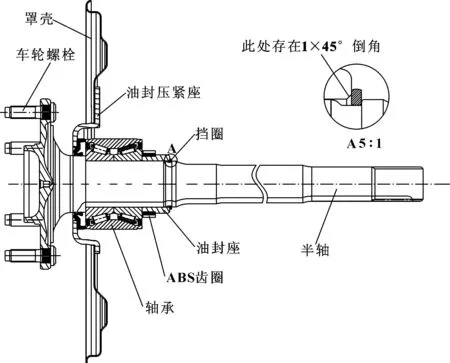
圖1 半軸總成示意圖
2.1 半軸總成承受的最大側向力計算
根據汽車受力情況,半軸受的最大側向力發生在汽車側滑時,此時左、右輪的側向力分別為:
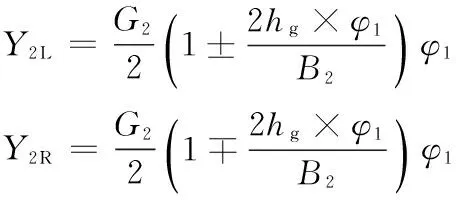
根據整車參數核算得出:整車側滑時,半軸承受側向力為16 kN。由于半浮式后橋軸承受彎矩和轉矩,應力狀況復雜(承載隨道路條件和駕駛員的操作習慣變化,振動和沖擊力作用在半軸上,為脈沖載荷),按照《機械設計手冊》第3卷第19篇,將安全系數取2.5。半軸晃動或斷裂將造成重大交通事故,所以將安全系數加大一倍取5,則半軸總成承受的最大側向力為:16×5=80 kN。這是一種經驗算法,在受力最大的基礎上留一定安全裕度。
2.2 擋圈受力分析
(1)當油封座存在1×45°倒角時,估算擋圈軸向脫出力。擋圈示意圖見圖2。
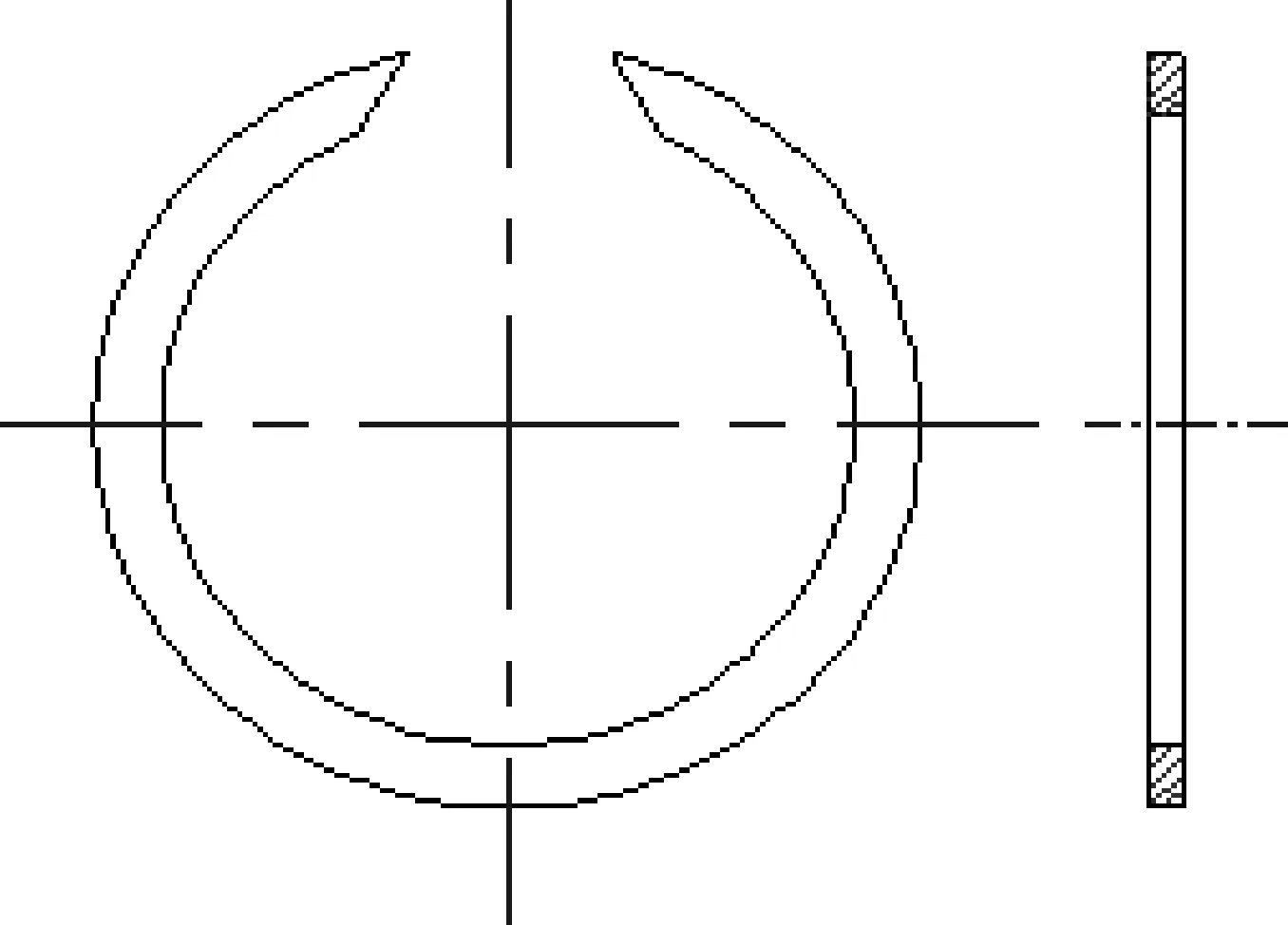
圖2 擋圈示意圖
由于擋圈脫出前,變形狀態與沖壓拉伸或沖壓翻邊初始變形狀態類似,所以按照《沖壓手冊》第四章第十二節拉深力和拉深功、第五章第一節翻邊中的力學模型分別估算擋圈脫出力。擋圈受力后向下彎曲變形,變形過程如圖3所示。
圖3 沖壓拉伸、翻邊受力簡圖
具體核算過程如下:
核算方法一:按照沖壓拉伸模式估算擋圈脫出力。
F=kπ(D-d1)tσb
式中:D為毛坯直徑,D=52.8 mm;d1為拉伸件底面中徑,d1=45.42 mm;k為系數,k取1;t為料厚,t=2.1 mm;σb為材料的抗拉強度,65Mn的抗拉強度σb=980 MPa。
代入公式得出F=47.7 kN。
核算方法二:按沖壓翻邊力模式估算擋圈脫出力。
F=1.1π(D中-d0)tσs
式中:D中為翻邊后,擋圈外邊緣中點直徑,D中=51.08 mm;σs為材料屈服強度,65Mn材料的屈服強度σs=785 MPa;t為料厚,t=2.1 mm;d0為翻邊前毛坯孔徑,d0=43.3 mm。
代入公式可得F=44.3 kN。
上述兩種算法所得結果非常接近,通過取平均值的方法初步確定脫出力,即當油封座內孔有1×45°倒角時,擋圈脫出力的最大值約等于上述兩者的均值:
(47.7+44.3)÷2=46 kN
(2)當油封座孔口無倒角時,擋圈受剪切力,所以按剪切計算:
F=1.2Ltτb
式中:L為剪切力作用弧長,L=π×45-16=125.37 mm(注:開口寬度16 mm,剪切作用直徑45 mm);τb為65Mn剪切強度,τb=570 MPa(許用應力)。
代入得:F=1.2×125.37×2.1×570=180.1 kN。
據以上計算結果可知:當油封座內孔存在1×45°倒角時,擋圈脫出力46 kN小于最大側向力80 kN,軸承內圈和油封座與半軸過盈連接力小于34 kN(80 kN-46 kN)時,擋圈存在脫出隱患;當油封座內孔不存在倒角時,擋圈發生剪切而不會被擠壓脫出,擋圈可承受180.1 kN的剪切力,大于最大側向力80 kN,不存在脫出隱患。
3 裝配工藝問題
為徹底解決擋圈脫出問題,對擋圈尺寸、裝配工藝等方面進行深入排查,發現問題如下:
3.1 擋圈裝配工藝問題
工藝規定:軸承、油封座與半軸壓裝后,測量油封座與半軸端面之間的距離h(如圖4所示),在厚度分別為2.1、2.2、2.3、2.4 mm的4組擋圈中選擇1個擋圈裝配到槽中,要求擋圈端面與油封座端面的間隙不大于0.1 mm。由于擋圈厚度的組差為0.1 mm,為了滿足“間隙不大于0.1 mm”的要求,所選擋圈厚度尺寸偏大,且未考慮擋圈平面度偏差。當所選擋圈厚度加其平面度偏差大于測量尺寸h時,擋圈裝配后的姿態如圖4所示。這種姿態不能保證擋圈完全“落槽”,且目視不易檢測擋圈狀態,在半軸總成承受較大的側向力時,擋圈脫出問題發生。
圖4 擋圈未裝配到位的狀態
3.2 試驗驗證
根據上述原因分析,進行故障再現試驗。試驗直接由成品零部件裝配后使擋圈處于不完全“落槽” 狀態和完全 “落槽”狀態,試驗結果如表1所示。
表1
3.3 問題整改
適當增加擋圈厚度分組的組數,在半軸總成裝配時,使選擇擋圈厚度加擋圈平面度小于測量需求值(如實際測量油封座與半軸端面之間的距離為2.25 mm,則選擇2.2 mm的擋圈進行裝配)。裝配完成后增加“用工具撥動擋圈能使其轉動”的檢測,可確保擋圈完全裝配到位。
4 進一步DOE驗證
對其他影響擋圈脫出的因素進行分析,這些因素主要有:油封座內側倒角、擋圈裝配工藝、擋圈材質、硬度等。經評審,決定采用3因子2水平的正交試驗,驗證油封座倒角及擋圈裝配工藝對擋圈脫出力的影響。設定6種方案,每種方案驗證5組數據,求脫出力平均值。
確定響應變量、試驗因子和水平,并編制因子、水平表,見表2。
表2
5 結論
通過理論計算和試驗驗證發現當擋圈處于裝配不良時,在側向力作用下會按拉伸(或翻孔)狀態產生脫出失效,擋圈能提供的軸向固定力遠小于剪切力,導致半軸產生軸向位移,車輛行駛時半軸晃動。通過試驗對比,在改善裝配工藝后,半軸擋圈脫出問題未再發生,問題得到解決。
【1】劉維信.汽車設計[M].北京:清華大學出版社,2001.
【2】王文斌.機械設計手冊[M].北京:機械工業出版社,2004.
【3】王孝培.沖壓手冊[M].北京:機械工業出版社,2004.
Analysis and Research on the Semiaxles Shake Problems
QI Gaixia1,2
(1.Technical Center, Great Wall Motor Company Limited, Baoding Hebei 071000,China;2.Automotive Engineering Technical Center of Hebei,Baoding Hebei 071000,China )
The function of axle shaft assembly is to receive the torque from differential and transfer it to the wheels which are driven to rotate, and also to bear the applied force from ground to the wheels. The axle shaft shaking will result in a bad vehicle controllability and stability. More seriously, if the axle shaft runs out, it will directly affect the driver’s life safety.Aiming at the axle shaft shaking of a certain car, through theoretical calculation, process analysis and DOE analysis, the existing defects were found out, the structure design and assembly process of the axle shaft assy were optimized.
Axle shaft ; Shake ; Theoretical calculation; DOE analysis
2017-01-05
齊改霞(1979—),女,本科,工程師,研究方向為汽車底盤產品和過程研發。E-mail:dpxjskf@gwm.cn。
10.19466/j.cnki.1674-1986.2017.04.015
U463.82
A
1674-1986(2017)04-059-03
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52