時溫疊加法在輪胎混煉膠流變性能快檢中的應用
2017-07-22 02:47:46何鵬
輪胎工業 2017年8期
何 鵬
(雙錢集團上海輪胎研究所有限公司,上海 200245)
在輪胎膠料配方的優化設計中,通常需要綜合考慮材料的加工性能和物理性能,以達到材料的性能平衡。在實際生產中,膠料加工性能的快速檢測多采用門尼粘度計。但門尼粘度的測定是在低剪切速率(轉子速度為2 r·min-1,剪切速率為1.58 s-1)條件下,并不能反應膠料在實際加工過程中受到高剪切速率的情況。由于不同膠料的剪切粘度隨剪切速率的變化程度不同,因此相同門尼粘度的膠料可能表現為加工性能的較大差異。
混煉膠在高剪切速率下的流變性能測試最直接的方法是采用毛細管流變儀,但其操作困難且耗時,不適于質量控制的快速檢測。ASTM D6204標準提出了一種快速表征膠料流動性質的方法,利用無轉子振蕩剪切流變儀,采用三點或兩點頻率掃描法確定混煉膠在高頻下的粘彈性質。張嶸等[1]利用該方法對比了3種混煉膠的加工性能,其對于膠料各批次之間的差異性具有良好的靈敏度。但是ASTM D6204方法掃描頻率范圍為0.1~20 Hz,并不能反應膠料的實際加工頻率區間。
針對上述問題,本工作采用旋轉流變儀,對比研究了幾種混煉膠在振蕩剪切模式下的流變學行為,提出了對ASTM D6204標準的改進方法,以期為研究混煉膠在高剪切速率下的加工性能提供思路。
1 實驗
1.1 試樣制備
3種混煉膠均為大配合試驗膠料,采用密煉機分兩段工藝混煉,一段混煉加料順序為:橡膠→白炭黑、炭黑→氧化鋅、防老劑等小料→排膠;二段混煉加料順序為:一段混煉膠→硫黃和促進劑→排膠。
1.2 試樣物理性能
3種混煉膠樣品的物理性能見表1。
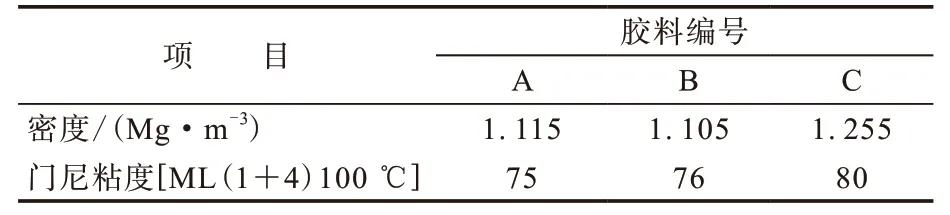
表1 3種混煉膠樣品的物理性能
1.3 測試方法
測試采用ARES G2型應變控制型流變儀,美國TA儀器公司產品,小幅振蕩剪切模式(SAOS),平板直徑為25 mm,間距為0.9 mm。將混煉膠在100 ℃×10 MPa條件下壓制成圓形樣品。流變測試均在通過應變掃描確定的線性粘彈性范圍內。動態頻率(ω)掃描范圍為0.01~100 rad·s-1,數據采集前,樣品均在所測試溫度下保持一定時間,以達到平衡。
2 結果與討論
2.1 動態頻率掃描
混煉膠A在100 ℃下的動態頻率掃描曲線如圖1所示,其中G′為儲能模量,G″為損耗模量,η*為復數粘度。對于均相聚合物體系,根據線性粘彈性理論[2],在低頻末端區,均相體系的G′和G″對ω的函數關系可以分別表示如下:
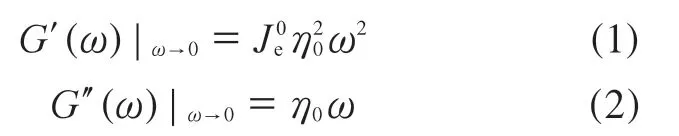
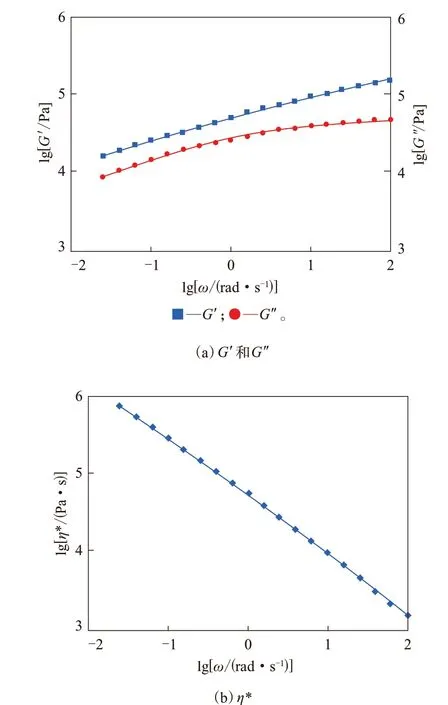
圖1 混煉膠A在100 °C下的動態頻率掃描曲線
2.2 疊加法頻率掃描
頻率掃描測試時間取決于測試的頻率范圍,頻率越低,單一頻率下所需的測試時間越長。
為適應實際膠料生產中的快檢需要,ASTM D6204標準提出了測試2個或3個頻率點的方法來縮短單次試驗的時間。另一方面,從膠料在實際混煉和擠出條件下的加工性能角度而言,在高頻條件下的粘彈性質更具有參考價值。然而,ASTM D6204標準中給出的最大測試頻率為125.6 rad·s-1(20 Hz),不足以考察輪胎用膠料在實際加工剪切速率區間的加工性能。
為了拓寬測試頻率,可以通過時溫疊加(TTS)的方法構建主曲線。TTS的基本原理如下:如果聚合物研究體系內所有的松弛行為都有相同的溫度依賴性,那么改變溫度與沿著時間對數軸或頻率對數軸平移,對粘彈數據的影響是等效的。實際操作中,將材料在不同溫度下的頻率掃描曲線,利用平移因子,得到一條在參考溫度下的主曲線。對于均相聚合物體系而言,不同溫度下的動態模量-頻率曲線一般能完全重合在一起;但對于聚合物填充體系而言,由于不同溫度下填料分散狀態的不同,曲線無法完全重疊,表現為時溫疊加的失效。
本工作采用水平平移因子(aT)與垂直平移因子(bT)來構建混煉膠復合體系的時溫疊加主曲線。混煉膠A的時溫疊加主曲線如圖2所示,參考溫度為100 ℃。由于混煉膠組成的復雜性,填料的聚集狀態隨溫度改變較大。不同溫度下的動態頻率掃描曲線無法完全疊加到一條曲線上,而會呈現出在低頻區域曲線的分叉。不同溫度下頻率掃描曲線之間的偏離程度表明了不同溫度下膠料體系中填料聚集程度的差異程度。從圖2還可以看出,對于特定膠料而言,填料的聚集狀態主要影響低頻條件下的粘彈性質,而對高頻條件下的粘彈性質影響不大。因此,低剪切速率條件下測定的門尼粘度波動反映了填料聚集狀態的變化。但具有不同門尼粘度的膠料有可能在高剪切速率下具有相同的剪切粘度。
3種混煉膠的η*與ω的疊加主曲線如圖3所示,參考溫度為100 ℃。從圖3可以看到,在低頻區域的η*由于受到填料聚集狀態的影響,A和B樣品的η*存在著疊加區域,較難判定二者加工性能的差異,對應于兩者的門尼粘度較為接近。但在高頻區域,則可以看出較明顯的差別。總體而言,高頻區域3種混煉膠加工性能由難到易為C,B,A。
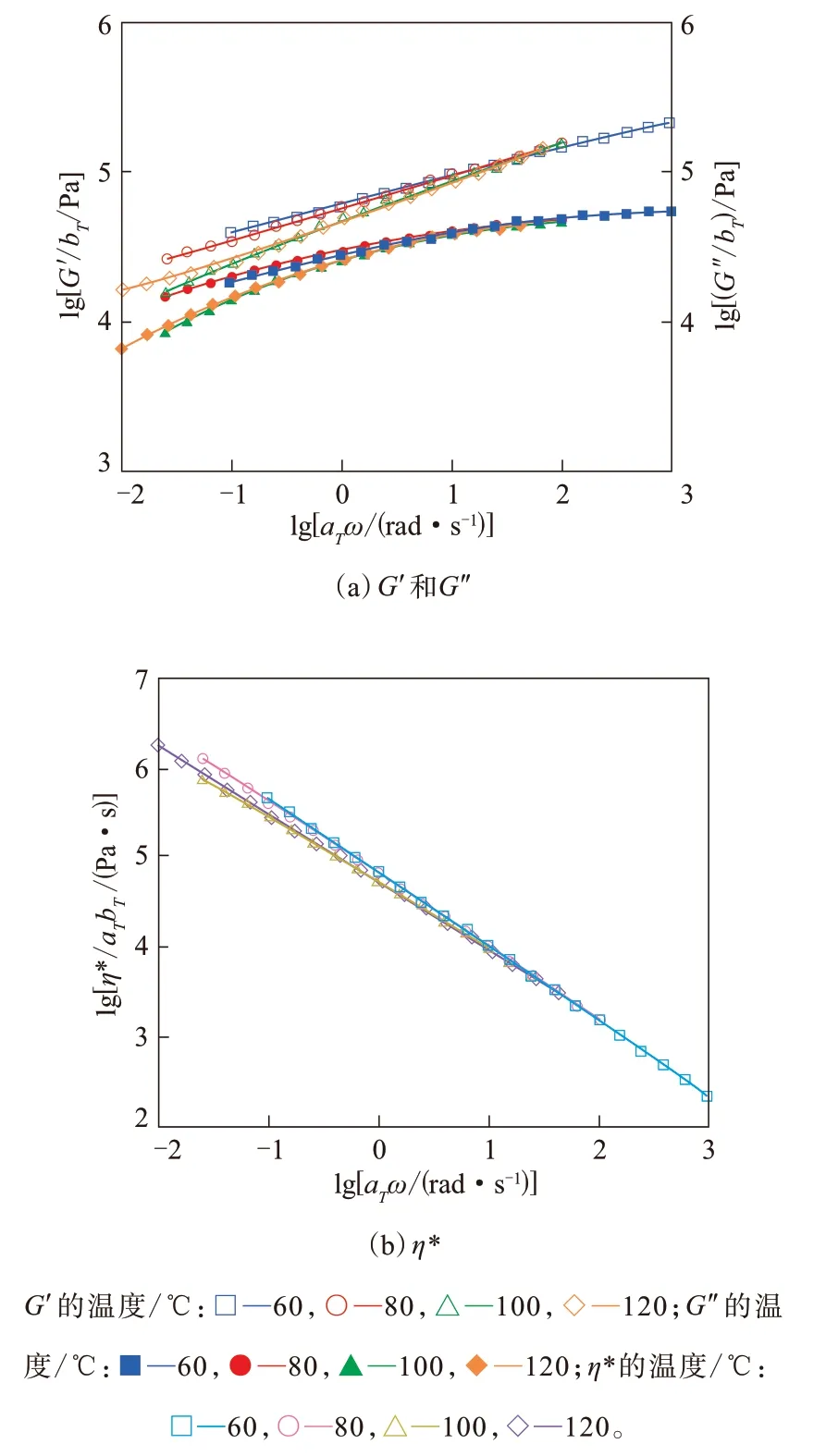
圖2 混煉膠A在不同溫度下頻率掃描的時溫疊加主曲線
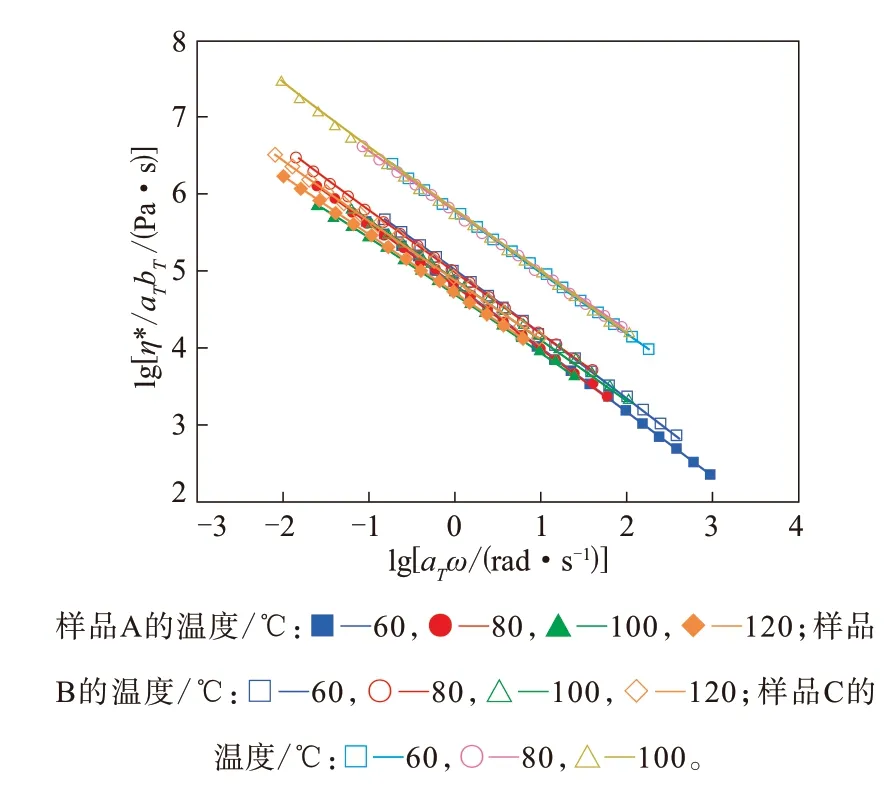
圖3 3種混煉膠的η*與ω的時溫疊加主曲線
采用模量主曲線或粘度主曲線來研究聚合物或聚合物填充體系的流變學理論存在的問題如下:(1)膠料的模量或粘度的重復性差,誤差大,可靠性數據的獲取需要反復的試驗驗證,不適合于生產快檢;(2)測試耗時,時溫疊加法需要作幾種測試溫度、較寬頻率范圍的動態掃描[3-4]。
綜合基于時溫疊加理論的數據分析以及流變參考量的數據可靠性討論,對ASTM D6204標準中混煉膠加工性能的測定方法提出改進。對于輪胎用混煉膠,在加工溫度區間(100~125 ℃)、高頻范圍的加工性能可以利用較低溫度條件下(40~60 ℃)、相位角在1,10和100 rad·s-1條件下的動態掃描值來表征,如圖4所示。3個ω對應的每種混煉膠在60 ℃條件下的相位角來表征混煉膠在100 ℃、高頻范圍(100~1 000 rad·s-1)的加工性能,作為對混煉膠低剪切下的門尼粘度測試以外,在更高頻下流變性能的快檢補充。
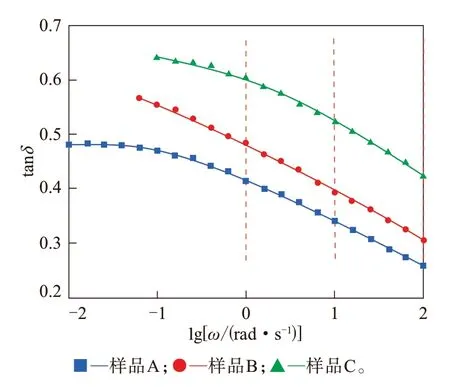
圖4 低溫60 °C三點相位角高頻掃描法確定混煉膠的加工性能
3 結論
討論了考察高剪切速率條件下混煉膠加工性能的方法。在ASTM D6204標準要求的基礎上,利用低溫條件下的相位角三點高頻動態掃描結果來表征混煉膠在加工溫度區間、實際加工剪切速率范圍內的加工性能,以作為對門尼粘度測試結果的補充。