蛇形管高壓加熱器的結(jié)構(gòu)特點(diǎn)及其制造工藝分析
2017-07-14 07:42:09朱建偉
能源研究與信息 2017年2期
關(guān)鍵詞:焊縫
朱建偉

摘要: 蛇形管高壓加熱器是一種新的結(jié)構(gòu)形式的高壓加熱器,能更好地滿足高參數(shù)、大容量機(jī)組的需求,但其結(jié)構(gòu)與傳統(tǒng)的高壓加熱器結(jié)構(gòu)差異較大,因此在設(shè)備制造過(guò)程中存在著許多難點(diǎn).介紹了蛇形管高壓加熱器在制造加工中主要難點(diǎn)的解決方法,以及確保其達(dá)到設(shè)計(jì)要求的手段,例如,集箱管加工、蛇形管彎制、蛇形管與集箱管障礙焊接、窄間隙內(nèi)孔焊等新工藝技術(shù)和手段,并為結(jié)構(gòu)形式相同的熱交換器的制造提供參考.
關(guān)鍵詞:
高壓加熱器; 蛇形管; 焊接; 工藝
中圖分類號(hào): TM 621文獻(xiàn)標(biāo)志碼: A
Structure Characteristics of High Pressure Heater with Coil Tubes and Its Manufacture Technology
ZHU Jianwei
(Shanghai Power Station Auxiliary Equipment Works Co., Ltd.
Shanghai Electric Power Generation Group, Shanghai 200090, China)
Abstract:
It is a new type of high pressure heater with coiltube header,which can meet the requirements of high parameter and large capacity unit.But there exist some differences from the structure of traditional high pressure heater.Therefore,there are a lot of difficulties to solve during the manufacturing.The solutions to the main manufacturing difficulties were introduced in this article using new fabrication technologies including numerical control machining,coil tube bending,tube barrier welding,internal bore welding for narrow gap and so on to make the product quality meet the design requirements.The results can provide a reference for the heat exchanger manufacturing with the same structure.
Keywords:
high pressure heater; coil tube; welding; technology
隨著對(duì)環(huán)境污染治理政策的推出,國(guó)家對(duì)電廠節(jié)能減排的要求不斷提高,同時(shí)電廠本身也希望能提高發(fā)電效率,降低能源消耗,因此大容量機(jī)組開(kāi)始逐漸發(fā)展.由于采用了大容量機(jī)組,設(shè)備造價(jià)相對(duì)降低,采用高參數(shù)或超高參數(shù)也使機(jī)組熱效率顯著提高,因此高參數(shù)、大容量超臨界或超超臨界機(jī)組已成為當(dāng)今火電燃煤機(jī)組發(fā)展的必然趨勢(shì),但采用高參數(shù)后對(duì)機(jī)組所使用的設(shè)備材料要求日益提高.高壓加熱器是電廠熱力系統(tǒng)的一個(gè)重要輔機(jī)設(shè)備,隨著參數(shù)逐步提高,高壓加熱器的管板和殼體材料由最早的碳鋼材料改為合金鋼材料,材料厚度也在不斷增加.傳統(tǒng)的高壓加熱器采用U形管+管板結(jié)構(gòu)形式,國(guó)內(nèi)百萬(wàn)kW等級(jí)火電機(jī)組的高壓加熱器通常采用此類加熱器,其制造工藝相對(duì)成熟和穩(wěn)定.由于加熱器換熱性能受制于設(shè)計(jì)壓力、原材料性能以及換熱管泄漏頻繁等因素,U形管+管板結(jié)構(gòu)形式的高壓加熱器越來(lái)越難以滿足高參數(shù)、大容量機(jī)組的要求.然而,國(guó)外同等級(jí)別乃至更高級(jí)別的機(jī)組均已采用蛇形管+集箱管結(jié)構(gòu)形式的高壓加熱器[1].國(guó)內(nèi)這種結(jié)構(gòu)形式的高壓加熱器是近年來(lái)才開(kāi)始逐步應(yīng)用于高參數(shù)、大容量機(jī)組.
隨著火電機(jī)組設(shè)計(jì)參數(shù)的不斷提高,U形管+管板結(jié)構(gòu)形式高壓加熱器的管板直徑和厚度不斷增加,給產(chǎn)品制造帶來(lái)了不少困難.該結(jié)構(gòu)形式的高壓加熱器還存在先天不足,即:頻繁啟停會(huì)導(dǎo)致設(shè)備產(chǎn)生較大的熱應(yīng)力,可能引起殼體和管板連接處的熱裂紋[2],從而導(dǎo)致泄漏.若高壓加熱器采用蛇形管結(jié)構(gòu),則可有效解決U形管式加熱器管板厚度不斷增加的問(wèn)題.同時(shí),蛇形管高壓加熱器的換熱管與集箱管管座采用對(duì)接焊縫的連接方式,使得其管束失效率很低,泄漏幾率大大降低.蛇形管高壓加熱器在高參數(shù)、大容量機(jī)組中運(yùn)行的可靠性較高,有逐步替代U形管高壓加熱器的趨勢(shì).但蛇形管高壓加熱器的制造工藝與常規(guī)換熱器有很大的不同,面臨一系列技術(shù)難點(diǎn),例如,集箱管加工、蛇形管彎制、蛇形管與集箱管障礙焊接、窄間隙內(nèi)孔焊、殼體與管束的裝配等.而其制造工藝研制成功與否是決定設(shè)備可靠性的關(guān)鍵.
1集箱管加工
在結(jié)構(gòu)形式上,蛇形管高壓加熱器與傳統(tǒng)的高壓加熱器有很大的差異,蛇形管高壓加熱器的集箱管替代了常規(guī)加熱器的管板.選用集箱管的設(shè)計(jì)方案不僅解決了在高參數(shù)下管板設(shè)計(jì)厚度不斷增大而管板卻面臨無(wú)料可供的窘境,而且大幅提高了蛇形管高壓加熱器的使用壽命.
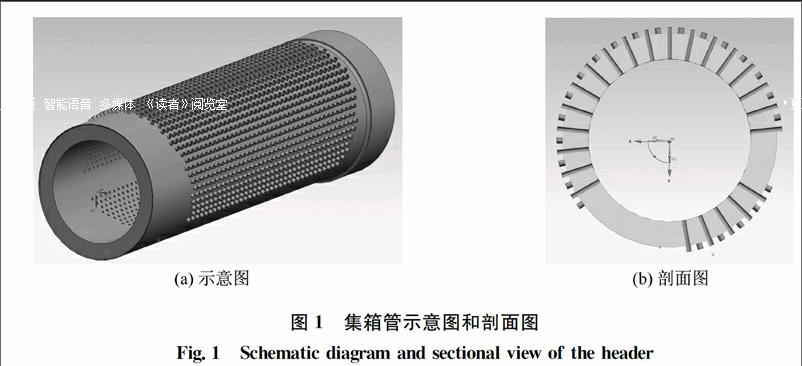
蛇形管高壓加熱器的集箱管不同于U形管加熱器的平板式管板,在集箱管表面帶有許多管接頭.集箱管示意圖和剖面圖如圖1所示.按一定規(guī)律在整個(gè)集箱管表面排布了數(shù)千個(gè)管接頭,各管接頭以一定角度在集箱管表面周向等距布置.在集箱管表面的軸線方向上,各管接頭以固定間距線性排布.
集箱管為整體鍛造管,鍛坯件外表面應(yīng)留有一定的加工余量,以滿足各管接頭的加工要求.在加工前,先利用三維建模軟件,對(duì)集箱管進(jìn)行仿真模擬加工,以確認(rèn)加工軌跡和切削參數(shù).在確認(rèn)模擬加工程序無(wú)誤后,利用可調(diào)節(jié)角度的裝夾工裝對(duì)集箱管鍛坯件進(jìn)行一次裝夾,以保證零件的加工精度.采用數(shù)控加工機(jī)床,對(duì)集箱管表面的管接頭進(jìn)行整體加工成形.可選用的加工機(jī)床通常為數(shù)控龍門(mén)式鏜銑床或臥式數(shù)控鏜銑床.
2蛇形管彎制
蛇形管彎制是蛇形管高壓加熱器制造中的關(guān)鍵工序,也是推進(jìn)國(guó)產(chǎn)化制造的一個(gè)重要節(jié)點(diǎn).
蛇形換熱管比常規(guī)加熱器換熱管管徑大,長(zhǎng)度長(zhǎng).蛇形換熱管有多個(gè)彎管,且每一層換熱管的彎曲半徑和角度均不相同,但每一列換熱管的彎制形狀相同.
經(jīng)調(diào)研,目前國(guó)內(nèi)管材供應(yīng)商還不具備提供蛇形換熱管的能力,若在國(guó)內(nèi)采購(gòu)成形的蛇形管,則供應(yīng)商必須增加固定資產(chǎn)投入并進(jìn)行研制,且其初步報(bào)價(jià)也明顯高于市場(chǎng)價(jià).因此,為了確保蛇形換熱管的加工周期及質(zhì)量,并控制成本,必須采購(gòu)直管并自行彎制蛇形管換熱管.
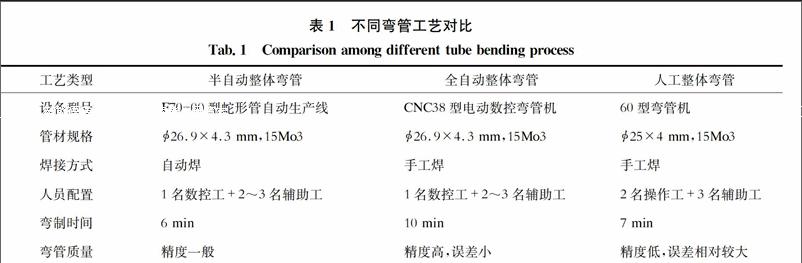
因此,分別進(jìn)行了人工整體彎管、半自動(dòng)整體彎管和全自動(dòng)整體彎管的工藝試驗(yàn).不同彎管工藝對(duì)比如表1所示,以確定蛇形彎管的加工工藝.為了便于彎管后尺寸對(duì)樣,還設(shè)計(jì)制作了專用的彎管平臺(tái).該平臺(tái)可兼顧蛇形管的裝夾與固定,成為蛇形管的對(duì)接工裝.這不僅便于檢查彎管尺寸,而且為后續(xù)工序創(chuàng)造了條件.
3蛇形管與集箱管障礙焊接
每層蛇形換熱管與集箱管的連接方式均采用環(huán)繞式對(duì)接焊接,如圖2所示.由于每層蛇形換熱管之間的空間狹小,大大增加了焊接操作的難度.蛇形換熱管與集箱管的對(duì)接焊接時(shí)需要逐一組對(duì),逐個(gè)焊接,因受空間和位置的限制,無(wú)法進(jìn)行自動(dòng)焊接,只能采用手工氬弧焊的焊接方式.為保證焊縫的焊接質(zhì)量,在打底層焊接時(shí),需要采用內(nèi)加絲的特殊焊接工藝.在焊接過(guò)程中,因存在施焊盲區(qū),焊工需使用左、右手分別從兩個(gè)半圈完成施焊.在施焊前期,需進(jìn)行大量的專項(xiàng)焊接培訓(xùn)工作.為此,還制作了1∶1的模擬件,以便進(jìn)行實(shí)體焊接訓(xùn)練.通過(guò)焊接培訓(xùn),最終使蛇形管與集箱管管座的焊縫一次合格率達(dá)到99%以上,縮短了產(chǎn)品的制造周期,并提高了焊接質(zhì)量.
4射線探傷設(shè)備的改制
蛇形管高壓加熱器的結(jié)構(gòu)較為特殊,圍繞著蛇形換熱管的焊接工作量很大.根據(jù)相關(guān)規(guī)定[34],蛇形換熱管的對(duì)接焊縫必須進(jìn)行無(wú)損檢測(cè).由于結(jié)構(gòu)原因,每層蛇形換熱管焊接完成后,必須進(jìn)行無(wú)損檢測(cè),確定焊縫無(wú)缺陷后,才能進(jìn)行下一層的裝配及焊接.為此,需將管束從裝配場(chǎng)地吊運(yùn)至拍片室,多次頻繁往返,增加了起吊和檢測(cè)的工作量.為了提高效率,降低勞動(dòng)強(qiáng)度,確保產(chǎn)品質(zhì)量,對(duì)射線探傷設(shè)備進(jìn)行了改制.改進(jìn)后的便攜式X光射線機(jī)替代了進(jìn)口的單極X射線機(jī),可在現(xiàn)場(chǎng)進(jìn)行無(wú)損檢測(cè).同時(shí),還設(shè)計(jì)制造了移動(dòng)導(dǎo)軌的對(duì)焦移動(dòng)框架,提高了X光機(jī)的拍片效率,減輕了無(wú)損檢測(cè)的工作強(qiáng)度.
5殼體與管束的裝配
蛇形管高壓加熱器殼體與管束的裝配有別于傳統(tǒng)的U形管高壓加熱器裝配,裝配前,須先將殼體固定,通過(guò)牽引方式將整個(gè)管束拉入殼體內(nèi).為了保證管束順利套裝,在前期準(zhǔn)備時(shí)需將殼體中心線與管束中心線調(diào)整至同一高度,并處于同一直線上.為此,制作了專用的管束套裝平臺(tái),且在平臺(tái)上安裝了與殼體內(nèi)相同高度的滾輪支架,以降低管束套裝阻力,使管束組件能輕松地從裝配平臺(tái)滑入殼體內(nèi).同時(shí),在殼體一側(cè)安裝了配重裝置,避免套裝時(shí)殼體發(fā)生移動(dòng),確保套裝過(guò)程安全可靠.蛇形管高壓加熱器管束的套裝如圖3所示.
6集箱管與延伸段的焊接
須待管束套裝完成后才可對(duì)蛇形管高壓加熱器的集箱管與集箱管延伸段進(jìn)行裝配和焊接,這類焊縫質(zhì)量直接關(guān)系到整個(gè)設(shè)備的運(yùn)行安全.在焊接過(guò)程中,因空間狹小,且集箱管管壁較厚(大于100 mm),若此焊縫采用手工焊,則當(dāng)焊縫有缺陷需返修時(shí),焊工操作將難以展開(kāi).通過(guò)方案論證和市場(chǎng)調(diào)研,并結(jié)合制造中的客觀條件,通過(guò)多項(xiàng)焊接試驗(yàn),聯(lián)合某焊機(jī)廠研制了一套內(nèi)孔焊的焊接設(shè)備,并開(kāi)發(fā)了全新的焊接工藝,利用窄間隙自動(dòng)氬弧焊完成了該類焊縫的焊接.焊接前,先將集箱管與延伸段裝配就位,在延伸段一側(cè),將內(nèi)孔焊機(jī)置于集箱管內(nèi),并安裝固定,通過(guò)焊機(jī)機(jī)頭的傳動(dòng)機(jī)構(gòu),焊槍沿著焊縫坡口,可作360°無(wú)干涉回轉(zhuǎn);然后,按照窄間隙焊接工藝,完成集箱管與延伸段內(nèi)坡口的自動(dòng)焊接.
采用窄間隙自動(dòng)氬弧焊機(jī)后,有效地解決了集箱管與延伸段的焊接難題,提高了焊縫質(zhì)量和焊接效率,也降低了焊工的勞動(dòng)強(qiáng)度.集箱管與延伸段的焊接方式如圖4所示.
7結(jié)語(yǔ)
隨著我國(guó)電力工業(yè)的發(fā)展,高參數(shù)、大容量機(jī)組的數(shù)量不斷增加,因此,與之配套的高壓加熱器參數(shù)也越來(lái)越高.在比較蛇形管高壓加熱器與傳統(tǒng)的U形管高壓加熱器結(jié)構(gòu)特點(diǎn)的基礎(chǔ)上,指出了蛇形管高壓加熱器在高參數(shù)、大容量機(jī)組中應(yīng)用的優(yōu)勢(shì),并成功開(kāi)發(fā)了蛇形管高壓加熱器的主要加工工藝,為其應(yīng)用創(chuàng)造了工藝條件.
參考文獻(xiàn):
[1]凌峰.蛇形管式高壓加熱器在大型火電機(jī)組中的應(yīng)用[J].電站輔機(jī),2014,35(3):5-7.
[2]蔡錫琮.高壓給水加熱器[M].北京:水利電力出版社,1995.
[3]壓力容器:GB 150—2011[S].北京:中國(guó)標(biāo)準(zhǔn)出版社,2012.
[4]國(guó)家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局.TSG 21—2016固定式壓力容器安全技術(shù)監(jiān)察規(guī)程[S].北京:新華出版社,2016.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07