電真空無(wú)氧銅棒表面起泡原因分析
2017-07-18 11:59:26李湘海蔣長(zhǎng)樂中鋁洛陽(yáng)銅業(yè)有限公司洛陽(yáng)471039
理化檢驗(yàn)(物理分冊(cè)) 2017年2期
李湘海, 蔣長(zhǎng)樂(中鋁洛陽(yáng)銅業(yè)有限公司, 洛陽(yáng) 471039)

電真空無(wú)氧銅棒表面起泡原因分析
李湘海, 蔣長(zhǎng)樂
(中鋁洛陽(yáng)銅業(yè)有限公司, 洛陽(yáng) 471039)
某公司使用TU1無(wú)氧銅棒生產(chǎn)電真空器件,封裝過(guò)程中銅棒表面起泡。采用低倍檢驗(yàn)、金相檢驗(yàn)、化學(xué)成分分析、掃描電鏡以及能譜分析等方法對(duì)起泡原因進(jìn)行了分析。結(jié)果表明:TU1無(wú)氧銅棒在擠制過(guò)程中尾部切除不完全,存在皮下縮尾缺陷,皮下縮尾缺陷中的氧化物夾雜是導(dǎo)致銅棒表面起泡的主要原因。
TU1無(wú)氧銅棒;電真空器件;表面起泡;皮下縮尾;氧化物夾雜
電真空器件主要應(yīng)用于高頻和超高頻發(fā)射管、高壓和超高壓開關(guān)、波導(dǎo)管、磁控管等領(lǐng)域,要求嚴(yán)格控制材料中的氧含量,其原因是電真空器件需要在氫氣中加熱封裝,氧的存在會(huì)導(dǎo)致氫氣病[1]的發(fā)生,引起器件在高真空環(huán)境中的破壞,因此電真空用銅必須用高純度的無(wú)氧銅作為原材料。某公司選用TU1無(wú)氧銅棒作為生產(chǎn)電真空器件的原材料,在封裝過(guò)程中發(fā)現(xiàn)工件表面起泡,導(dǎo)致產(chǎn)品報(bào)廢。一段時(shí)間以來(lái),無(wú)氧銅及其他紫銅在生產(chǎn)過(guò)程中產(chǎn)生起泡現(xiàn)象一直困擾著原材料生產(chǎn)廠家。為此,筆者通過(guò)全面的理化檢驗(yàn)及分析,探討了可能導(dǎo)致該批無(wú)氧銅工件表面起泡的原因,并給出了改進(jìn)措施。
1 理化檢驗(yàn)
1.1 低倍檢驗(yàn)

圖1 工件表面鼓泡宏觀形貌Fig.1 Macro morphology of surface bubbles of the workpiece
TU1無(wú)氧銅電真空器件表面的鼓泡形貌如圖1所示,圖中箭頭所指為鼓泡。對(duì)工件橫端面車削后用體積分?jǐn)?shù)為30%的硝酸水溶液腐蝕,肉眼可觀察到在棒材近表面存在皮下缺陷,未發(fā)現(xiàn)其他低倍缺陷,如圖2所示,圖3為圖2中箭頭所指缺陷的放大形貌,可以清楚地看到裂口的外側(cè)向外鼓出形成起泡。
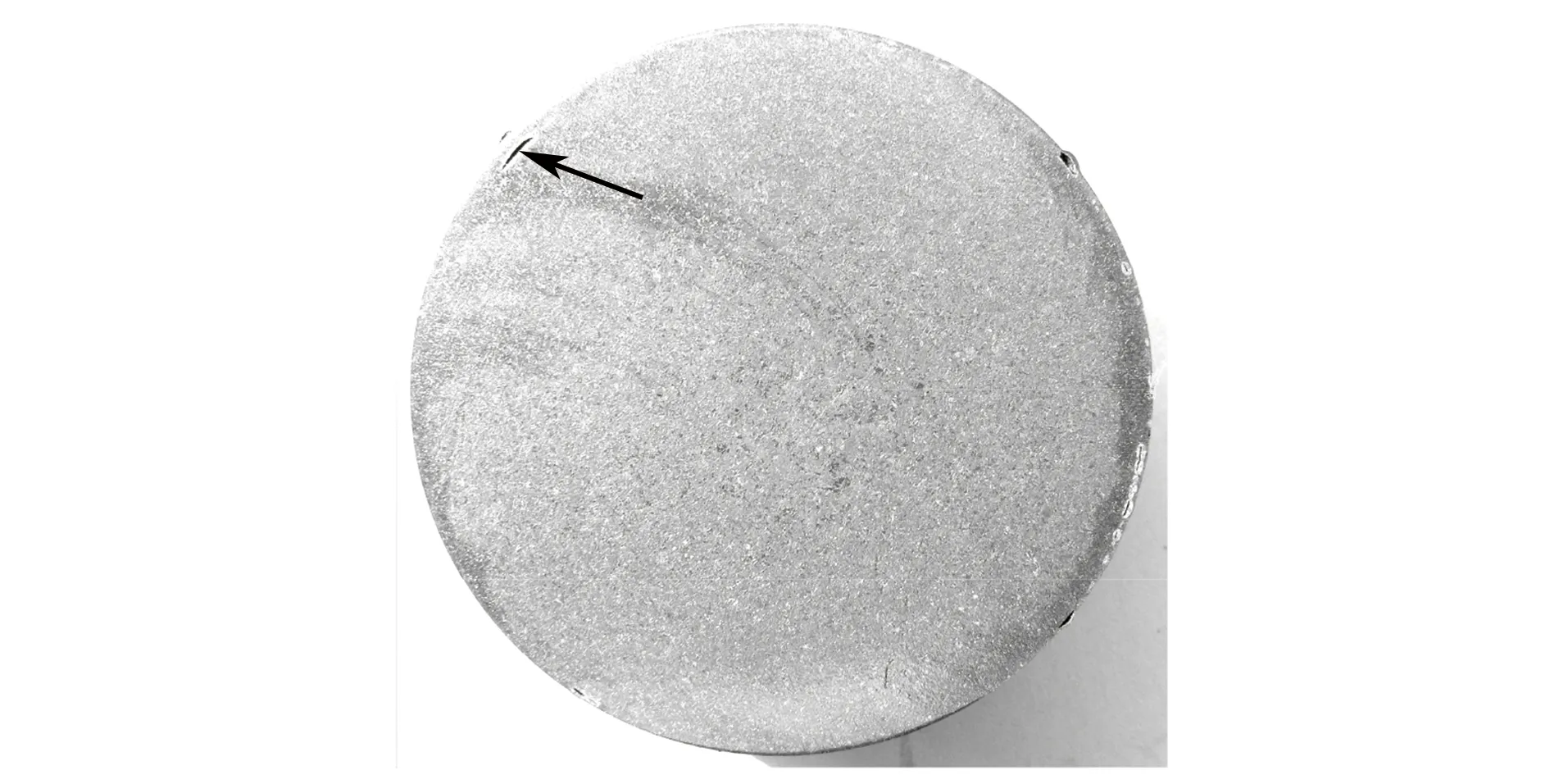
圖2 工件端面低倍組織形貌Fig.2 Macro structure morphology of the workpiece end face
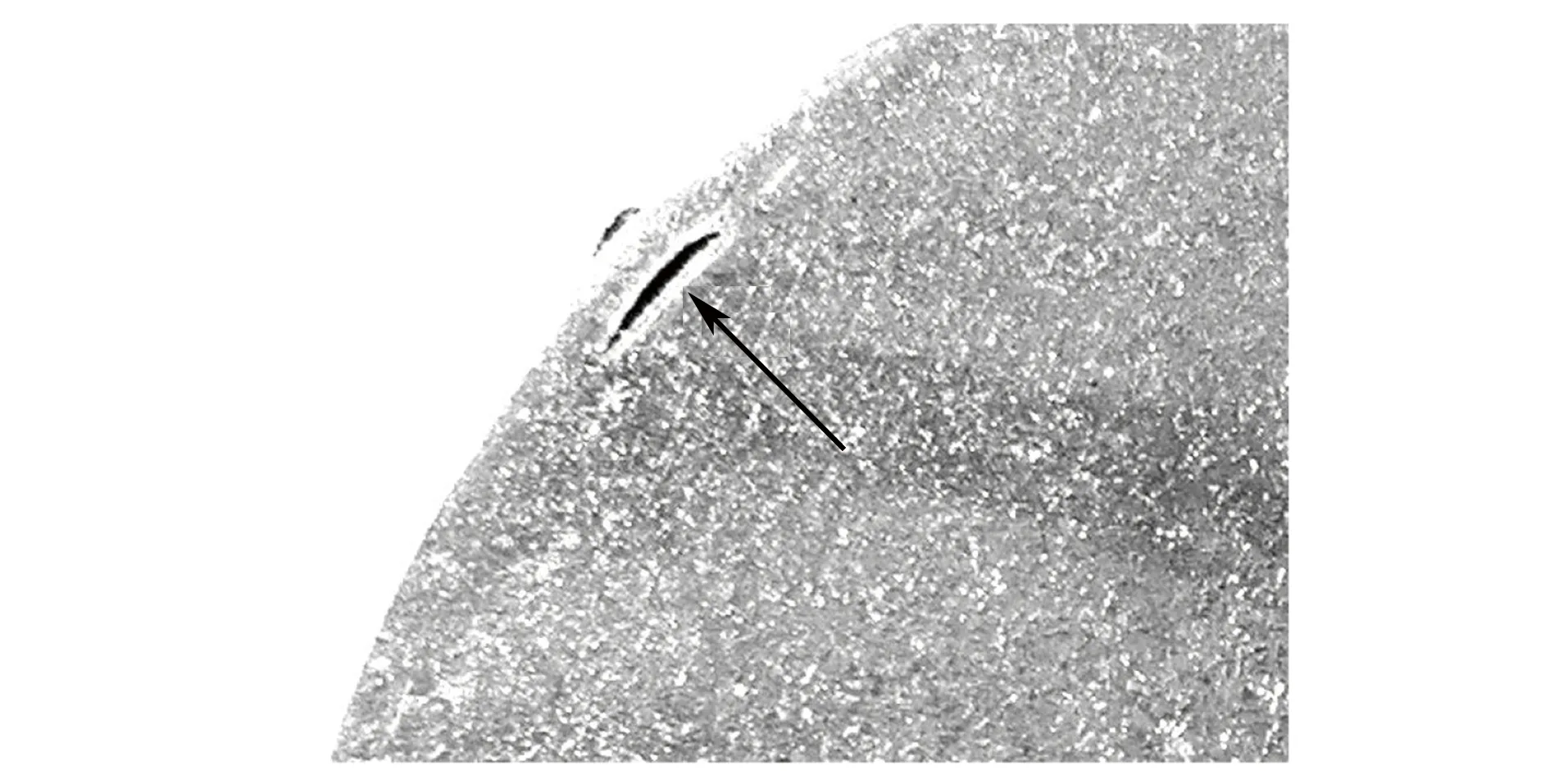
圖3 缺陷放大形貌Fig.3 Enlarge morphology of the defect
1.2 金相檢驗(yàn)
對(duì)工件沿橫端面和縱截面取樣,經(jīng)金相制樣并侵蝕后在金相顯微鏡下觀察。工件顯微組織為α單相再結(jié)晶組織,晶間無(wú)第二相,組織正常。在工件橫端面和縱截面金相試樣上均可觀察到皮下縮尾缺陷,如圖4和圖5所示,圖中箭頭1所指為缺陷,箭頭2所指為工件外表面。
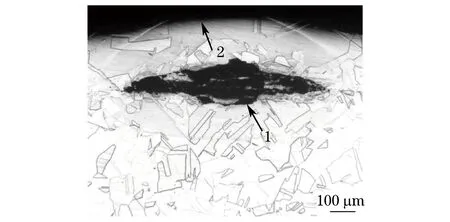
圖4 工件橫端面顯微組織形貌Fig.4 Microstructure morphology of the workpiece cross end face
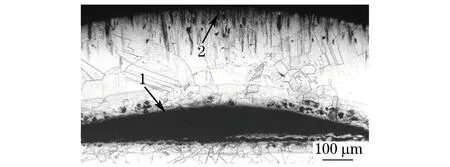
圖5 工件縱截面顯微組織形貌Fig.5 Microstructure morphology of the workpiece longitudinal section
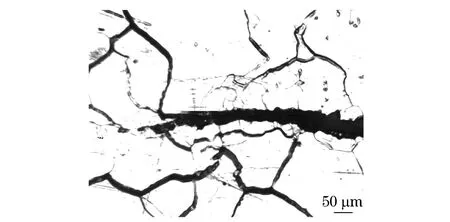
圖6 缺陷處氫氣退火后顯微組織形貌Fig.6 Microstructure morphology of the defect position after hydrogen annealing
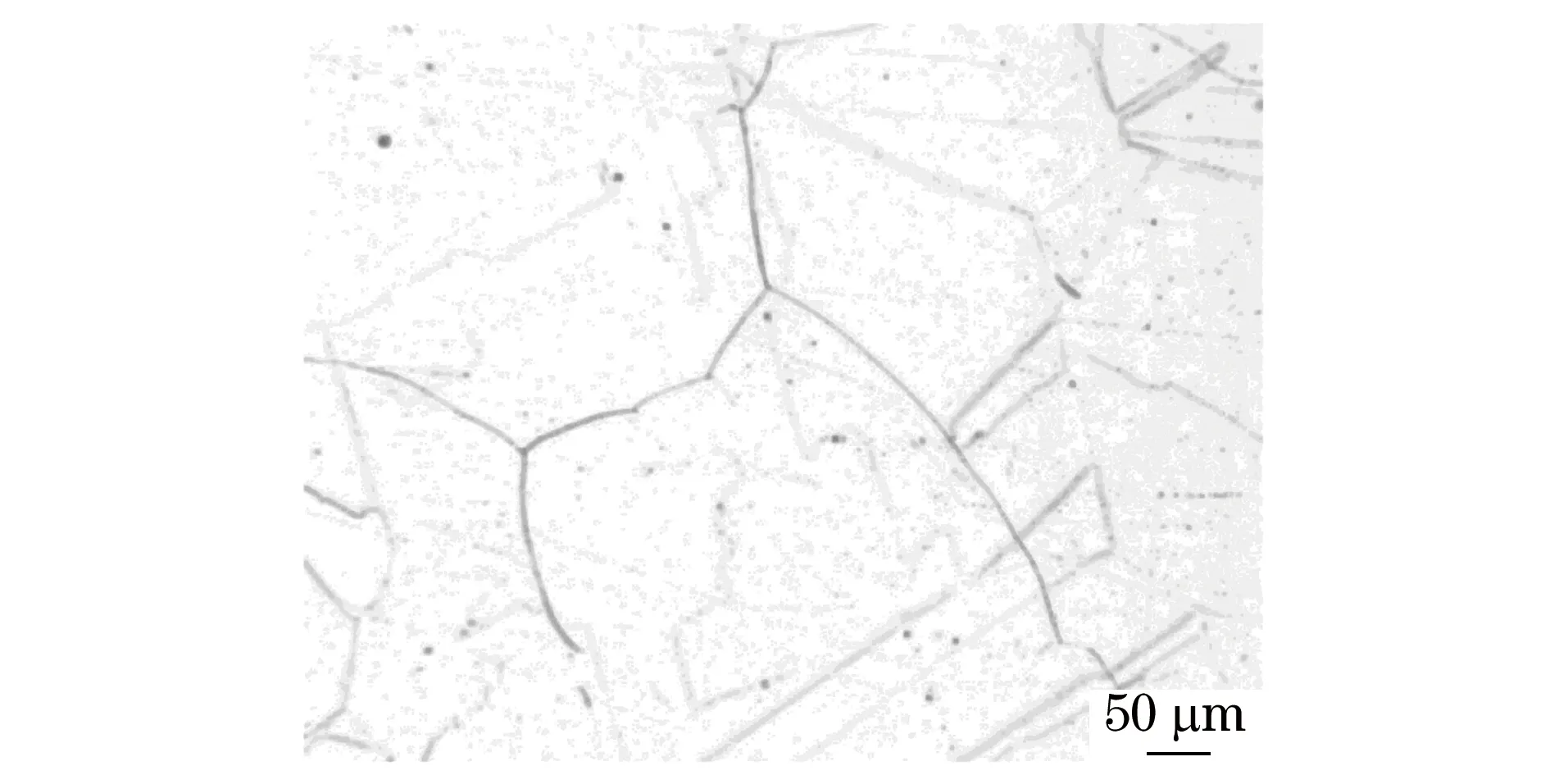
圖7 無(wú)缺陷處氫氣退火后顯微組織形貌Fig.7 Microstructure morphology of the normal position after hydrogen annealing
對(duì)工件有缺陷處和無(wú)缺陷處分別取樣進(jìn)行氫氣退火,按YS/T 335—2009《無(wú)氧銅含氧量金相檢驗(yàn)方法》[2]進(jìn)行等級(jí)評(píng)定。有缺陷處經(jīng)氫氣退火后,晶間嚴(yán)重開裂,氧含量等級(jí)為5級(jí),見圖6;無(wú)缺陷處經(jīng)氫氣退火后,晶間無(wú)裂紋,氧含量等級(jí)為1級(jí),見圖7。
1.3 化學(xué)成分分析
對(duì)工件取樣進(jìn)行化學(xué)成分分析,其中氧含量在美國(guó)力可定氧分析儀上分析,其他元素含量均在美國(guó)熱電4460型直讀光譜儀上分析。各元素含量分析結(jié)果和GB/T 5231—2012《加工銅及銅合金牌號(hào)和化學(xué)成分》[3]中規(guī)定的TU1無(wú)氧銅化學(xué)成分見表1。可見工件所有雜質(zhì)元素的含量均小于標(biāo)準(zhǔn)規(guī)定的含量上限要求,尤其是氧含量遠(yuǎn)低于標(biāo)準(zhǔn)規(guī)定的含量要求。
1.4 掃描電鏡分析
工件起泡處剖開后底部的掃描電鏡(SEM)形貌如圖8所示,可見表面有明顯的附著物,對(duì)附著物進(jìn)行能譜(EDS)分析,結(jié)果顯示附著物主要為由氧、銅、鋁等元素組成的氧化物,見圖9。

表1 化學(xué)成分分析結(jié)果(質(zhì)量分?jǐn)?shù))Tab.1 Chemical composition analysis results (mass) %
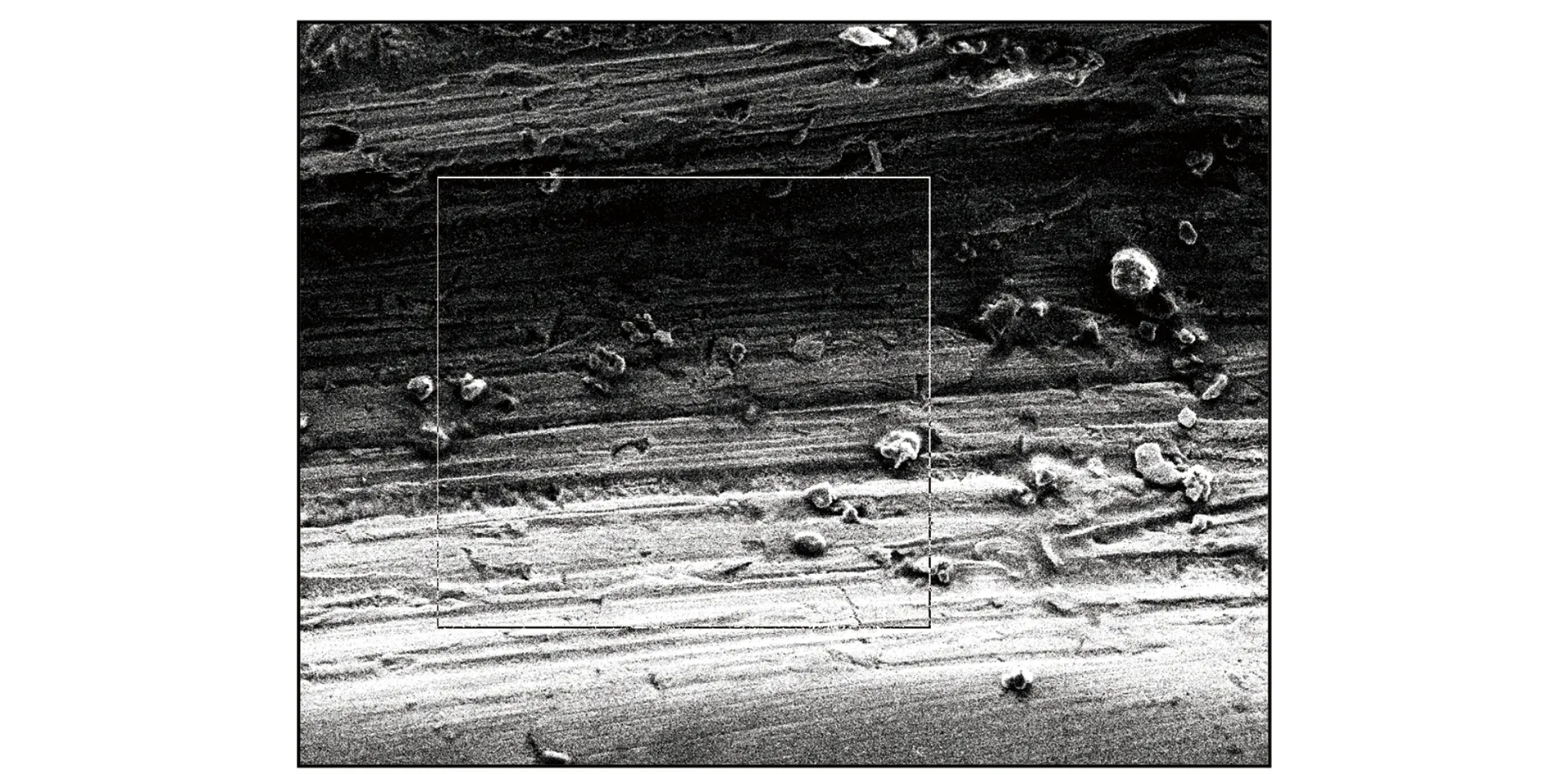
圖8 工件起泡部位SEM形貌Fig.8 SEM morphology of the workpiece bubbling position
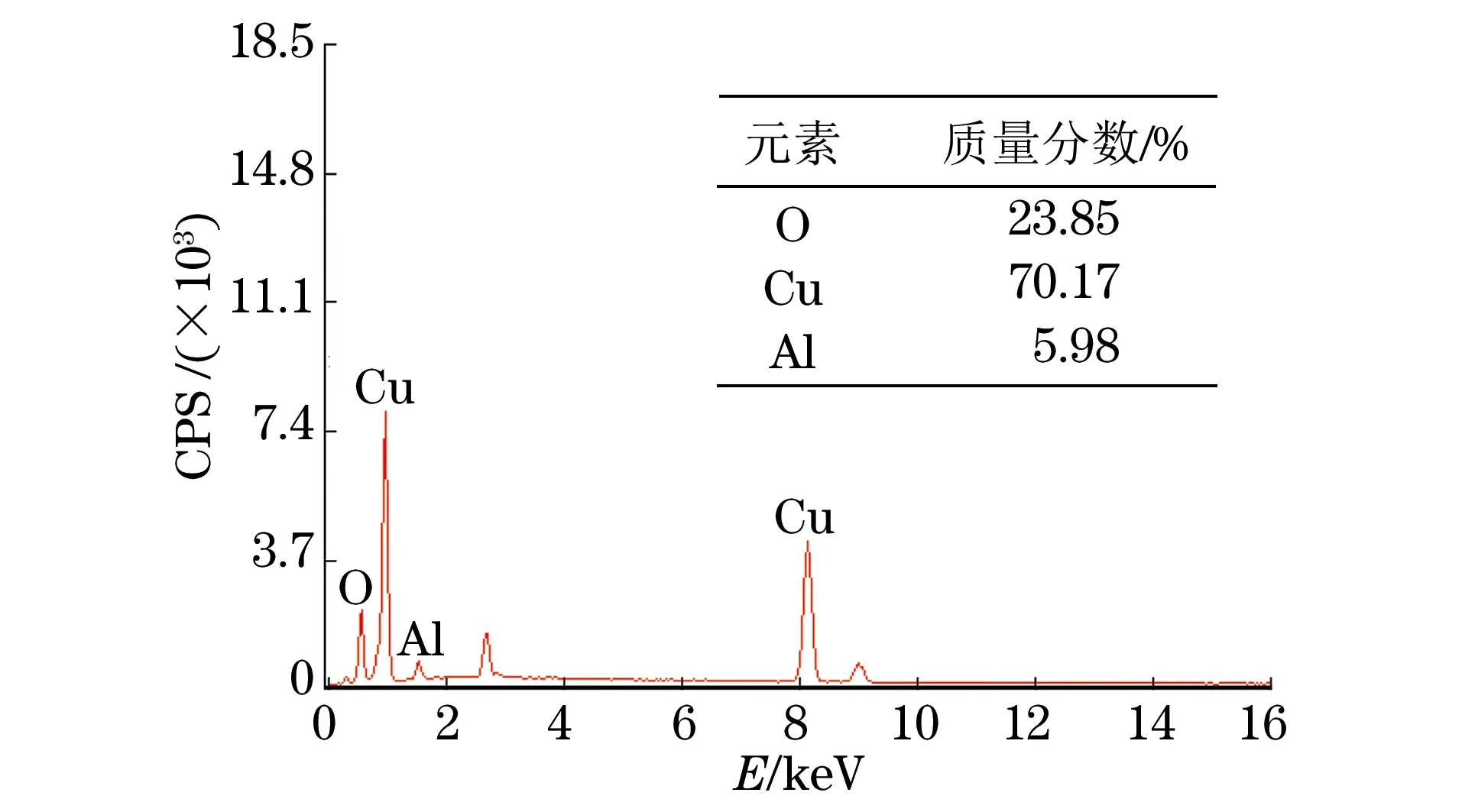
圖9 起泡部位附著物EDS譜Fig.9 EDS spectrum of attachments of the bubbling position
2 分析與討論
工件材料為TU1無(wú)氧銅棒,原始棒材機(jī)加工后經(jīng)真空高溫釬焊,表面出現(xiàn)較多、大小不等的起泡,起泡表面圓滑、飽滿,且沿加工方向稍有拉長(zhǎng)(圖1)。工件端面低倍腐蝕后觀察,組織較細(xì),在距棒材近表面處存在不連續(xù)的環(huán)狀皮下縮尾缺陷,局部已張開并形成裂口(圖2),裂口的外側(cè)向外鼓出形成起泡(圖3),未發(fā)現(xiàn)其他低倍缺陷。
縮尾是擠壓制品尾端的一種特殊缺陷,按其在擠制品上分布的位置,可分為一次縮尾、二次縮尾、皮下縮尾。皮下縮尾位于制品表面或近表面,嚴(yán)重的可以形成表面分層。擠制品在擠壓后期死區(qū)附近的金屬因劇烈滑移產(chǎn)生很大的剪切應(yīng)力而斷裂,此時(shí)剩余錠坯表面的氧化膜、潤(rùn)滑劑等污物沿著斷裂面流入擠制品包覆在表面或近表面,從而形成皮下縮尾缺陷[4]。
從工件橫端面顯微組織中觀察到了這種氧化物夾雜,氣泡剖面局部張開,裂口中間有空隙(圖4),裂口處外側(cè)金屬較薄,向外鼓出形成起泡;工件縱截面顯微組織中缺陷多表現(xiàn)為沿軸向分布的一條不連續(xù)的黑色條狀?yuàn)A雜物,同樣存在局部張開、中間有空隙的裂口(圖5),向外側(cè)鼓出的特征也同樣明顯。將存在皮下縮尾的試樣在氫氣氣氛中加熱到840 ℃保溫20 min退火處理,夾雜缺陷處晶界嚴(yán)重開裂(圖6),金相法檢驗(yàn)得到的氧含量等級(jí)為5級(jí),而沒有缺陷的部位未發(fā)生晶界開裂(圖7),金相法檢驗(yàn)得到的氧含量等級(jí)為1級(jí)。鼓泡底部位置的電鏡掃描和能譜分析結(jié)果顯示,鼓泡底部表面有附著物,且附著物為氧化物夾雜(圖8和圖9)。
工件化學(xué)成分分析結(jié)果顯示,各組成元素含量均符合標(biāo)準(zhǔn)技術(shù)要求,原材料氧含量也在正常范圍內(nèi)。低倍檢驗(yàn)結(jié)果表明,工件除了皮下縮尾外無(wú)其他缺陷,低倍組織正常。工件顯微組織為α單相再結(jié)晶組織,晶間無(wú)第二相,顯微組織也正常。
由此可見,由于工件近表面處存在不連續(xù)的皮下縮尾缺陷,皮下縮尾中的氧化物夾雜含有大量的氧元素,在氫氣氣氛中高溫封裝時(shí)與氫氣發(fā)生反應(yīng)生成水蒸氣,產(chǎn)生較大的壓力,當(dāng)壓力超出工件外側(cè)金屬層的強(qiáng)度時(shí),外側(cè)金屬層便會(huì)發(fā)生變形向外鼓出,在工件表面形成起泡[5]。
3 結(jié)論及建議
(1) 由于工件近表面處存在不連續(xù)的皮下縮尾缺陷,皮下縮尾中的氧化物夾雜含有大量的氧化亞銅或氧化銅,是導(dǎo)致工件在氫氣中加熱封裝時(shí)表面形成起泡的主要原因。
(2) 減輕或避免縮尾的措施有:切除尾部;選擇合理的擠壓溫度和擠壓速率,并改進(jìn)模具為擠壓時(shí)提供金屬均勻流動(dòng)條件,減少紊流可使縮尾大大減輕;另外采用脫皮擠壓也可減輕縮尾,提高擠制品質(zhì)量。
[1] 巴發(fā)海,柴澤,陳俊偉.TU2銅管泄漏原因分析[J].理化檢驗(yàn)-物理分冊(cè),2014,50(4):306-309.
[2] YS/T 335-2009 無(wú)氧銅含氧量金相檢驗(yàn)方法[S].
[3] GB/T 5231—2012 加工銅及銅合金牌號(hào)和化學(xué)成分[S].
[4] 王碧文,王濤,王祝堂.銅合金及其加工技術(shù)[M].北京:化學(xué)工業(yè)出版社,1977:87-96.
[5] 路俊攀,李湘海.加工銅及銅合金金相圖譜[M].長(zhǎng)沙:中南大學(xué)出版社,2010:33-35.
Reasons Analysis on Surface Bubbling of Electric Vacuum Oxygen Free Copper Bars
LI Xiang-hai, JIANG Chang-le
(Chinalco Luoyang Copper Co., Ltd., Luoyang 471039, China)
A company used TU1 oxygen free copper bars to manufacture electric vacuum devices and the copper bars bubbled on the surface in the process of packaging. The surface bubbling reasons were analyzed by means of macroscopic examination,metallographic examination,chemical composition analysis, TEM analysis and energy spectrum analysis. The results show that the TU1 oxygen free copper bars had subcutaneous shrinkage defect because of the incomplete tail resection in the process of extrusion, and the oxide inclusions in the subcutaneous shrinkage defect was the main reason for the surface bubbling of the oxygen free copper bars.
TU1 oxygen free copper bar; electric vacuum component; surface bubbling; subcutaneous shrinkage; oxide inclusion
2015-09-14
李湘海(1965-),男,高級(jí)工程師,學(xué)士,主要從事金屬材料檢測(cè)和失效分析工作,lixianghai998@sina.com。
10.11973/lhjy-wl201702017
TG379
B
1001-4012(2017)02-0144-03
