次氯酸鈉生產裝置改造
2017-08-01 11:30:46侯鳳銀
氯堿工業 2017年6期
關鍵詞:生產
侯鳳銀
(唐山三友氯堿有限責任公司,河北 唐山 063305)
【氯氫處理】
次氯酸鈉生產裝置改造
侯鳳銀*
(唐山三友氯堿有限責任公司,河北 唐山 063305)
次氯酸鈉;生產裝置;廢氯氣;吸收裝置;改造方案;運行
原次氯酸鈉生產裝置用來吸收廢氯氣,存在的不足是:①主廢氣塔日常檢修和維護較難;②裝置用堿液運輸過程長;③成品次氯酸鈉不能實現遠程控制。新增次氯酸鈉生產裝置,實現了吸收堿液配制、進氯氣以及吸收過程監控、產品外排等各個環節的遠程自動化。
唐山三友氯堿有限責任公司(以下簡稱“三友氯堿”)隸屬于唐山三友集團,首期裝置于2005年投產,2012年燒堿產能達到50萬t/a。目前國家對氯堿行業安全生產越來越重視。為提高生產裝置的氯平衡能力,減輕氯產品銷售價格波動對公司整體經營的影響,三友氯堿積極調整氯產品結構,拓寬銷售市場,提高企業競爭力,在第1期氯氫處理工序新增1套4萬t/a次氯酸鈉生產裝置,并結合現有廢氯氣吸收裝置經常出現問題之處進行了改造。現將有關情況介紹如下。
1 新增次氯酸鈉生產裝置的必要性
隨著國民經濟水平的提高,次氯酸鈉類消毒劑產品市場需求逐步增長。次氯酸鈉溶液是一種真正高效、廣譜、安全的強力滅菌、殺病毒藥劑,它同水的親和性很好,能與水以任意比互溶,不存在安全隱患,消毒效果好,投加準確,操作安全,使用方便,易于儲存,對環境無毒害,不存在跑氣泄漏,可于任意環境工作狀況下投加。商品次氯酸鈉廣泛用于包括自來水、中水、工業循環水、游泳池水、醫院污水等各種水體的消毒。次氯酸鈉還能用于含氰廢水和一些工業重度污染廢水的高級氧化,以及紙漿等漂白[1]。
三友氯堿擁有生產次氯酸鈉的便利條件,但現有產品均為系統廢氯氣處理副產物,不能大規模生產。從經濟角度來看,提高次氯酸鈉裝置產能有利于開拓市場,規避風險,使次氯酸鈉不僅僅是作為生產的副產品出售,而是作為可控產能的主產品出售,大大提高了整個系統裝置的平衡能力[2]。同時,從安全角度來講,三友氯堿產能不斷擴大的同時,不可忽視的是廢氯氣吸收系統等配套安全設施對系統開停車、負荷調整等應對能力,和處理檢修期間廢氯氣吸收系統的安全保障。
2 改造前工藝流程及運行中存在的問題
2.1 改造前工藝流程
三友氯堿的第1、2、3期離子膜法生產裝置共用一套廢氯氣吸收裝置,用于處理開停車氯氣、事故氯氣及各工序的廢氯氣;廢氯氣從一級廢氯氣吸收塔底部進入,在填料層與上部下來的約18%稀堿液充分接觸,尾氣由一級廢氣吸收塔頂部進入保護塔底部,并在填料層與上部下來的約16%稀堿液充分接觸,由頂部引風機抽出排入大氣。真空度由引風機變頻及PICA-5308調節。一級廢氣吸收塔吸收堿液由堿液循環泵送回吸收塔頂部,反應熱量則由一級塔堿液冷卻器帶走,吸收廢氯氣用燒堿來自液氯工序,當次氯酸鈉的指標合格時,現場人員手動開啟次氯酸鈉泵送至成品罐區。保護塔吸收堿液由堿液循環泵送回吸收塔頂部,反應熱量則由堿液冷卻器帶走,循環堿液定期由次氯酸鈉泵送至一級廢氣吸收堿液循環罐。
改造前廢氯氣吸收工藝流程簡如圖1所示。
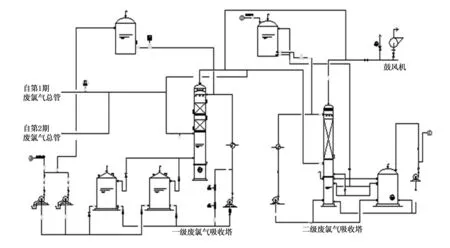
圖1 改造前廢氯氣吸收工藝流程簡圖
Fig.1 Diagram of unimproved process flow for absorbing waste chlorine
2.2 改造前運行情況
廢氯氣吸收裝置自2005年投入運行以來,一直運行比較穩定,2014年更換一二級廢氯氣吸收塔及配套堿液循環罐,同時進行設備更新擴容及自動化升級改造,發現流程上仍有如下3方面不足之處。
(1)主廢氣塔日常檢修和維護較難,檢修時單塔運行存在安全隱患。
(2)現裝置堿液來自液氯配堿流程,須簡化崗位及裝置運行方式,便于管理優化流程。
(3)成品次氯酸鈉輸送不能實現遠程控制,須增加次氯酸鈉輸送泵P-508遠程啟動停止,實現排次氯酸鈉遠程控制。
3 改造方案及效果
3.1 改造方案
在現有廢氯氣裝置附近新建1臺氯氣吸收塔,配套建設1臺堿液配制循環槽、1臺堿液換熱器和2臺堿液循環泵。設備材料見表1。

表1 新增次氯酸鈉裝置主要設備一覽表Table 1 Main equipment used in newly added sodium hypochlorite plant
從去液氯氯氣管線接引氯氣進新裝置進行次氯酸鈉生產,減少開停車對前系統影響;另外,連接2個廢氯氣吸收塔的進氣管路,實現特殊情況下主廢氣塔倒換運行,實現主備切換,便于日常檢修和維護。
改造后新增次氯酸鈉裝置流程圖見圖2。

圖2 改造后廢氯氣系統主體工藝流程
Fig.2 Main process flow of improved waste chlorine gas system
3.2 配套自動化設置
為實現新增次氯酸鈉裝置吸收堿液配制、進氯氣以及吸收過程監控、產品外排等各個操作環節實現遠程和自動化,此裝置做了以下設計。
3.2.1 自動配堿
首先,增加配堿流程,取消液氯配堿流程,簡化崗位及裝置運行方式,便于管理,堿液來自第2期電解裝置成品堿罐2D-330處。同時預計未來進一步技改后連接第2期D-290流程利用堿性廢水,其中D290內堿性水來自電解槽停槽排液洗槽水和樹脂塔再生堿性水,實現物料的多級優質利用。并且燒堿、生產水管線分別設置流量計,調節閥通過自動串級控制配堿濃度。混合器使其混合均勻,安裝過濾器控制產品次氯酸鈉質量。配堿時選擇相應進罐切斷閥。
自動配堿流程見圖3。
堿液循環罐加堿順序是:現場確認打開V-521進堿手動閥門,DCS確認FICA-5322設定值,確認生產水與燒堿配比系數正確。啟動V-521一鍵配堿程序:①V-521堿液進口切斷閥HV-5322C開,堿液切斷閥HV-5322開,FCV-5322、FCV-5323自動串級;②當LT-5321=70%時,程序執行HV-5322關,HV-5322C關,FCV-5322關, FCV-5323關,配堿結束。
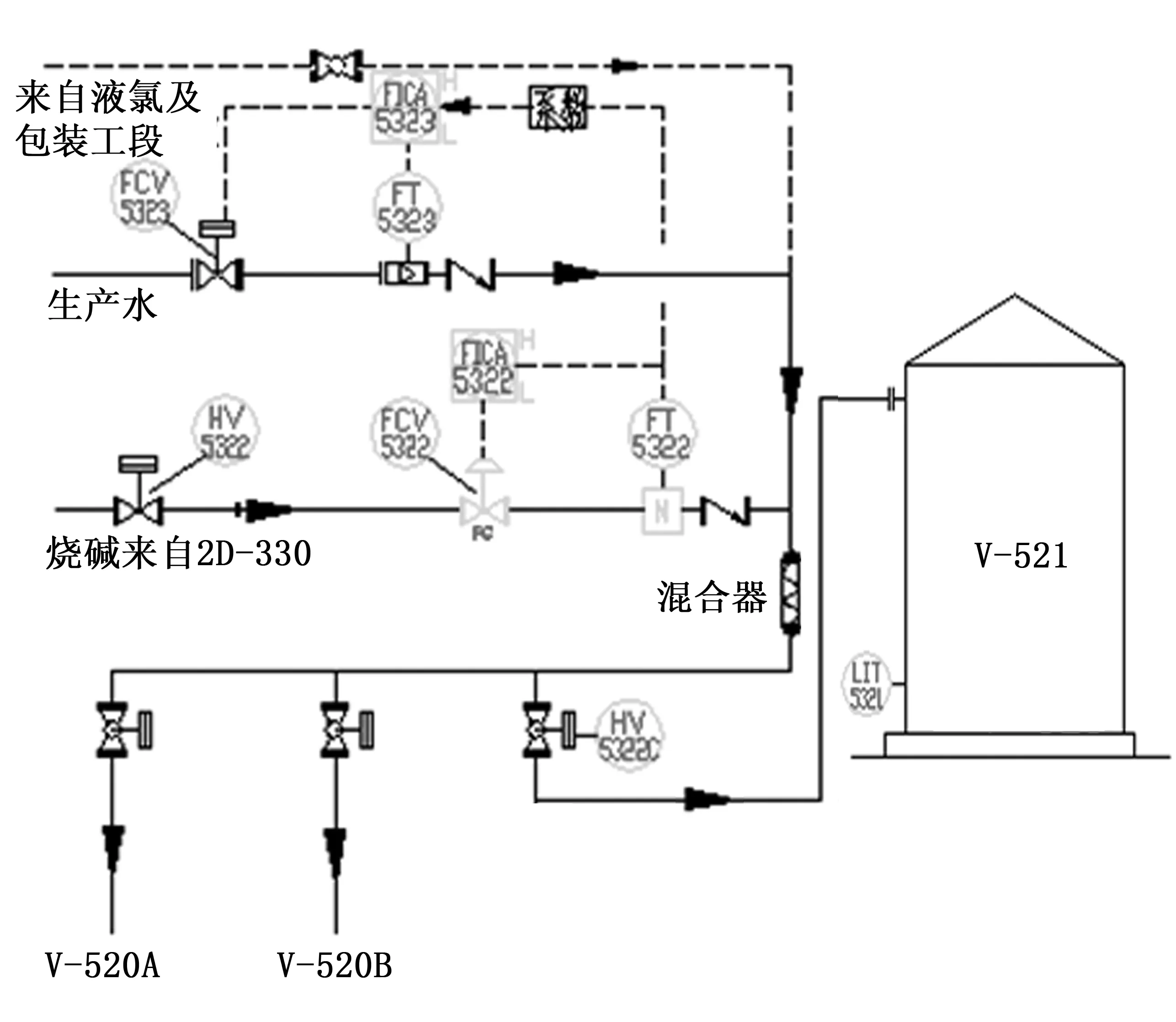
圖3 自動配堿流程Fig.3 Process flow of automatic preparation of alkali solution
3.2.2 反應過程溫度控制
吸收原理為:
2NaOH+Cl2=NaCl+NaClO+H2O[3]。
由于吸收反應是放熱反應,必須及時移出熱量。及時調節堿液冷卻器的循環冷卻水或冷凍水閥門,控制反應溫度低于35 ℃,以免因溫度過高使循環堿液的溫度繼續升高,一方面造成循環堿液對廢氯氣吸收能力下降,另一方面造成次氯酸鈉分解;因此在反應過程中必須及時移走熱量。溫度低于35 ℃時,可以提高吸收能力和漂水產品的質量[4]。循環堿液溫度調控采用自動閥與溫度組成的控制回路實現(見圖4),增加原廢氯氣吸收流程兩級塔循環液溫度自動閥門控制。

圖4 溫度控制回路Fig.4 Temperature control loop
3.2.3 增加在線儀表實時監測
氯氣吸收反應過程分析儀表圖如圖5所示。
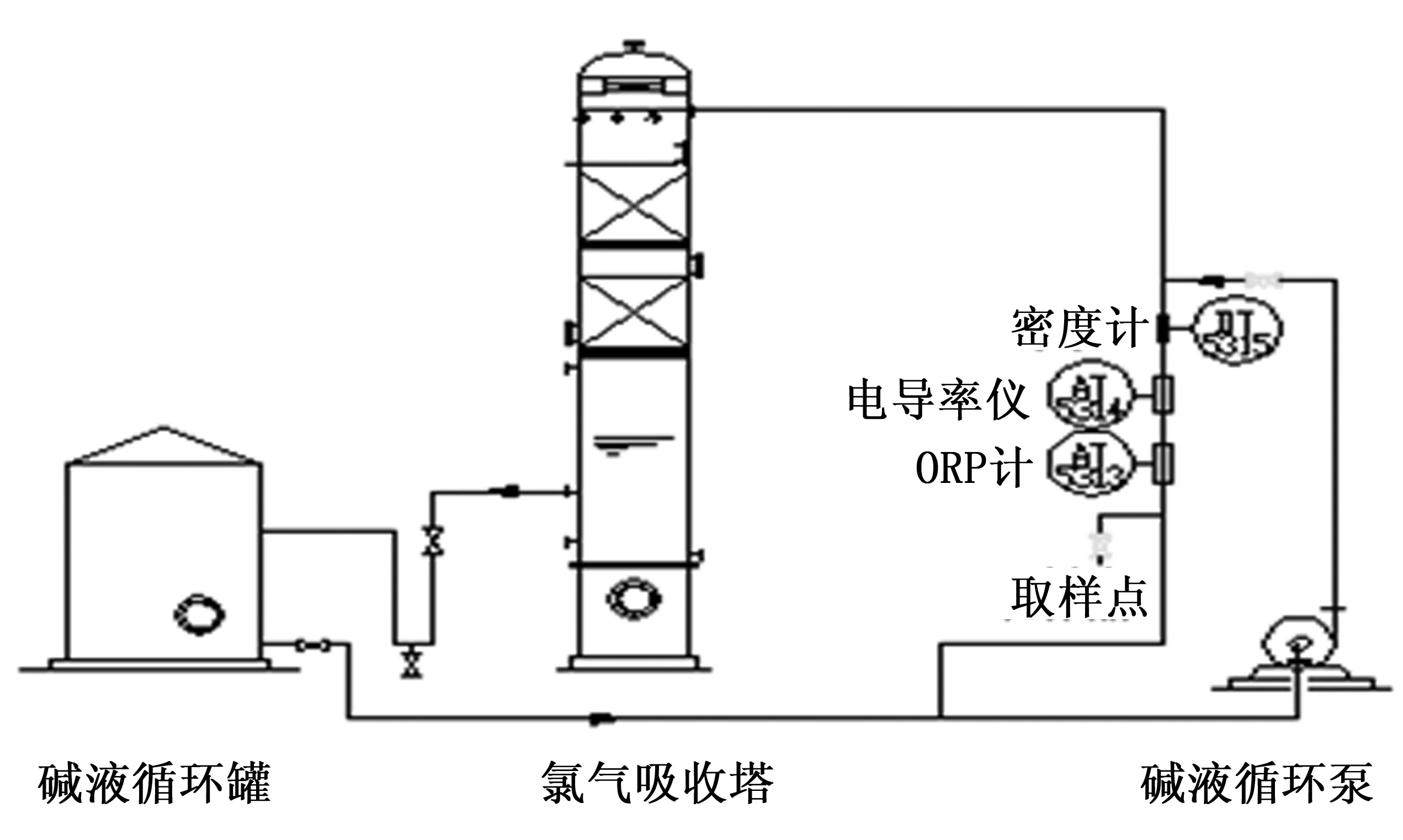
圖5 氯氣吸收反應過程分析儀表圖Fig.5 Analysis instrument for chlorine absorption and reaction
廢氯氣吸收系統吸收的是吸收系統開停車、正常生產時各崗位產生的廢氯氣,檢修和清理時的廢氯氣,以及處理突發事故的氯氣等。可以說廢氯氣吸收系統就是離子膜法燒堿系統的安全屏障。鑒于該流程在系統中的重要性,實時監控吸收用堿液濃度和確認反應終點成為關注的重點。傳統做法是由現場人員定期做樣分析,堿液濃度低時加大人工分析頻率。這種方法比較滯后,勞動強度大且次氯酸鈉品質也得不到精細化的控制。因此該裝置設置了ORP計、電導率儀和密度計,分別檢測循環堿液的游離氯、電導率和吸收氯氣后的密度。
經過一段時間的摸索和總結,發現分析儀表在實時監測保障安全的同時極大程度保障了次氯酸鈉產品的品質(見表2)。
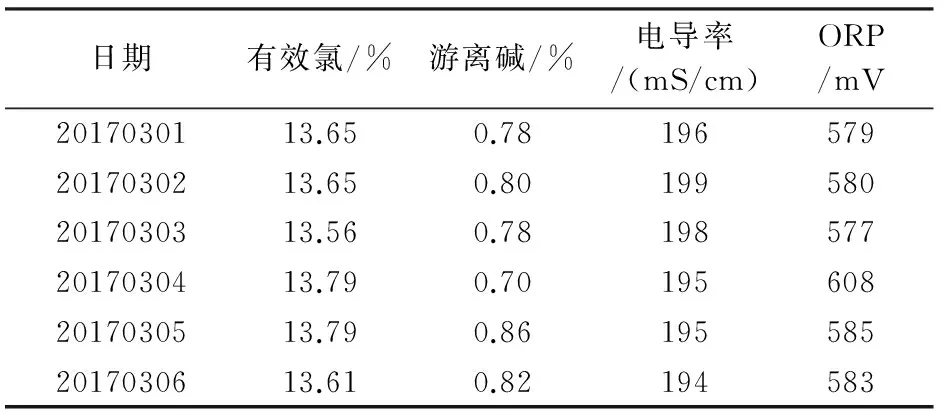
表2 分析儀表顯示及分析數據對比Table 2 Comparison between instrument display data and analysis data
3.2.4 產品外送
設置循環泵遠程啟動停止,成品次氯酸鈉輸送由遠程切斷閥控制。同時設置低液位連鎖。待循環罐V-521罐內游離堿質量分數≤0.8%時,關閉進塔氯氣調節閥、切斷閥,停止生產次氯酸鈉。通知罐區接收產品,打開排次氯酸鈉切斷閥HV-5325,待液位到15%后,連鎖關閉排次氯酸鈉切斷閥。
3.3 改造后效果
新增次氯酸鈉裝置投用后,正常生產時,T-521及其附屬設施主要用來生產次氯酸鈉,T-521進口與廢氯氣主管甩頭閥門處于關閉狀態;一級廢氯氣吸收系統停車檢修時,次氯酸鈉生產裝置可臨時代替一級廢氯氣吸收裝置。如此大大提高整套廢氯氣吸收裝置的自身風險防控能力,保障生產安全穩定。該項目投用后使針對不同的用戶生產不同的產品成為可能,無論是產量還是質量控制方面,均能更好地滿足用戶需要。
總之,在保障系統安全穩定,提高系統整體氯平衡能力的同時,創造了尤為可觀的經濟效益。
4 結語
從裝置投用后的效果來看,改造后的裝置運行效果很好,能達到預期目標。隨著科學技術的日新月異,在流程和自動化優化控制方面仍然有較大的提升空間。
[1] 中國石化集團上海工程有限公司.化工工藝設計手冊上冊[M].北京:化學工業出版社2003 :149-150.
[2] 梁誠.氯堿行業“十三五”發展機會探析[J].氯堿工業,2016,52(1):1-16.
[3] 陳殿彬,陳伯森,施孝奎.離子膜法制堿生產技術[M].北京:化學工業出版社,1998:65.
[4] 韋其興.氯堿生產中廢氯氣的處理方法[J].中國氯堿,2009(8):36-37.
[編輯:蔡春艷]
Modification of sodium hypochlorite production plant
HouFengyin
(Tangshan Sanyou Chlor-Alkali Co.,Ltd., Tangshan 063305, China)
sodium hypochlorite; production equipment; waste chlorine gas; absorption device; reform scheme; operation
The original sodium hypochlorite production plant was used to absorb waste chlorine gas, and had the following deficiencies:①it was difficult to routinely overhaul and maintain the main exhaust tower; ②the transportation distance of alkali liquor used for the plant was long;③sodium hypochlorite could not be remote-controlled. A new sodium hypochlorite production plant was added and thus remote and automatic control of every linkwas realized, such as preparation of absorption alkali solution, feeding of chlorine gas, absorption process, and product conveyance.
侯鳳銀(1987—),女,助理工程師,2011年畢業于華北理工大學化學工程與工藝專業,現為唐山三友氯堿有限責任公司燒堿一車間技術員,從事生產技術管理工作。
2017-02-02
TQ028.2
B
1008-133X(2017)06-0021-04
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
