CW200大馬力機體鑄造工藝設計
2017-08-07 09:25:42馬素娟姬愛青濰柴重機股份有限公司山東濰坊261108
鑄造設備與工藝
2017年3期
關鍵詞:工藝
馬素娟,姬愛青(濰柴重機股份有限公司,山東濰坊261108)
CW200大馬力機體鑄造工藝設計
馬素娟,姬愛青
(濰柴重機股份有限公司,山東濰坊261108)
對公司新開發的CW200大功率柴油機體鑄造工藝設計進行探討,包括鑄造工藝分析、工藝方案確定及各工藝參數選擇。生產實踐證明,該工藝是可行的,為今后類似鑄件的鑄造工藝開發提供參考。
柴油機機體;結構特點;工藝設計
XCW6200ZC-X16柴油機是濰柴重機自主研發的C W200系列大功率柴油機,機體鑄造工藝開發由鑄造廠承擔。
1 機體結構及技術要求
該機體為直列六缸,具體機體結構如圖1所示。鑄件最大輪廓尺寸為1 780mm×1 016mm× 1 120mm,鑄件重量約2 500 kg,最大壁厚77mm,最小壁厚10mm.
鑄件材質為HT250,本體抗拉強度≥225M P a,主軸承座硬度控制范圍180H B W~240H B W.
2 鑄造工藝方案確定
2.1 機體鑄造工藝分析
2.1.1 結構特點
該機體為大型灰鑄鐵件,內腔結構主要由三部分形成,分別為缸筒與曲軸箱腔、噴油泵上下腔、中冷器上下腔。其鑄造工藝難點在于噴油泵上下腔、中冷器上下腔與缸筒腔不相通,且中冷器上下腔除與機體缸孔面有圓孔相通外、與機體側面也不相通,噴油泵上下腔、中冷器上下腔砂芯無法使用芯頭固定,鑄件澆注過程中容易造成漂芯、偏芯等缺陷。
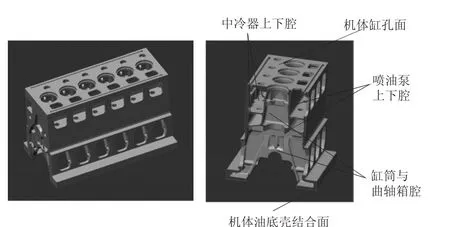
圖1 機體結構示意圖
2.1.2 臥澆工藝
鑄件以缸孔中心線分為上下兩箱,根據產品結構及工藝要求,每箱鑄件需6個曲軸箱與缸筒芯、2個端芯、1個噴油泵腔芯、1個中冷器腔芯共10個砂芯。
優點:所需工裝數量少,工裝制作費用低,鑄件下芯操作簡單。……
登錄APP查看全文
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
