不同側(cè)向間隙下圓盤剪剪切數(shù)值模擬與實驗研究
2017-07-19 12:57:41方長錦楚志兵
重型機械 2017年3期
方長錦,楚志兵,魏 棟
(1.寶鋼工程技術(shù)集團有限公司,上海 201900;2.太原科技大學 重型機械教育部工程研究中心,山西 太原 030024)
實驗研究
不同側(cè)向間隙下圓盤剪剪切數(shù)值模擬與實驗研究
方長錦1,楚志兵2,魏 棟2
(1.寶鋼工程技術(shù)集團有限公司,上海 201900;2.太原科技大學 重型機械教育部工程研究中心,山西 太原 030024)
以Q235鋼為例,運用DEFORM-3D軟件,模擬了圓盤剪上下剪刃的側(cè)向間隙分別為0.5 mm、1 mm、1.5 mm、2 mm情況下的剪切20 mm厚鋼板過程,分析了不同側(cè)向間隙對剪切后的剪切力、鋼板斷面質(zhì)量及剪切后鋼板應(yīng)力分布的影響,模擬結(jié)果表明過大和過小的側(cè)向間隙會增大剪切力、造成應(yīng)力分布不均勻并對剪切斷面質(zhì)量有不利的影響,得出了在剪切20 mm厚鋼板時最佳側(cè)向間隙為1 mm,并通過現(xiàn)場設(shè)定側(cè)向間隙為1 mm對鋼板進行剪切,實驗結(jié)果表明當側(cè)向間隙為1 mm時剪切后的鋼板斷面質(zhì)量良好,證明了有限元模擬結(jié)果及側(cè)向間隙對剪切過程影響規(guī)律的準確性。
圓盤剪;側(cè)向間隙;剪切力;剪切斷面質(zhì)量
0 前言
我國作為鋼鐵大國,近年來鋼鐵生產(chǎn)和消費穩(wěn)居世界第一,其中冷軋板帶材占有很大的比重[1]。精整工序是冷軋生產(chǎn)線中為了提高產(chǎn)品的質(zhì)量而設(shè)置的關(guān)鍵環(huán)節(jié),而圓盤剪因其連續(xù)剪切的特點又成為板帶精整工序上的核心設(shè)備之一,圓盤剪的作用是切掉帶鋼邊部有缺陷的部分,從而提高帶鋼的精度,廣泛應(yīng)用于酸洗機組、拉矯機組以及橫切機組等,其切邊質(zhì)量直接影響冷軋帶鋼的質(zhì)量[2]。
圓盤剪剪切帶鋼時,由于結(jié)構(gòu)設(shè)計或工藝選擇不合理等因素會導致剪切質(zhì)量不穩(wěn)定,剪切斷面出現(xiàn)塌邊、毛刺、以及二次斷面等缺陷[3]。為了克服剪切過程中所出現(xiàn)的缺陷,大量學者對圓盤剪進行了分析和研究,景群平等人根據(jù)影響上、 下刀盤端面跳動精度的各個零件形位公差的因素探討了提高側(cè)向間隙精度和穩(wěn)定性的措施[4],李劍峰等人[5]和韓光燕[6]等人對圓盤剪進行了重新設(shè)計和改造以提高剪切質(zhì)量,胡建軍等人[7]和陳東文等人[8]研究了工藝參數(shù)對剪切質(zhì)量和剪切力等的影響,但上述研究都存在一定的局限性。
本文以某鋼鐵公司中厚板生產(chǎn)線生產(chǎn)20 mm厚Q235A鋼板為例對圓盤剪剪切中厚板進行了分析和研究,利用有限元模擬軟件對不同側(cè)向間隙下的剪切過程進行了仿真計算,對不同的剪刃側(cè)向間隙時,圓盤剪剪切過程中的剪切力、應(yīng)力分布以及剪后斷面質(zhì)量的變化規(guī)律進行了分析,確定出最優(yōu)的側(cè)向間隙,并通過實驗研究進而驗證了模擬結(jié)果,對圓盤剪的設(shè)計和制造以及剪切工藝的控制有一定的指導意義。
1 剪刃側(cè)向間隙
圖1為圓盤剪剪刃側(cè)向間隙示意圖,圖中剪刃側(cè)向間隙c為圓盤剪上下刀盤側(cè)刀面之間的距離。圓盤剪剪切鋼板時,合理的選擇剪刃側(cè)向間隙大小對鋼板的剪切質(zhì)量和剪切機的使用壽命至關(guān)重要。剪刃側(cè)向間隙c的選取不僅和切鋼板的厚度有關(guān),同時也和鋼板的材料密切相關(guān),當鋼板厚度越大以及材料強度越大時,剪刃側(cè)向間隙應(yīng)該越大,側(cè)向間隙應(yīng)該綜合鋼板厚度和材料來選取。實際剪切過程中,剪刃側(cè)向間隙通常采用經(jīng)驗選取,在剪切不同鋼板時,需要經(jīng)過大量試驗確定合適的側(cè)向間隙值[9]。

圖1 側(cè)向間隙示意圖
2 有限元模型建立及結(jié)果分析
2.1 有限元模型建立
由于圓盤剪剪切鋼板過程的復雜性,所以有必要對模型進行簡化,利用Pro/E軟件建立有上、下刀盤、鋼板以及導輥組成的三維模型,通過STL接口進行轉(zhuǎn)換而后導入DEFORM-3D中并進行定位。因為在實際生產(chǎn)中刀盤為高合金鋼,同Q235相比其強度大、硬度高,在剪切過程彈性變形極小,所以將刀盤和導輥設(shè)定為剛體,將鋼板設(shè)置為彈塑性體,圖2為圓盤剪有限元模型[10]。

圖2 圓盤剪有限元模型
在模擬過程中如果網(wǎng)格劃分過大,會引起鋼板被剪區(qū)域的網(wǎng)格發(fā)生嚴重的畸變,以至于模擬結(jié)果不準確甚至導致模擬過程自動停止,為了提高工作效率并且保證模擬的精度,故采用局部高密度網(wǎng)格劃分的方法對鋼板剪切區(qū)域進行網(wǎng)格劃分。對側(cè)向間隙分別為0.5 mm,1 mm,1.5 mm,2 mm的剪切過程進行有限元模擬。
2.2 模擬結(jié)果分析
2.2.1 不同側(cè)向間隙對剪切力的影響
圖3為不同側(cè)向間隙下剪切力變化曲線。從圖中可以看出,剪切力先是隨著側(cè)向間隙的增加而減小,產(chǎn)生這種現(xiàn)象的原因是當側(cè)向間隙小于一定值時,鋼板在上下刃口產(chǎn)生的裂紋不重合,形成了二次斷面。在側(cè)向間隙達到某一臨界值后, 隨著側(cè)向間隙的增加,剪切力也不斷增大,這是因為側(cè)向間隙過大時,鋼板在上下刃口產(chǎn)生的裂紋也不重合, 而是向內(nèi)錯開了一段距離, 夾在裂紋中間的金屬, 在上下剪刃的作用下被拉斷, 造成剪切力上升。綜合上述情況可得出,過小和過大的側(cè)向間隙都會造成剪切力增大,側(cè)向間隙應(yīng)設(shè)置在1 mm左右為宜。
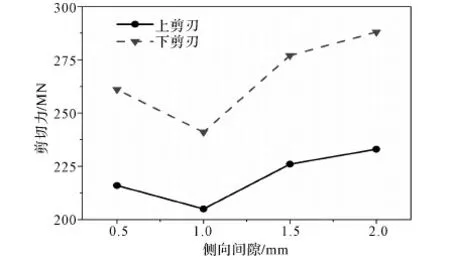
圖3 不同側(cè)向間隙下的剪切力變化曲線
2.2.2 不同側(cè)向間隙對斷面質(zhì)量的影響
圖4為不同側(cè)向間隙下的剪切斷面。從圖4可看出,當側(cè)向間隙為0.5 mm時,鋼板的剪切斷面質(zhì)量較差,其中包括塌角、斷裂帶以及毛刺的區(qū)域都有較高的高度,相反光亮帶的高度較低;當側(cè)向間隙增大到1 mm時,可以看出剪切斷面質(zhì)量良好,塌角、斷裂帶以及毛刺的高度均有一定程度的減小,而光亮帶的高度達到最大值。隨著側(cè)向間隙的不斷增大,剪切斷面的光亮帶高度開始逐漸減小,塌角、斷裂帶以及毛刺的高度不斷增加,發(fā)生這種現(xiàn)象的原因是當側(cè)向間隙過大時,鋼板與剪刃之間的摩擦力也隨之增大,進而使鋼板溫度升高,這種溫度效應(yīng)使得鋼板的脆性降低,脆性的降低在使裂紋尖端的塑性變形量得到了一定程度的提高,從而降低了鋼板的剪切斷面質(zhì)量。因此,當側(cè)向間隙過大或過小都會對剪切斷面質(zhì)量造成不利的影響,合適的側(cè)向間隙為1 mm左右。


圖4 不同側(cè)向間隙下的剪切斷面圖
2.2.3 不同側(cè)向間隙對應(yīng)力分布的影響
圖5為鋼板在某一瞬時不同側(cè)向間隙下的應(yīng)力分布圖。從圖中可看出,當剪切速度從0.5 mm 增加至1 mm 時,等效應(yīng)力的分布從比較不規(guī)則分散的狀態(tài)變?yōu)榫鶆蚣袪顟B(tài),這是因為隨著側(cè)向間隙的增大以及剪切力的減小,使得鋼板的塑性減小,導致裂紋尖端的應(yīng)力集中區(qū)域發(fā)生應(yīng)力松弛,使得裂紋尖端的應(yīng)力分布比較均勻,進而使鋼板在剪切過程中受力較為均勻。當側(cè)向間隙從1 mm繼續(xù)增加至2 mm的過程中,應(yīng)力分布的不均勻程度不斷增加,剪刃刃口處的應(yīng)力偏大,這是因為隨著側(cè)向間隙的增大,鋼板與剪刃之間的摩擦力也隨之增大,進而使鋼板溫度升高,這種溫度效應(yīng)使得鋼板的脆性降低,從而導致應(yīng)力分布的不均勻程度逐漸增加,并且剪切過程中對著塑性變形量的增大產(chǎn)生了大量的熱能,引起剪刃的溫度升高,從而導致了剪切斷面出現(xiàn)了塌角和撕裂的情況,使鋼板的剪切質(zhì)量下降。因此,最佳側(cè)向間隙應(yīng)該在1 mm左右。
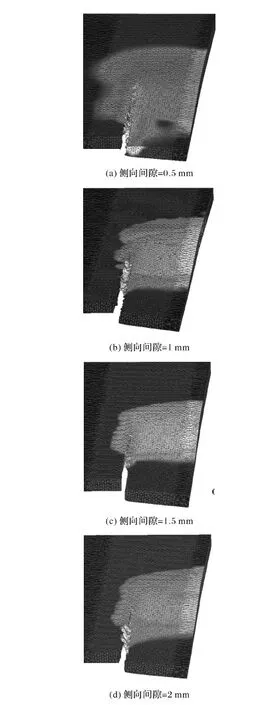
圖5 不同側(cè)向間隙下的應(yīng)力分布圖
3 實驗驗證
使用某鋼鐵公司中厚板生產(chǎn)線生產(chǎn)進行剪切20 mm厚Q235鋼板實驗,實驗中剪刃側(cè)向間隙選用有限元模擬所得到的最佳值1 mm,對剪切斷面質(zhì)量進行宏觀和微觀分析。
圖6為剪切斷面宏觀圖,從圖中可以看出鋼板剪切斷面比較平整光滑,基本無塌角和毛刺的出現(xiàn);這是因為當側(cè)向間隙為1 mm時,鋼板與剪刃之間的摩擦力較小,從而最小程度的影響鋼板的脆性,所以剪切過程中鋼板的塑性變形量較小,裂紋尖端不發(fā)生應(yīng)力松弛,進而使得裂紋尖端的塑性區(qū)域有所減小,剪切過程中裂紋沿著理想方向進行擴展,使剪切斷面光亮帶的高度得到提高,最大限度地避免了塌角和毛刺的出現(xiàn),保證了良好的剪切斷面質(zhì)量。

圖6 剪切斷面宏觀圖
圖7為剪切斷面微觀形貌圖。從圖中可以看出,剪切斷面在刃口附近和中間區(qū)域的塑性變形量都較小,其中刃口附近區(qū)域產(chǎn)生類似于解理斷裂的斷面,斷面較為光亮,有較多的反光小平面,中間區(qū)域的撕裂棱很少,發(fā)生準解理形式的斷裂,斷裂的形式在一定程度上保證了剪切斷面的平整性。
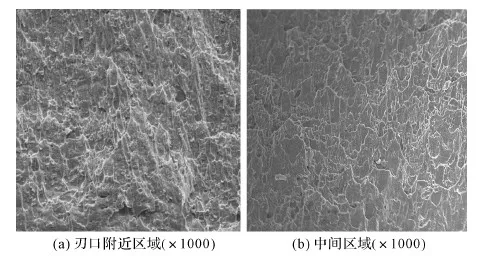
圖7 剪切斷面微觀形貌圖
4 結(jié)論
(1)本文結(jié)合圓盤剪現(xiàn)場剪切的實際生產(chǎn)情況,利用DEFORM-3D軟件建立了圓盤剪剪切中厚板三維有限元模型,結(jié)合實際生產(chǎn)工藝參數(shù)設(shè)置了邊界條件,模擬了不同側(cè)向間隙下的剪切過程。
(2)根據(jù)仿真結(jié)果,對不同的剪刃側(cè)向間隙時,圓盤剪剪切過程中的剪切力、應(yīng)力分布以及剪后斷面質(zhì)量的變化規(guī)律進行了分析,并得到了在剪切20 mm厚的中厚板時最佳的側(cè)向間隙為1 mm。
(3)在側(cè)向間隙為1 mm時對20 mm厚鋼板進行剪切實驗,并對剪切后斷面質(zhì)量進行了宏觀和微觀分析,結(jié)果得到斷面質(zhì)量良好,驗證了有限元模擬結(jié)果的準確性,對實際生產(chǎn)中的剪切工藝控制有一定的指導意義。
[1] 周國盈. 帶鋼精整設(shè)備[M]. 北京:機械工業(yè)出版社, 1979.
[2] 景群平,賈海亮,雙遠華,等. 切邊圓盤剪剪切過程的數(shù)值模擬和實驗研究[J]. 塑性工程學報,2010, 17(05):32-36.
[3] 陶有能. 切邊圓盤剪設(shè)計[J]. 華中科技大學學報(城市科學版),2006,23 (S2):77-79.
[4] 景群平,張勇安,許展望等. 冷軋板帶材切邊圓盤剪側(cè)向間隙及精度的探討[J]. 重型機械,2010(02):29-31.
[5] 李劍鋒,薛麗菲,曲杰. 一種新型切邊圓盤剪的設(shè)計研究[J]. 鍛壓裝備與制造技術(shù),2014(02):34-37.
[6] 韓光燕,康華偉,孿貽忠等. 1500mm冷帶切邊圓盤剪的優(yōu)化改造[J]. 軋鋼,2012, 29(02):70-72.
[7] 胡建軍,周保欣,劉順明. 圓盤剪剪切原理及切邊質(zhì)量控制[J]. 重型機械,2012 (06):58-62.
[8] 陳東文,黃貞益,郝震宇等. 圓盤剪剪切工藝優(yōu)化研究[J]. 軋鋼,2015, 32(02):90-95.
[9] 許體武. 圓盤剪剪切過程數(shù)值模擬及工藝優(yōu)化[D]. 合肥:安徽工業(yè)大學, 2013.
[10]賈海亮. 圓盤剪剪切過程的有限元模擬和實驗研究[D]. 太原:太原科技大學,2010.
Simulation and study of rotary shear cutting under different lateral gap
FANG Chang-jin1, CHU Zhi-bing2, WEI Dong2
(1. Baosteel Engineering Technology Group Co., Ltd., Shanghai 201900,China; 2. Heavy Machinery Engineering Research Center of Ministry of Education, Taiyuan University of Science and Technology, Taiyuan 030024, China)
Q235 steel was taken as example and by using the software of DEFORM-3D, the procedure of rotary shear cutting 20 mm steel plate was simulated in different lateral gap is 0.5mm, 1mm, 1.5mm, 2mm. The paper analyze on the effect the different lateral gap on cutting force and the stress distribution of the steel plate and the quality of cross section after shearing. The results of simulation shows that it will increase the cutting force, lead to uneven stress distribution and adversely affect the quality of cross section no matter what the lateral gap is too large and too small, so the best lateral gap is 1mm when cutting 20 mm steel plate. So in the shear testing the lateral gap is set to 1mm according to the field experiment. The test results show that the section cutting quality of steel plate is good when the lateral clearance is 1mm, which proved the accuracy of the FEA simulation result and the effect regularity of lateral clearance on shearing process.
rotary shear; lateral gap; cutting force; cross section quality
2017-01-16;
2017-03-09
國家自然科學基金資助項目(51105264);山西省青年科技基金資助項目(2015021111);專利推廣實施資助專項(20161006);山西省研究生教育創(chuàng)新項目(2016SY055);校博士科研啟動項目(20122017)
楚志兵(1981-),男,副教授,主要研究方向為高精度軋制設(shè)備及工藝。
TG333.21
A
1001-196X(2017)03-0029-05
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
上海節(jié)能(2020年3期)2020-04-13 13:16:16
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
天津醫(yī)科大學學報(2019年6期)2019-08-13 07:04:32
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
機械工程師(2015年10期)2015-02-02 01:14:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
