連桿小頭缺陷超聲波檢測研究
2017-07-12 17:05:53吳錦莘姚震
汽車零部件 2017年4期
吳錦莘,姚震
(1.廣東工業大學信息工程學院,廣東廣州 510006;2.廣東工業大學機電工程學院,廣東廣州 510006)
連桿小頭缺陷超聲波檢測研究
吳錦莘1,姚震2
(1.廣東工業大學信息工程學院,廣東廣州 510006;2.廣東工業大學機電工程學院,廣東廣州 510006)
針對連桿小頭處進行了超聲波缺陷檢測,根據連桿小頭結構和材料特性,定制了一發一收的雙直探頭,設計了專用的模擬試塊,對比分析了不同位置和不同大小的缺陷孔的穿透波情況。試驗結果表明:采用雙直探頭進行水浸透射檢測的方法,能夠實現對連桿小頭處的缺陷檢測。
連桿小頭;缺陷;超聲波檢測
0 引言
連桿是發動機等機械系統中的重要組成部分,它在工作過程中承受高頻脈動負荷,特別是當連桿小頭與襯套過盈量不足時,易發生連桿游移、活塞銷與小頭襯套產生干摩擦,造成連桿小頭斷裂等故障[1]。由此可知連桿小頭處是否完好制約著連桿的性能。為了安全和成本考慮,需要對連桿小頭進行定期檢測,因此對連桿小頭處進行缺陷檢測研究是很有必要的。
目前對連桿小頭缺陷的檢測方式主要是采取破壞性人工抽檢,這樣會造成工件破壞、資源浪費、可靠性低和檢測效率低等問題[2]。而且根據連桿小頭斷裂情況的不同,有些連桿小頭的斷裂缺陷可以通過人眼或放大鏡等辨別,但有些連桿小頭的內部斷裂缺陷通過直接觀察是難以辨別的。而超聲波檢測作為常用且重要的無損檢測方法之一,具有操作簡單、可靠性高和應用范圍廣等優點[3]。相關研究表明:超聲波檢測可以檢測出復合金屬等工件內部的缺陷,具有對缺陷定位準確、穿透能力強和靈敏度高等特點[4]。因此文中采用超聲波檢測方法對連桿小頭處進行缺陷檢測,并對檢測結果進行了對比分析。
1 連桿小頭缺陷檢測系統
通常連桿的材質有以下幾種:45號鋼(中碳鋼)、40Cr和42Cr(中碳合金鋼)、40CrMo(合金結構鋼)以及可鍛鑄鐵GTS65和球墨鑄鐵GGG70(多用于汽油機)等[5]。而不同材質的金屬其聲阻抗和聲速是不同的,如鐵的聲阻抗為4.5×106g/(cm2·s),縱波聲速為5 850 m/s;45號鋼的聲阻抗為4.59×106g/(cm2·s),縱波聲速為5 960 m/s。因此在對連桿小頭處進行超聲波檢測時,要根據連桿材質的不同,來設定超聲檢測設備相應的參數,以此才能更加準確地對檢測波形進行無損評價。
考慮到連桿材質和結構的特性,超聲波在進入不同材質的金屬時,由于不同材質金屬的聲阻抗不同,在不同聲阻抗的界面超聲波會發生反射和透射等,并且能量會發生衰減。此外連桿小頭和襯套的厚度相對較小,若采用單探頭收發一體超聲波反射檢測的方法來對它進行檢測,檢測回波的幅值會較小,難以觀察到缺陷回波,而且通常襯套的內壁有油槽或者油孔,會對反射檢測回波產生干擾,從而影響對檢測回波的無損評價。而采用雙探頭一發一收超聲波透射檢測的方法來檢測時[6],只需要根據穿透連桿小頭與襯套的超聲波的能量大小和傳播時間來評判缺陷波形。對缺陷波形進行無損評價的可靠性較高,因此文中采用雙探頭一發一收超聲波透射檢測法對連桿小頭處進行缺陷檢測。
圖1所示為連桿小頭缺陷檢測系統結構圖。超聲波檢測儀器通過發射電路激勵發射探頭產生超聲波,發射探頭發射超聲波到工件上,超聲波穿透襯套和連桿小頭后,由接收探頭接收穿透后的超聲波,傳輸到超聲波檢測儀器上,經過接收調理電路處理后,由顯示屏顯示出檢測回波。
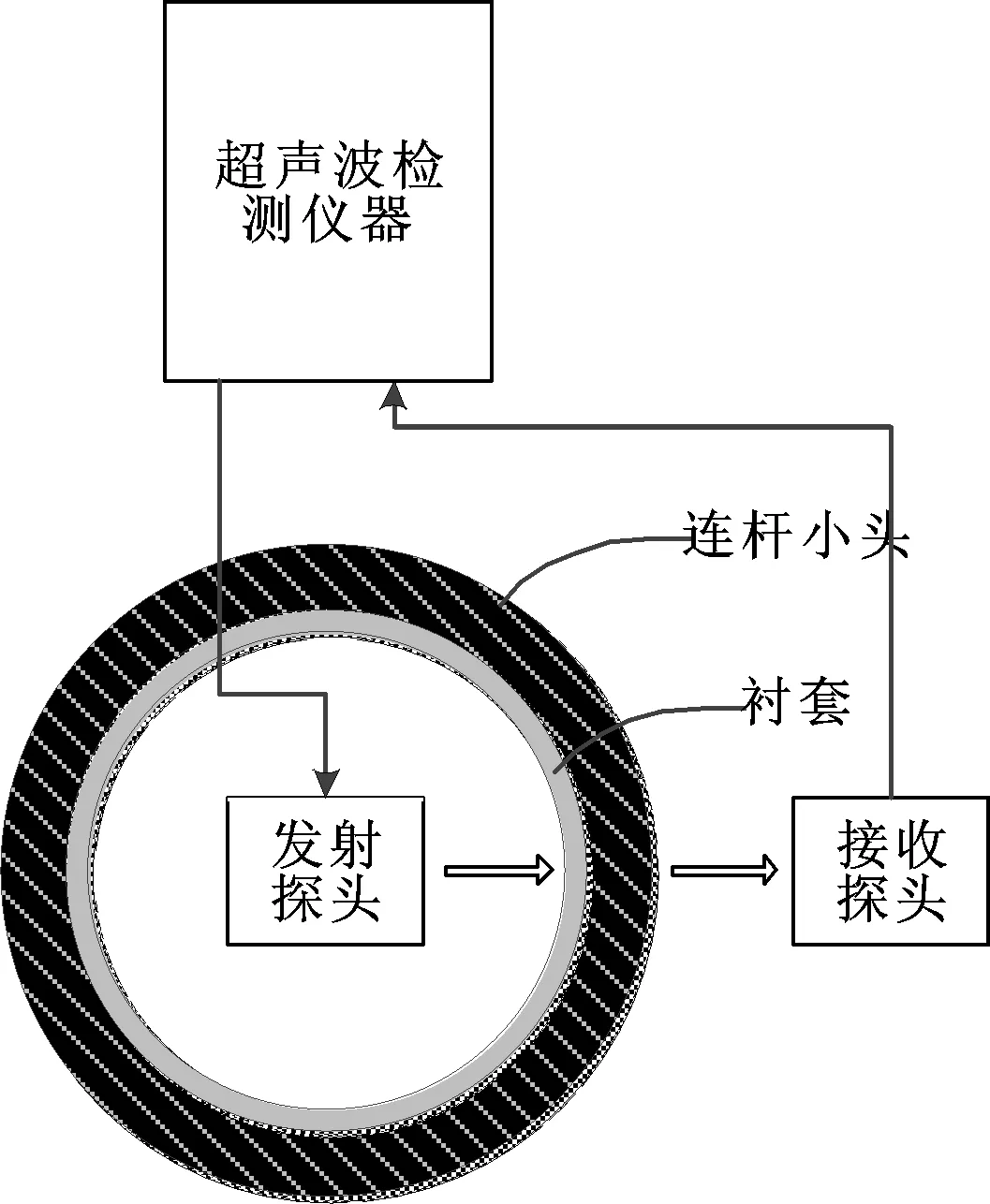
圖1 連桿小頭缺陷檢測結構圖
2 檢測平臺及試驗準備
2.1 檢測平臺
在試驗中使用的超聲波檢測儀器是某公司生產的CTS-1002型數字式超聲波探傷儀。CTS-1002的主要參數有:增益范圍為0~110 dB;聲速范圍為1 000~15 000 m/s,且連續可調;檢測范圍為0~10 000 mm(鋼縱波)等,因此CTS-1002適合對連桿小頭處缺陷進行檢測。
試驗中使用的連桿是用于柴油機上的HY186型連桿,其示意圖如圖2所示。該連桿小頭內徑為23 mm,小頭材質為鑄鐵,厚度為4 mm,襯套材質為銅合金,厚度為1.5 mm。由于連桿小頭與襯套結構的特性,采用直接接觸法進行檢測操作較不易,容易引起誤操作,而水浸檢測法來檢測操作較簡單,且可實現自動化檢測,因此采用水浸檢測法[7]。

圖2 連桿示意圖
探頭主要是根據連桿小頭與襯套的結構和材質的特性來設計[8],因此委托該公司定制了一對型號為5P10的一發一收直探頭,其主要參數如下:中心頻率為5 MHz,晶片尺寸為10 mm。該探頭外觀如圖3所示。

圖3 探頭外觀圖
為了對連桿小頭處進行缺陷檢測和對檢測波形進行對比分析,需要制作試塊。由于試驗條件有限,只制作了模擬試塊,在連桿小頭的不同位置處打孔,孔的直徑分別為1、2、3 mm,用不同大小的孔來模擬小頭處的斷裂缺陷,其中連桿小頭處的孔是委托某電加工廠通過電火花打孔制作的。檢測模擬試塊不同大小的缺陷孔時,其穿透波幅是不同的,以此來模擬對連桿小頭處的缺陷檢測。模擬試塊的示意圖如圖4所示。

圖4 模擬試塊示意圖
2.2 試驗準備
由于模擬試塊上標定了3個模擬缺陷的不同大小的孔,為了更便捷地檢測模擬試塊上的缺陷孔,采用人工檢測方式來對連桿和模擬試塊進行超聲波檢測。如圖5所示,由于對連桿小頭處的檢測采用的是水浸檢測法,因此耦合劑是水,需要將連桿置于裝有水的容器中,接著將發射探頭放進連桿小頭內孔里,接收探頭放在連桿小頭內孔外,并且發射探頭與接收探頭需要平行對稱,使穿透連桿小頭處的超聲波更集中地由接收探頭接收。
在對工件進行超聲波檢測前,為了減少外界因素的誤差,需要對CTS-1002進行調零校準,將兩個探頭貼在一起放在水中,觀察波形,若穿透波沒有和始波重合,則需要調整CTS-1002儀器的延遲參數,使得穿透回波與始波重合,為下面的試驗分析提高可靠性。其次也要盡量減少人為操作引起的誤差,比如將兩個探頭平行固定,因此將探頭之間的距離設定為32.5 mm,在進行試驗檢測時就可以減少探頭位置引起的誤差。此外還需要注意每次檢測前需要去除工件上的鐵銹和檢測時盡量保持水是靜止的等問題。

圖5 試驗檢測實物圖
3 試驗結果與分析
3.1 對標準連桿的檢測
為了實現對連桿小頭處的缺陷檢測,首先需要選取標準連桿進行檢測,如圖6所示,在連桿小頭處分別標定a、b和c 3個位置,并對其進行定點檢測。用該標準連桿檢測到的波形為標準穿透波形,若對其他的連桿進行檢測時,其檢測波形的幅值在標準穿透波形幅值范圍內,則表示該連桿小頭是合格的。
采用此研究方法對標準連桿小頭處進行檢測,首先設置CTS-1002的增益為63.9 dB、檢波方式為全波、重復頻率為400 Hz,對標準連桿a處檢測時,調節CTS-1002儀器的波形幅度為滿垂直刻度的80%。通過對其試驗檢測得到如圖7所示的檢測波形,其中圖7(a)、(b)和(c)所示的波形圖分別對應在標準連桿a、b和c處檢測到的穿透波形。

圖7 標準連桿的檢測波形
觀察圖7的波形圖可知:在標準連桿的a、b和c位置處檢測到的穿透波幅分別為80%、72%和75%,穿透波與始波的距離基本相等,說明在該連桿小頭的3個位置處的厚度是有微小差別的,在標準連桿a處的厚度是最小,而在該連桿b和c處的厚度相對大一點。
3.2 對模擬試塊的檢測
為了驗證此檢測方法的準確性和可靠性,需要對定制有不同大小的缺陷孔的模擬試塊進行檢測,其中該模擬試塊的1、2、3 mm孔分別對應于標準連桿的位置a、b、c。
使用此檢測方法分別對模擬試塊的1、2、3 mm缺陷孔的位置進行檢測。同樣設置CTS-1002的增益為63.9 dB、檢波方式為全波、重復頻率為400 Hz。通過試驗檢測得到圖8所示的檢測波形,其中圖8(a)、(b)和(c)所示的波形圖分別對應模擬試塊1、2和3 mm缺陷孔處檢測到的穿透波形。

圖8 模擬試塊的檢測波形
觀察圖8的波形圖可知,對模擬試塊1、2和3 mm缺陷孔處檢測到的穿透波形是有差別的。對模擬試塊1 mm孔、2 mm孔和3 mm孔處檢測到的穿透波幅分別為62%、41%和30%,說明缺陷孔越大,超聲波的能量衰減越強,而穿透波幅值則越小。設定對標準連桿的檢測波形中,穿透波的幅值是合格的,由圖9可見,在a位置處對應有1 mm缺陷孔時,很明顯可觀察到穿透波幅下降18%,同理,在b位置和c位置處分別對應有2和3 mm缺陷孔時,也可以觀察到穿透波幅值分別相對應下降31%和45%。說明對連桿小頭處進行檢測時,缺陷越大,穿透波的幅值越小。

圖9 不同位置和不同大小缺陷穿透波波幅關系圖
4 結論
考慮到連桿小頭處的結構與材料的特性,定制了專用的一發一收直探頭,設計了具有不同大小缺陷孔的模擬試塊對連桿小頭處的缺陷進行超聲波檢測。以上研究表明:采用一發一收雙直探頭進行的水浸透射檢測法對連桿小頭處的缺陷進行超聲波檢測是可行的,使用此研究方法可以判斷連桿小頭處是否有缺陷以及可以評判缺陷的大小。
【1】范校尉,樊文欣,馮垣潔.基于有限元的連桿襯套過盈分析求解[J].軸承,2010(11):3-7. FAN X W,FAN W X,FENG Y J.Analysis and Solution on Connecting Rod Bushing Interferer on Finite Element[J].Bearing,2010(11):3-7.
【2】周永明.柴油機連桿小端襯套裝配失效分析[J].農機使用與維修,2003(1):4.
【3】ROCKSTROH B,WALTE F,KAPPES W,et al.New Ultrasound Testing System for the Production Testing of Rail Wheel[J].Insight-Non-Destructive Testing and Condition Monitoring,2007,49(6):333 -336.
【4】汪星明,郭耀紅,朱慶友,等.復合材料無損檢測研究進展[J].玻璃鋼/復合材料,2012(S1):261-265. WANG X M,GUO Y H,ZHU Q Y,et al.Progress in Research of Nondestructive Testing Technique of Composites[J].Fiber Reinforced Plastics/Composites,2012(S1):261-265.
【5】董世運,劉彬,徐濱士,等.發動機舊連桿缺陷超聲檢測研究[J].失效分析與預防,2011,6(1):19-22. DONG S Y,LIU B,XU B S,et al.Ultrasonic Testing of Flaws in Discarded Connecting Rod of Engine[J].Failure Analysis and Prevention,2011,6(1):19-22.
【6】董德秀,朱萍,柏鎮,等.硅橡膠-鋼粘接質量的超聲檢測[J].航空制造技術,2015(19):99-102. DONG D X,ZHU P,BAI Z,et al.Ultrasonic Inspection of Rubber-steel Bonding Quality[J].Aeronautical Manufacturing Technology,2015(19):99-102.
【7】胡宏偉,彭凌興,周正干,等.曲面構件水浸超聲檢測缺陷定量研究[J].航空學報,2014,35(11):3166-3171. HU H W,PENG L X,ZHOU Z G,et al.Quantitative Research on Defect of Curved Components with Immersion Ultrasonic Testing[J].Acta Aeronautica ET Astronautica Sinica,2014,35(11):3166-3171.
【8】韓波,梁菁,史亦韋,等.國內外超聲波探頭測試與評價標準的比較與分析[J].無損檢測,2014,35(2):71-74. HAN B,LIANG J,SHI Y W,et al.Comparison and Analysis of Home and Abroad Standards on Evaluating Characteristics of Ultrasonic Search Units[J].Nondestructive Testing,2014,35(2):71-74.
Research on the Defect of Small End of Connecting Rod by Ultrasonic Testing
WU Jinxin1, YAO Zhen2
(1.School of Information Engineering, Guangdong University of Technology, Guangzhou Guangdong 510000,China;2.School of Electro-mechanical Engineering, Guangdong University of Technology, Guangzhou Guangdong 510000,China)
For the defect of small end of connecting rod,the ultrasonic testing was carried out. According to the structure and material characteristics of small end of connecting rod, a one transmission one
double straight probe was customized, and a special simulation test block was designed. The penetrating wave of defect holes with different positions and different sizes were compared and analyzed. The experimental results show that the method of water soaking transmission detection using double straight probe can be used to realize the defect detection for ultrasonic at the small end of the connecting rod.
Small end of connecting rod; Defect; Ultrasonic testing
2016-12-30
廣東省科技計劃項目(2016A010102017)
吳錦莘(1991—),男,碩士研究生,主要研究方向為超聲波檢測。E-mail:917086075@qq.com。
10.19466/j.cnki.1674-1986.2017.04.017
TG115.28;U464.149
B
1674-1986(2017)04-065-05
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
海峽科技與產業(2016年3期)2016-05-17 04:32:12