大型鈦-鋼復(fù)合板塔器制造工藝研究
2017-07-24 16:57:56武曉偉肖昌輝張恩遠(yuǎn)
化工裝備技術(shù) 2017年3期
關(guān)鍵詞:焊縫
武曉偉 肖昌輝 張恩遠(yuǎn)
(1.中國(guó)船舶重工集團(tuán)公司第七二五研究所 2.洛陽(yáng)雙瑞特種裝備有限公司)
大型鈦-鋼復(fù)合板塔器制造工藝研究
武曉偉*1,2肖昌輝1,2張恩遠(yuǎn)1,2
(1.中國(guó)船舶重工集團(tuán)公司第七二五研究所 2.洛陽(yáng)雙瑞特種裝備有限公司)
介紹了鈦-鋼復(fù)合板塔器的制造工藝,包括關(guān)鍵零部件的制造、鈦-鋼復(fù)合板的焊接、焊縫質(zhì)量檢驗(yàn)、熱態(tài)循環(huán)試驗(yàn)和陽(yáng)極化處理等,對(duì)鈦-鋼復(fù)合板類(lèi)似設(shè)備的制造、檢驗(yàn)具有一定的參考意義。
鈦-鋼復(fù)合板 塔器 熱態(tài)循環(huán)試驗(yàn) 陽(yáng)極化處理 焊接 安裝
鈦和鈦合金作為結(jié)構(gòu)材料有許多特點(diǎn),包括密度小,抗拉強(qiáng)度高,比強(qiáng)度大,在氧化性、中性及有氯離子的介質(zhì)中耐腐蝕性能均優(yōu)于不銹鋼。鈦和鈦合金還具有塑性、韌性好,線膨脹系數(shù)和熱導(dǎo)率較小,焊接性良好,易于成形等優(yōu)點(diǎn),近年來(lái)已在石油化工、冶金、造紙、海洋工程等領(lǐng)域廣泛應(yīng)用[1]。
鈦-鋼復(fù)合板容器是用鈦?zhàn)饕r里的耐蝕壓力容器。由于鈦材本身的焊接有一定的難度,再加上鈦材與鋼材線膨脹系數(shù)不同,因此鈦-鋼復(fù)合板的焊接具有很強(qiáng)的特殊性,對(duì)焊接的要求更為復(fù)雜和嚴(yán)格。此外,鈦-鋼復(fù)合板塔器組裝完成之后,還要進(jìn)行陽(yáng)極化處理和熱態(tài)循環(huán)試驗(yàn),這些技術(shù)目前在國(guó)內(nèi)只有少數(shù)幾家企業(yè)具備相關(guān)的制造經(jīng)驗(yàn)和成熟的工藝。
1 塔器制造工藝
該鈦-鋼復(fù)合板塔器的主體材料為T(mén)A2+Q345R復(fù)合板,塔體直徑為DN3400 mm,設(shè)計(jì)高度為50 m,設(shè)計(jì)質(zhì)量約為90 t。根據(jù)現(xiàn)場(chǎng)實(shí)際情況及運(yùn)輸條件限制,塔體分兩段制造和發(fā)貨運(yùn)輸,到現(xiàn)場(chǎng)再進(jìn)行組裝。本文重點(diǎn)介紹塔體的焊接、探傷、熱處理、陽(yáng)極化處理和熱態(tài)循環(huán)試驗(yàn)等制造過(guò)程中的關(guān)鍵環(huán)節(jié)。
1.1 鈦-鋼復(fù)合板的焊接
鈦及鈦合金具有良好的可焊性,但是鈦及鈦合金設(shè)備在整個(gè)裝配、焊接過(guò)程中極易受到污染[2],因此在塔的整個(gè)制造過(guò)程中必須嚴(yán)格按照以下要求進(jìn)行焊接。
1.1.1 清潔度的要求
(1)場(chǎng)地的要求
鈦材放置場(chǎng)地和鈦材焊接場(chǎng)地最好安排在單獨(dú)劃分的區(qū)域,非專業(yè)人員不得進(jìn)入,每天按時(shí)拖地以保證地面清潔;所有放置鈦材的地面應(yīng)鋪墊膠皮,防止鈦材表面劃傷;鈦材表面罩上塑料布,每次材料取用完畢應(yīng)用塑料布蓋好,防止污染。
(2)鉚焊工要求
所有鉚焊工在塔器制造過(guò)程中應(yīng)穿干凈的工作服,戴干凈的棉手套或焊工牛皮手套,手套被油污污染后,馬上更換。所有進(jìn)入施工場(chǎng)地的人員,必須穿干凈的鞋套。班組至少備3套鞋套,確保每次施工時(shí)鞋套干凈。
(3)鈦材吊裝工具要求
若鈦材需要吊裝,應(yīng)對(duì)卡具接觸鈦材的表面采用膠皮保護(hù),使卡具不直接接觸鈦表面,同時(shí)還要保證吊裝的安全性。
(4)裝配焊接前要求
所有鈦填條(墊板)組對(duì)焊接之前,應(yīng)對(duì)鈦覆層表面焊縫兩側(cè)100 mm范圍內(nèi)用氧化鋁百葉輪拋光,并用丙酮擦洗干凈,確保在裝配墊板及蓋板前焊縫兩側(cè)表面清潔。清理過(guò)的焊縫超過(guò)0.5 h未焊完的,需重新拋光后再焊接。注意必須用氧化鋁百葉輪,嚴(yán)禁用不銹鋼拋光輪,尤其不能使用拋光過(guò)碳鋼的拋光輪進(jìn)行操作。所有鈦材包括填條(墊板)、蓋板、復(fù)蓋板、焊材等裝配焊接之前,必須用丙酮將表面的油污雜質(zhì)清洗干凈,并晾干后使用[2]。
(5)裝配過(guò)程中的要求
鉚工在所有鈦墊板裝配之前,一定要用壓縮空氣將焊接坡口吹干凈才能進(jìn)行安裝;所有焊工必須持有鈦焊接焊工證進(jìn)行操作,鉚工不得私自點(diǎn)焊;點(diǎn)焊的焊接工藝應(yīng)與評(píng)定合格的正式焊接工藝相同,而且最后應(yīng)使定位焊縫熔入永久焊縫中;鉚工在裝配蓋板時(shí),要求蓋板與覆層內(nèi)表面貼合嚴(yán)實(shí),要保證間隙≤0.3 mm;貼合檢驗(yàn)合格后,使用紙膠帶將每條焊縫全部密封黏合,后續(xù)焊接時(shí)邊焊邊揭;在焊接過(guò)程中,如果發(fā)現(xiàn)蓋板和覆層的間隙變大,則應(yīng)用銅錘(或鋁錘、或包橡膠皮鐵錘)輕敲鈦蓋板,以保證蓋板和覆層的緊密貼合。
1.1.2 裝配間隙的要求
鈦填條(墊板)下料時(shí)一定要根據(jù)縱縫內(nèi)側(cè)的坡口寬度進(jìn)行下料,避免墊板與覆層之間熔焊時(shí)熔到基層焊縫中;填條裝配之前一定要用砂輪機(jī)對(duì)所有殼體內(nèi)側(cè)基層焊縫進(jìn)行打磨,直至與基層內(nèi)表面齊平。裝配蓋板時(shí),要求蓋板與覆層內(nèi)表面貼合嚴(yán)實(shí),要求間隙≤0.3 mm。
鈦襯管、鈦襯環(huán)以及鈦蓋板與接管、法蘭點(diǎn)裝時(shí)應(yīng)緊密貼合,要求間隙≤0.3 mm,并按零件圖中的先后順序進(jìn)行焊接、熱處理等過(guò)程。
1.1.3 焊接過(guò)程的要求
(1)鈦-鋼復(fù)合板縱縫、環(huán)縫組焊流程應(yīng)嚴(yán)格按照作業(yè)標(biāo)準(zhǔn)書(shū)執(zhí)行。
(2)每道焊縫實(shí)行責(zé)任制,焊工須經(jīng)培訓(xùn)驗(yàn)證合格后上崗,對(duì)驗(yàn)證不符合要求的絕不允許施焊。
(3)制作合適的縱縫、環(huán)縫以及角縫的正面保護(hù)工裝,同時(shí)還需在背面檢漏孔通氬氣進(jìn)行保護(hù)。
(4)施焊前先確認(rèn)焊縫是否已打磨,是否露出金屬光澤,若發(fā)現(xiàn)存在氧化后的發(fā)烏情況,應(yīng)用氧化鋁拋光輪先行打磨待焊接區(qū)。同時(shí)檢查施焊位置是否存在灰塵等污物,如有污物則需用壓縮空氣吹掃后再施焊。對(duì)本次未焊完的焊接區(qū)域,應(yīng)確保紙膠帶繼續(xù)覆蓋完好。
(5)氬弧焊焊接時(shí)盡量不要左右擺動(dòng),并且鎢極不能碰到焊縫金屬,如碰到則應(yīng)去除焊縫中夾鎢點(diǎn),并修磨鎢極尖端后再繼續(xù)焊接。
(6)所有角縫焊接時(shí)分兩遍施焊,第一遍加絲快速焊,第二遍再焊滿坡口。所有角焊縫要飽滿,如圖1(c)所示,或至少要焊接到圖1(b)所示的狀態(tài),不能像圖1(a)。
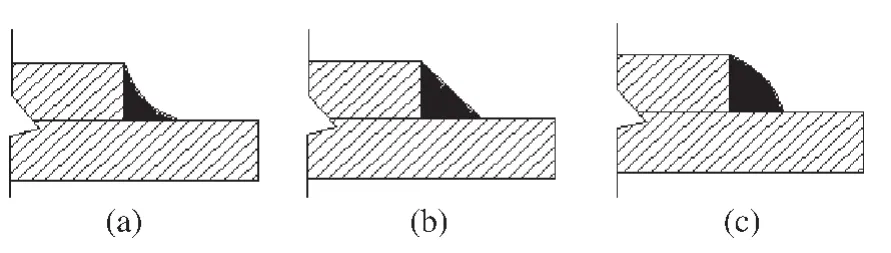
圖1 角焊縫飽滿度
(7)在保證充分熔合的情況下,選用最低的線能量進(jìn)行焊接。由于鈦熔點(diǎn)高,導(dǎo)熱性差(只有鐵的1/4),且比熱容小,因此過(guò)熱區(qū)高溫停留時(shí)間長(zhǎng)(比碳鋼長(zhǎng)2.5~3倍),冷卻緩慢,致使過(guò)熱區(qū)會(huì)出現(xiàn)顯著的粗大晶粒以及過(guò)燒現(xiàn)象,這種粗大晶粒的存在會(huì)導(dǎo)致過(guò)熱區(qū)的塑性下降。但是線能量也不能太小,否則也會(huì)使塑性降低。
(8)為保證銀釬焊部位焊接完成之后的強(qiáng)度及密封性能,需要在銀釬焊完成之后用專用膠將該部位再黏合一遍。
1.2 焊縫質(zhì)量檢驗(yàn)
為了保證焊縫質(zhì)量,筒體的基層焊完之后按NB/T 47013.2—2015《承壓設(shè)備無(wú)損檢測(cè)——第2部分:射線檢測(cè)》要求對(duì)基層焊縫進(jìn)行100%射線檢測(cè)(RT),Ⅱ級(jí)為合格。
覆層焊完之后,首先進(jìn)行外觀檢查。通過(guò)外觀檢查可發(fā)現(xiàn)的缺陷有:表面氣孔、夾渣、焊穿、咬邊、裂紋及其類(lèi)似的表面缺陷。檢查時(shí)配強(qiáng)光手電,沿焊縫兩面進(jìn)行檢查。外觀不合格的必須立即用電磨頭將該部位修磨好,然后再用氬弧焊焊滿。每焊一道焊縫,都需要進(jìn)行焊接接頭的表面顏色檢查。根據(jù)焊接部位的表面顏色,可以判斷焊接的質(zhì)量,尤其是惰性氣體的保護(hù)效果。如有焊縫呈藍(lán)色,必須用電磨頭將其去除再補(bǔ)焊。
著色探傷是檢查焊縫表面缺陷的有效手段,可用于顯示肉眼難以察覺(jué)的表面缺陷。每條焊縫焊完以后,按NB/T 47013.5—2015進(jìn)行100%PT檢測(cè),Ⅰ級(jí)為合格。
氣密試驗(yàn):著色探傷之后將0.03 MPa的空氣充入檢驗(yàn)孔中,用肥皂水檢驗(yàn)焊縫的密封性能。氨檢漏:每道焊縫焊接完成后(尤其是縱縫),逐條進(jìn)行氨檢漏,確認(rèn)是否存在泄漏點(diǎn),同時(shí)對(duì)銀釬焊未封死的位置進(jìn)行補(bǔ)焊處理。之后在每個(gè)獨(dú)立區(qū)域充入0.07 MPa氦氣,用質(zhì)譜儀檢測(cè)鈦焊縫是否泄漏。在檢驗(yàn)期間,必須保證排氣良好,以防止氦氣積累。檢測(cè)儀器的靈敏度為10-7Pa·m3/s。如果發(fā)現(xiàn)泄漏或缺陷,立即進(jìn)行修補(bǔ),然后再進(jìn)行氦檢漏。
通過(guò)上述多種檢測(cè)手段的配合,最終保證了產(chǎn)品的焊縫質(zhì)量。
1.3 熱態(tài)循環(huán)試驗(yàn)
鈦和鋼的線膨脹系數(shù)相差較大,鈦-鋼復(fù)合板設(shè)備一旦處于某些極端工況,就會(huì)因?yàn)闇夭钭兇髮?dǎo)致鈦覆層處于受拉應(yīng)力狀態(tài),若鈦焊縫質(zhì)量存在問(wèn)題,就會(huì)造成焊縫開(kāi)裂,甚至發(fā)生滲漏。
熱態(tài)循環(huán)試驗(yàn)就是在設(shè)備內(nèi)部通入蒸汽,模擬操作過(guò)程的溫度變化。其中模擬操作過(guò)程中可能出現(xiàn)的極端工況,可以充分檢測(cè)鈦焊縫的焊接質(zhì)量。該方法試驗(yàn)周期短、成本較低,但試驗(yàn)過(guò)程復(fù)雜、較危險(xiǎn)。塔體由于其尺寸限制,只能在戶外進(jìn)行熱態(tài)試驗(yàn)。塔體外部敷設(shè)保溫層,考慮試驗(yàn)時(shí)塔體對(duì)流和輻射傳熱兩部分的熱量損失,確定鍋爐的熱負(fù)荷。圖2是熱態(tài)循環(huán)試驗(yàn)溫度和壓力循環(huán)過(guò)程圖。
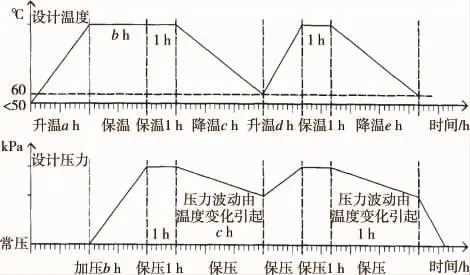
圖2 熱態(tài)循環(huán)試驗(yàn)溫度和壓力循環(huán)圖
熱態(tài)循環(huán)試驗(yàn)完成后,按照上述氦檢漏的方案再次進(jìn)行氦檢漏,同時(shí)內(nèi)部對(duì)焊縫表面進(jìn)行PT檢測(cè),若發(fā)現(xiàn)泄漏必須修補(bǔ)好之后重新進(jìn)行氦檢漏。
1.4 陽(yáng)極化處理
鈦-鋼復(fù)合板的陽(yáng)極化處理是以鈦材作為陽(yáng)極,鋼材作為陰極,在電解質(zhì)中通入直流電使鈦材預(yù)先鈍化,在表面形成附著力強(qiáng)的、致密的惰性氧化膜,從而使鈦覆層的耐腐蝕性能得到極大提高。
通過(guò)以往的制造檢驗(yàn)經(jīng)驗(yàn),解決了電源選擇、電解質(zhì)溶液的制備、處理裝置的準(zhǔn)備及絕緣等問(wèn)題,最終順利完成整個(gè)鈦-鋼復(fù)合板塔器內(nèi)部所有鈦覆層的陽(yáng)極化處理。最終效果:陽(yáng)極氧化膜層呈深藍(lán)色,連續(xù)、均勻、緊密結(jié)合在鈦覆層上。
2 結(jié)論
(1)鈦-鋼復(fù)合板裝配、焊接的關(guān)鍵點(diǎn),一是保證清潔度,二是過(guò)程保護(hù)。只有認(rèn)真做好這兩方面的工作,再配合后期各種檢測(cè)手段,才能有效保證焊縫的質(zhì)量。
(2)鈦-鋼復(fù)合板塔器的制造要從材料質(zhì)量控制、板材下料、封頭和筒體的成形控制、裝配和焊接質(zhì)量控制、焊縫檢測(cè)和返修、酸洗和包裝控制等方面來(lái)聯(lián)合進(jìn)行。
(3)熱態(tài)循環(huán)試驗(yàn)是對(duì)鈦焊縫質(zhì)量的最終驗(yàn)證,陽(yáng)極化處理能夠提高鈦覆層的耐腐蝕性能。
[1] 任世宏,李巍,王迎君.鈦復(fù)合板容器設(shè)備的制造 [J].電焊機(jī),2003,33(12):39-43.
[2] 中國(guó)機(jī)械工程學(xué)會(huì)焊接學(xué)會(huì).焊接手冊(cè) [M].北京:機(jī)械工業(yè)出版社,2005.
Research on the Manufacturing Process of the Large Titanium-Steel Clad Plate Tower
Wu XiaoweiXiao ChanghuiZhang Enyuan
The whole manufacturing process of titanium-steel clad plate tower is introduced,including parts manufacturing,welding of titanium-steel clad plate,welding quality test,thermal cycle test,anodic treatment,and etc,which has a certain guiding significance for the manufacture and inspection of titaniumsteel clad plate tower.
Titanium-steel clad plate;Tower;Thermal cycle test;Anodic treatment;Welding;Install
TQ 050.6
10.16759/j.cnki.issn.1007-7251.2017.06.016
2016-12-02)
*武曉偉,男,1988年生,碩士,工程師。洛陽(yáng)市,471000。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
