拋丸處理對軸承密封罩尺寸及形狀的影響
2017-07-31 20:13:27周永杰趙日風
哈爾濱軸承 2017年2期
關鍵詞:鐵路
周永杰,趙日風,劉 欣
(瓦房店軸承集團 精密保持器有限公司,遼寧 瓦房店 116300)
拋丸處理對軸承密封罩尺寸及形狀的影響
周永杰,趙日風,劉 欣
(瓦房店軸承集團 精密保持器有限公司,遼寧 瓦房店 116300)
通過對鐵路貨車軸承352226X2-2RZ密封罩拋丸處理前后的內徑和外徑尺寸測量分析后發現,拋丸后內徑和外徑尺寸和內外徑圓度都有不同程度地增大。在詳細分析了這種增大原因的基礎上,提出了拋丸處理前期加工所需要注意的事項和需要調整的尺寸及幾何精度,有效地預防了拋丸加工對工件質量產生的不利影響。
鐵路貨車軸承;密封罩;拋丸處理;尺寸及幾何精度
1 前言
鐵路貨車軸承零部件中的密封罩在磷化處理前必須進行拋丸處理,旨在去除零件表面油污、輕微劃痕及使零件表面均勻化。生產過程中發現拋丸處理過程會造成密封罩的尺寸及形狀變化,因此,對密封罩的生產過程提出新的要求。
2 拋丸試驗
2.1 試樣材料及形狀
試樣選自鐵路貨車軸承352226X2-2RZ密封罩,材料為08Al冷軋鋼板;拋丸前尺寸及形狀誤差控制如下:內徑Φ179.4、VD3p0.15,外徑Φ217.24、VD3p0.15,如圖 1。
鐵路貨車軸承352226X2-2RZ密封罩加工工藝流程:沖壓成型—車加工—拋丸處理—磷化處理。
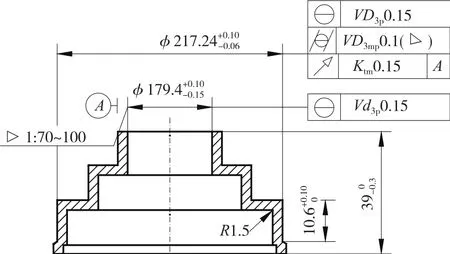
圖1 拋丸前密封罩尺寸及形狀誤差
2.2 拋丸處理
按照常規拋丸處理規程對產品進行拋丸處理。
拋丸設備為雙吊鉤式拋丸清理機,型號為JC-Q378,鋼丸直徑0.5mm,產品掛在吊鉤架上掛拋,每次180件,拋丸處理20min。
2.3 拋丸前后尺寸測量
測量設備為三坐標EXPLORER。產品車加工后,選取合格產品20件,用打字筆寫上編號。按編號順序測量拋丸前內、外徑尺寸及幾何精度,如表 1、如表2(工藝要求的尺寸及幾何精度如下:內徑Φ179.4、Vd3p0.15,外徑Φ217.24、VD3p0.15)。拋丸處理后按編號順序測量尺寸內、外徑尺寸及幾何精度,如表 1、表 2。
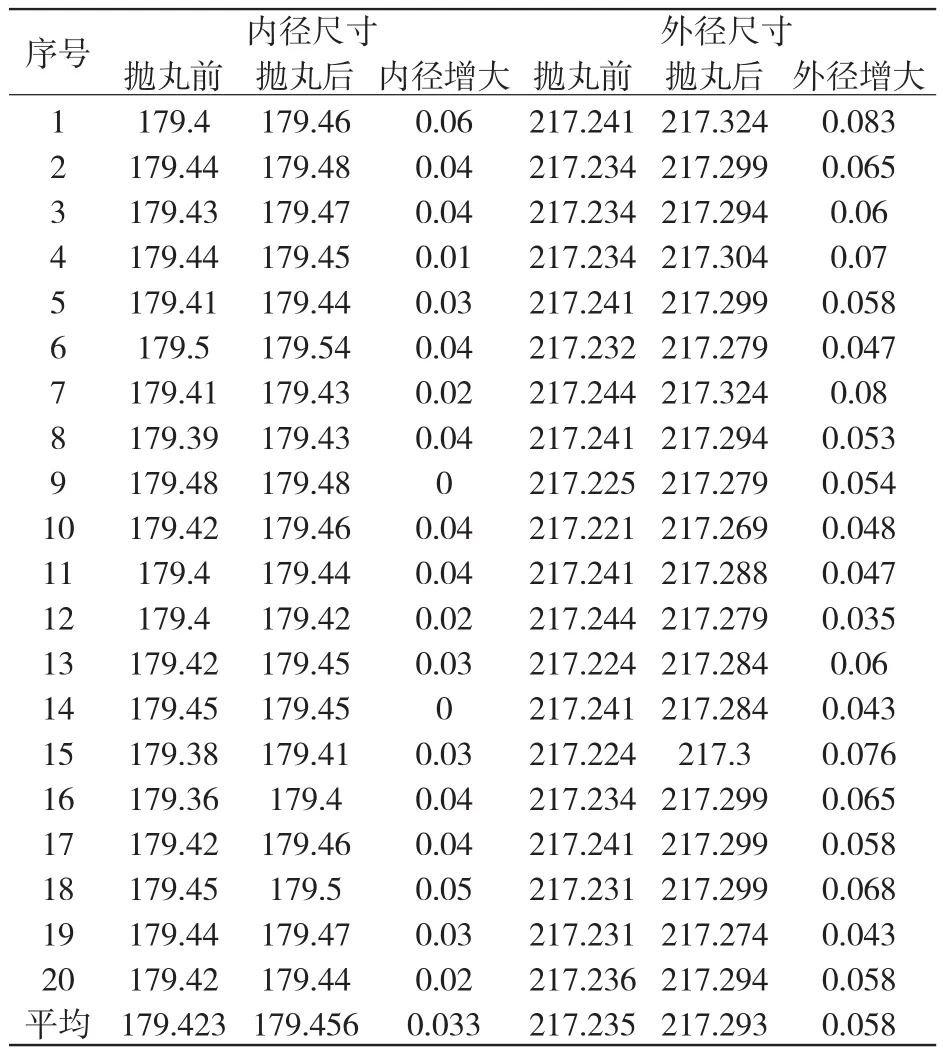
表1 拋丸前后內外徑測量值對比 mm
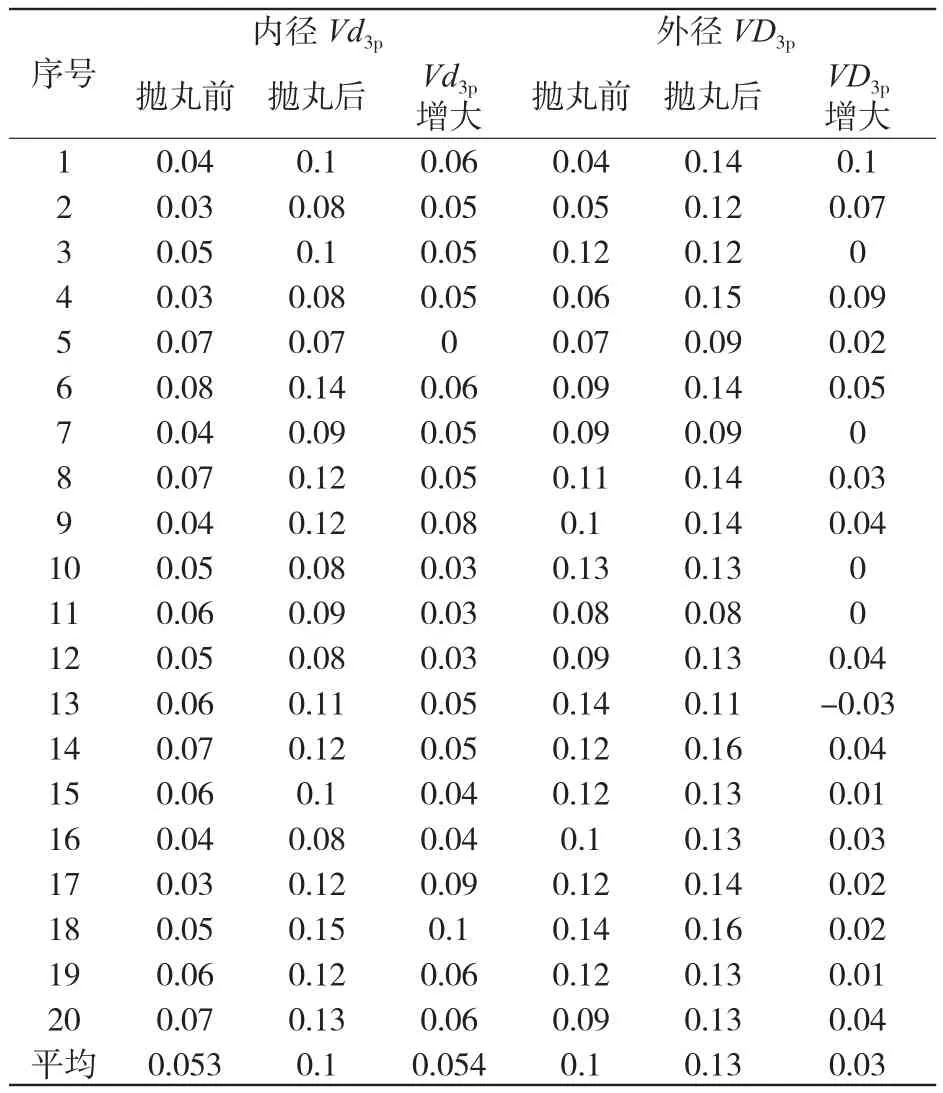
表2 拋丸前后內徑Vd3p與外徑VD3p測量值對比 mm
3 分析與討論
3.1 內、外徑尺寸分析
根據內、外徑尺寸數據計算出尺寸變化平均值(如表 1)。可以看出內徑和外徑尺寸都有一定的增大。內徑Φ179.4+-00..1105,平均增大0.033mm,由于數據中有尺寸未變的產品存在,而且公差區間為0.25mm,所以這種變化對產品尺寸的影響不大,生產過程注意一下就可以了。外徑Φ217.24+-00..1006,平均增大0.058mm,由于數據中所有尺寸都變大,最大增大了0.083mm,而且公差區間為0.16mm,所以這種變化必須引起重視。
根據表1繪制折線圖,如圖 2。序號21為平均變化。由折線圖可以看出,外徑Φ217.24的尺寸變化始終大于內徑Φ179.4的尺寸變化。
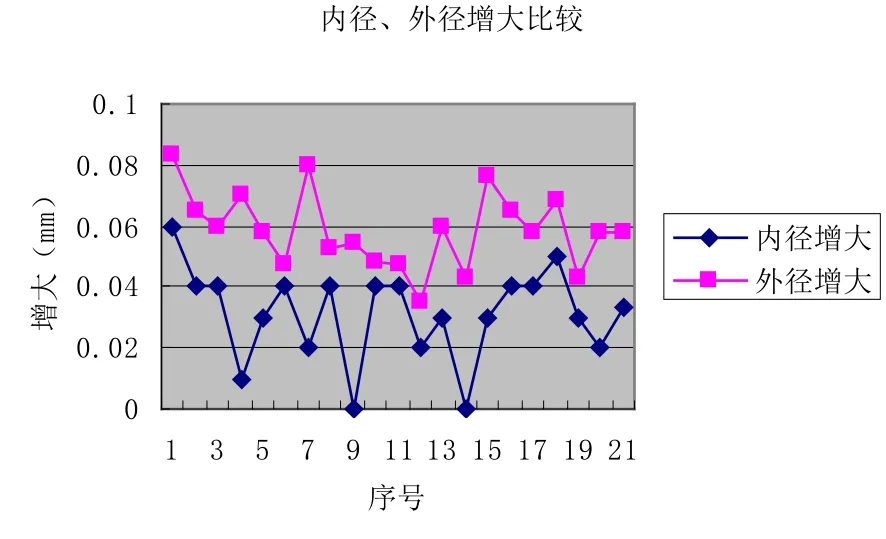
圖2 內、外徑尺寸增大對比
3.2 內、外徑形狀誤差分析
根據內徑Vd3p、外徑VD3p數據計算出形狀變化平均值(如表 2)。可以看出內徑Vd3p、外徑的VD3p的測量尺寸都有一定的增大。內徑Vd3p平均增大0.053mm,其中最大增大0.09mm,最小為0mm,所以這種變化是一種趨勢,生產過程必須注意。外徑VD3p平均增大0.03mm,最大增大了0.09mm,雖然有一個變小,可以看作一個例子。所以這種變化是一種趨勢,生產過程必須引起重視。
3.3 討論
3.3.1 內、外徑尺寸變大的原因
將鋼丸送至高速旋轉的圓盤上,利用離心力的作用,使高速拋出的鋼丸撞擊零件表面,達到清理、光飾等目的,這種工藝叫拋丸。拋丸除了清理、光飾的作用外,還有如下用途∶
(1)使零件表面產生壓應力,可提高其疲勞強度及抗拉應力。
(2)對扭曲的薄壁零件進行校正。
(3)代替一般的冷、熱成型工藝,對大型薄壁鋁制零件進行成型加工,不僅可避免零件表面有殘余拉應力,而且可獲得對零件有利的壓應力。
由以上拋丸加工的用途可知道,拋丸可以對薄壁件進行加工,所以鐵路貨車軸承352226X2-2RZ密封罩的內外徑尺寸變大是拋丸的加工作用造成的,就是說拋丸使零件的每一處都變薄了,表面積變大了(很微小的),即拋丸后的鐵路貨車軸承352226X2-2RZ密封罩內、外徑尺寸變大,即密封罩整體尺寸脹大了。
3.3.2 內徑Vd3p、外徑VD3p變大的分析
鐵路貨車軸承352226X2-2RZ密封罩的拋丸加工過程如下:首先把罩子整齊地掛在掛架上,吊入清理室內,關上門,然后啟動掛鉤旋轉,同時鋼丸由拋丸出口拋出,對零件進行清理,見圖3(圖 3中為了能看清楚清理室內形狀,掛架上未掛產品)。由于設備的局限性,只在拋丸清理機一側分上、下設置了兩個拋丸出口,拋丸對密封罩的清理作用不均勻,對著拋丸出口的密封罩的一側清理的強度大,反之就小,同理,對密封罩各部分的加工作用就相應的或大、或小,從而致使密封罩變形不均勻,產生形狀改變。表現就是VD3p和Vd3p增大。
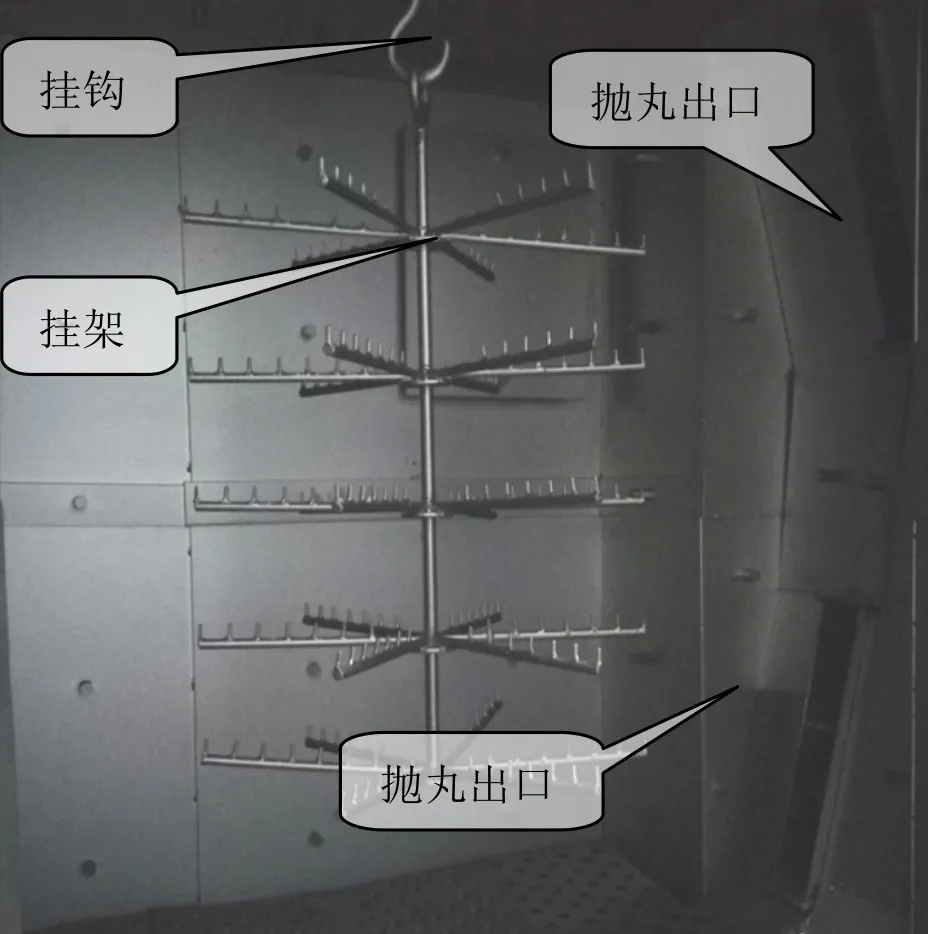
圖3 雙吊鉤式拋丸清理機JC-Q378清理室內部形狀
4 應對措施
拋丸處理過程對鐵路貨車軸承352226X2-2RZ密封罩的尺寸及VD3p和Vd3p的影響很大。
為了減小拋丸處理過程對鐵路貨車軸承352226X2-2RZ密封罩的尺寸及VD3p和Vd3p的影響,在達到清理的目的前提下,減少拋丸時間,從而減小了密封罩變形的機會,為前期加工過程預先修正創造條件,為后續加工打好基礎。
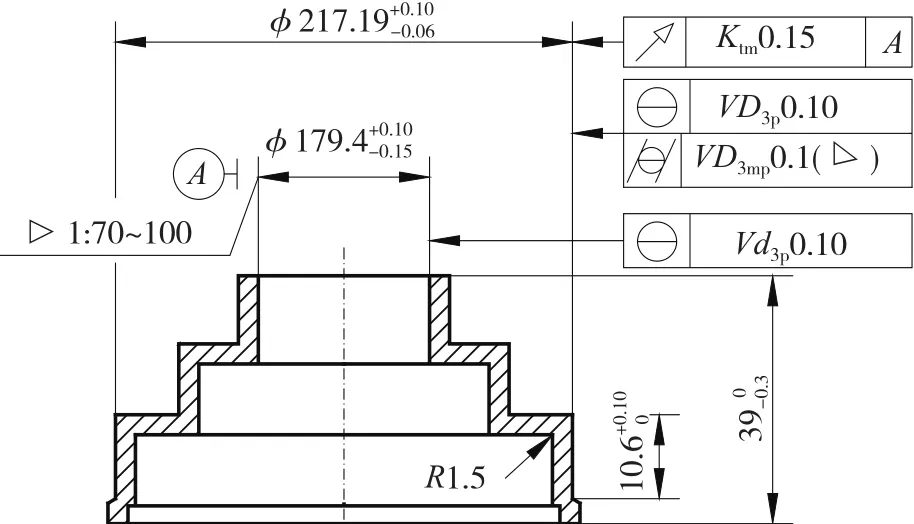
圖4 拋丸前密封罩尺寸及形狀誤差的調整
5 結束語
通過上述分析及采取的相應對策,很好地利用拋丸加工優點,同時,通過尺寸和形狀誤差的調整和嚴格控制,避免了拋丸加工中存在的問題,保證了密封罩的質量。
(編輯:王立新)
Pellet blasting treatment effect on bearing sealing cover size and shape
Zhou Yongjie, Zhao Rifeng, Liu Xin
( Precision Cage Co., Ltd.,Wafangdian Bearing Group, Wafangdian116300, China)
By analyzing the the inner diameter and the outer diameter of the railway wagon bearing 352226X2-2RZ sealing cover before and after pellet blasting processing , it was discovered that after pellet blasting both inner and outer diameter sizes and outside diameter roundness of inner ring have increased in different degrees . On the basis of detailed analysis of this increase reason, this paper puts forward the matters needing attention in the pre-processing of pellet blasting and the dimensions and geometric precision that needed to be adjusted, which could effectively prevent the negative effects of the shot blasting processing on the quality of the workpiece.
railway wagon bearing ; sealing cover ; pellet blasting treatment; dimensions and geometric accuracy
TH133.33+2
B
1672-4852(2017)02-0035-03
2017-04-10.
周永杰(1971-),男,工程師.
猜你喜歡
天天愛科學·科學啟蒙(2025年3期)2025-03-27 00:00:00
云南畫報(2021年12期)2021-03-08 00:50:54
云南畫報(2021年12期)2021-03-08 00:50:28
鐵道通信信號(2020年10期)2020-02-07 01:01:16
鐵道通信信號(2019年1期)2019-03-21 07:37:40
鐵道通信信號(2018年12期)2019-01-31 05:36:36
鐵道通信信號(2018年7期)2018-08-29 01:17:04
中國共青團(2016年8期)2016-11-11 08:22:46
中國社會歷史評論(2016年2期)2016-06-27 07:11:50
通信電源技術(2016年4期)2016-04-04 02:58:04
