真空加壓釬焊FGH96/DD6接頭的組織和性能
2017-08-08 04:12:37鄒文江程耀永熊華平
航空材料學(xué)報(bào) 2017年4期
鄒文江, 陳 波, 程耀永, 毛 唯, 熊華平
(北京航空材料研究院,北京100095)
?
真空加壓釬焊FGH96/DD6接頭的組織和性能
鄒文江, 陳 波, 程耀永, 毛 唯, 熊華平
(北京航空材料研究院,北京100095)
采用Ni-Cr-B釬料分別在1120 ℃/10 min和1120 ℃/10 min/2 MPa的工藝下實(shí)現(xiàn)FGH96與DD6的釬焊連接。測(cè)試兩種工藝下接頭的抗拉強(qiáng)度,通過(guò)光學(xué)顯微鏡(OM)、掃描電子顯微鏡(SEM)和電子探針(EPMA)分析接頭的組織、成分和斷口。結(jié)果表明:真空加壓釬焊所得接頭的室溫平均抗拉強(qiáng)度達(dá)到1187 MPa,遠(yuǎn)高于真空釬焊接頭621 MPa的強(qiáng)度;與不加壓的真空釬焊相比,真空加壓釬焊所得FGH96/DD6接頭的釬縫中心沒(méi)有平行于被焊面的晶界,而是單個(gè)晶粒貫穿整個(gè)釬縫,并與母材連接面發(fā)生韌性斷裂;真空釬焊接頭中存在Ni3B相,而真空加壓釬焊釬縫中并沒(méi)有殘留的Ni3B相,主要由(Ni, Cr)固溶體組成。
FGH96;DD6;加壓釬焊;性能;組織
隨著航空工業(yè)的發(fā)展,航空發(fā)動(dòng)機(jī)的推重比不斷提高,在整體葉盤(pán)的制造中亟需粉末高溫合金與單晶高溫合金的先進(jìn)連接技術(shù),以滿(mǎn)足高溫、高應(yīng)力、長(zhǎng)時(shí)間等惡劣條件下的工作需求。作為第二代粉末高溫合金的FGH96具有組織均勻、晶粒細(xì)小、屈服強(qiáng)度高、疲勞性能好等優(yōu)點(diǎn),是先進(jìn)航空發(fā)動(dòng)機(jī)渦輪盤(pán)和檔環(huán)等結(jié)構(gòu)件的首選材料[1];而第二代鎳基單晶高溫合金DD6具有高溫強(qiáng)度高、綜合性能好、組織穩(wěn)定、生產(chǎn)成本低等優(yōu)點(diǎn),適合制作1100 ℃以下工作的具有復(fù)雜內(nèi)腔的燃?xì)鉁u輪工作葉片等高溫部件[2],因此,實(shí)現(xiàn)FGH96和DD6的高水平連接,對(duì)航空發(fā)動(dòng)機(jī)熱端部件的研制具有重要的意義。
由于粉末高溫合金的焊接性能較差,而單晶高溫合金有再結(jié)晶的傾向,傳統(tǒng)的焊接工藝很難實(shí)現(xiàn)FGH96和DD6的有效連接。有學(xué)者采用過(guò)渡液相擴(kuò)散焊(TLP)和線性摩擦焊(LFW)對(duì)高溫合金自身的連接進(jìn)行了一定的研究[3-5],但對(duì)于FGH96和DD6異種材料連接的相關(guān)報(bào)道極少。其他研究表明[6-8],采用Ni基合金作為中間層的過(guò)渡液相擴(kuò)散焊(TLP)連接高溫合金的接頭可達(dá)到母材性能指標(biāo)的90%,在焊接溫度下較長(zhǎng)的持續(xù)時(shí)間能提高接頭強(qiáng)度;但是,F(xiàn)GH96的固溶處理溫度較低,過(guò)強(qiáng)的TLP擴(kuò)散焊工藝會(huì)削弱母材的性能,因此釬焊方法更具應(yīng)用前景。釬焊具有工藝簡(jiǎn)單、成本低、量產(chǎn)效率高等特點(diǎn),非常適合異種材料和具有復(fù)雜結(jié)構(gòu)零件的連接。采用釬焊連接粉末高溫合金與單晶高溫合金的主要問(wèn)題是釬料成分的選擇,同時(shí)釬焊溫度與保溫時(shí)間對(duì)接頭性能也有較大的影響。
作者前期采用Ni-Cr-B釬料真空釬焊成功實(shí)現(xiàn)了FGH96和DD6的連接,并通過(guò)擴(kuò)散熱處理的方式來(lái)提高接頭的強(qiáng)度,經(jīng)1000 ℃/16 h熱處理后接頭的室溫抗拉強(qiáng)度達(dá)到913 MPa[9]。雖然擴(kuò)散熱處理能有效提高接頭強(qiáng)度,但過(guò)長(zhǎng)的處理時(shí)間不利于接頭的實(shí)際工程應(yīng)用。因此,本研究在分析真空釬焊與TLP焊各自?xún)?yōu)缺點(diǎn)的基礎(chǔ)上,采用真空加壓釬焊對(duì)FGH96和DD6進(jìn)行連接,對(duì)比研究真空及加壓釬焊FGH96/DD6接頭的性能和組織。
1 實(shí)驗(yàn)材料及方法
實(shí)驗(yàn)中所使用的粉末冶金高溫合金FGH96和單晶高溫合金DD6的化學(xué)成分見(jiàn)表1和表2,Ni-Cr-B釬料的名義成分為Ni-15Cr-3.5B(質(zhì)量分?jǐn)?shù)/%),該釬料的熔化溫度區(qū)間為1055~1105 ℃,通過(guò)快淬技術(shù)將釬料制成厚度約為40 μm的急冷態(tài)箔帶。
試樣裝配前依次用200#,400#,600#,1000#砂紙對(duì)兩種母材被焊面進(jìn)行打磨,去除表面的氧化膜,之后將母材與釬料置于丙酮中進(jìn)行超聲清洗并吹干。接頭的金相試樣和性能試樣均采用對(duì)接的方式進(jìn)行釬焊,圖1所示為拉伸試樣的尺寸和裝配形式,試樣兩端為FGH96,中間與2 mm厚的DD6圓片進(jìn)行釬焊,之后加工成圖中的尺寸。實(shí)驗(yàn)中將兩層Ni-Cr-B釬料點(diǎn)焊固定在被焊面之間,試樣裝配好后置于真空爐中,真空爐以10 ℃/min的加熱速率升溫至1120 ℃,并保溫10 min,升溫及保溫過(guò)程中爐內(nèi)真空度不低于1.0×10-2Pa,保溫結(jié)束后試樣隨爐冷卻到室溫后出爐;真空加壓釬焊是在上述釬焊的過(guò)程中對(duì)試樣穩(wěn)定施加2 MPa的壓力。分別測(cè)試真空釬焊與真空加壓釬焊FGH96/DD6接頭的室溫抗拉強(qiáng)度,進(jìn)一步測(cè)試加壓釬焊接頭在750 ℃下的抗拉強(qiáng)度。用4 g CuSO4+ 20 mL HCl + 20 mL H2O配成的腐蝕液對(duì)兩種規(guī)范下的接頭拋光截面浸蝕6~8 s,并通過(guò)光學(xué)顯微鏡(OM)、掃描電子顯微鏡(SEM)和電子探針(EPMA)分析釬縫的組織形貌、元素分布和拉伸斷口。

表1 粉末高溫合金FGH96的化學(xué)成分(質(zhì)量分?jǐn)?shù)/%)[10]Table 1 Composition of nickel-based P/M superalloy FGH96 (mass fraction/%)[10]

表2 單晶高溫合金DD6的化學(xué)成分(質(zhì)量分?jǐn)?shù)/%)[11]Table 2 Composition of single crystal superalloy DD6 (mass fraction/%)[11]
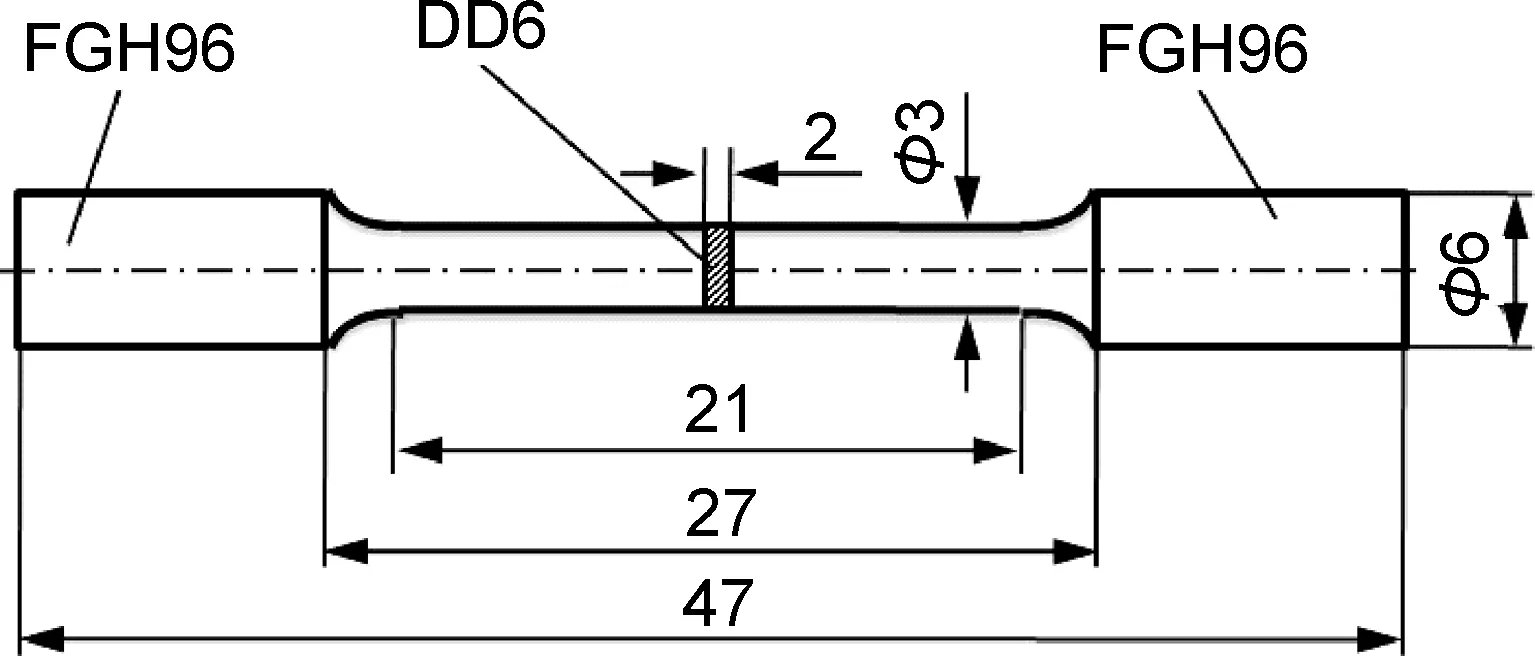
圖1 拉伸試樣尺寸和裝配形式Fig.1 Tensile specimen size and assembly mode
2 結(jié)果與分析
2.1接頭抗拉強(qiáng)度
采用Ni-Cr-B釬料在真空釬焊(1120 ℃/10 min)和真空加壓釬焊(1120 ℃/ 10min/ 2MPa)兩種工藝下獲得的FGH96/DD6接頭抗拉強(qiáng)度見(jiàn)表3。由表3可以看出,真空加壓釬焊所得接頭的室溫平均抗拉強(qiáng)度達(dá)到了1187 MPa,遠(yuǎn)高于無(wú)壓力狀態(tài)下真空釬焊接頭621 MPa的強(qiáng)度,加壓釬焊接頭在750 ℃時(shí)仍有851 MPa的抗拉強(qiáng)度。分析表3數(shù)據(jù)發(fā)現(xiàn),真空加壓釬焊不僅使接頭抗拉強(qiáng)度提高了近2倍,其數(shù)據(jù)的穩(wěn)定性也優(yōu)于無(wú)壓力真空釬焊,大大提高了FGH96/DD6接頭的可靠性。
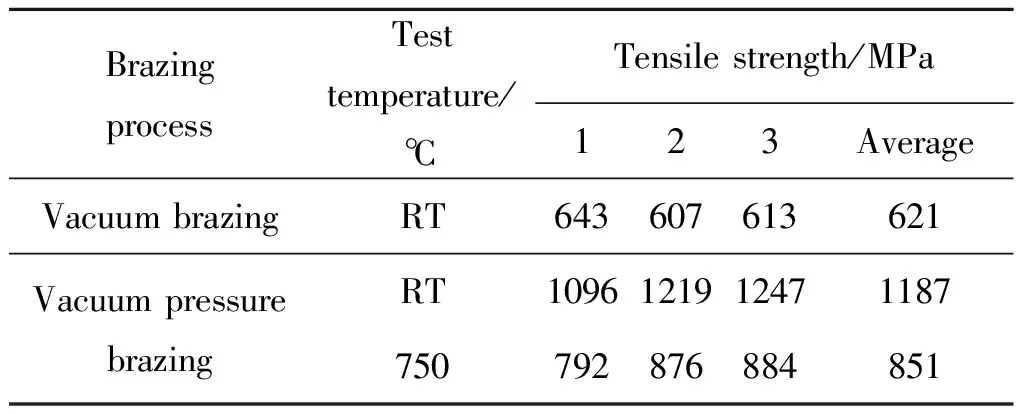
表3 兩種工藝下的FGH96/DD6接頭抗拉強(qiáng)度
2.2接頭組織及成分
圖2給出了光學(xué)顯微鏡(OM)下觀察到的FGH96/DD6接頭微觀組織,圖2(a)為無(wú)壓力狀態(tài)下真空釬焊所得接頭的金相組織,圖2(b)為真空加壓釬焊所得接頭的金相組織。從圖2可以看出,兩種接頭中釬料都與兩側(cè)母材結(jié)合良好,靠近DD6側(cè)界面處均形成了具有一層薄薄的反應(yīng)層,靠近FGH96側(cè)都分布著灰色漸變的擴(kuò)散反應(yīng)層。真空加壓釬焊所得接頭在DD6側(cè)的界面反應(yīng)層要比真空釬焊的厚,F(xiàn)GH96側(cè)的擴(kuò)散反應(yīng)層厚度也明顯增加,且組織更為細(xì)小致密。
觀察圖2中二者釬縫組織發(fā)現(xiàn),真空釬焊所得接頭的釬縫中央有一道連續(xù)的晶界,該晶界兩側(cè)分布著大小不一的等軸晶;而真空加壓釬焊所得接頭的晶粒貫穿于整個(gè)釬縫,且其釬縫厚度明顯要比真空釬焊的小。推測(cè)是由于壓力作用使釬縫中焊料與母材貼合更為緊密,元素更有利于向母材擴(kuò)散,且成長(zhǎng)空間的限制也使釬縫晶粒由雙層轉(zhuǎn)變?yōu)閱螌印?/p>
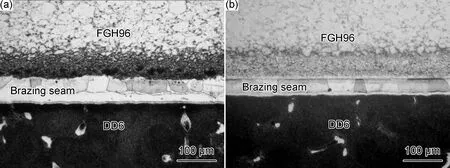
圖2 光學(xué)顯微鏡下FGH96/DD6接頭的金相組織 (a)真空釬焊;(b)真空加壓釬焊Fig.2 Microstructures of FGH96/DD6 joints by OM (a) vacuum brazing;(b) vacuum pressure brazing
為了進(jìn)一步分析接頭組織和成分,圖3給出了FGH96/DD6接頭顯微組織的背散射圖像,圖3(a)為無(wú)壓力狀態(tài)下真空釬焊所得接頭的圖像,圖3(b)為真空加壓釬焊所得接頭的圖像。從圖3(a)可見(jiàn),釬縫中心存在塊狀的淺灰色相“1”,圖3(b)的釬縫中無(wú)該顏色的相存在,而是較為均勻的深灰色相。真空釬焊所得接頭的釬縫和靠近FGH96一側(cè)的擴(kuò)散層厚度都為60 μm左右,真空加壓釬焊所得接頭的釬縫變窄為40 μm,擴(kuò)散層增厚到80 μm左右,二者釬縫+擴(kuò)散層的整體厚度差別不大,這說(shuō)明在加壓的過(guò)程中釬縫厚度減小的同時(shí)部分元素向FGH96基體的更深處擴(kuò)散。
表4為對(duì)應(yīng)圖3中各特征區(qū)域的EPMA分析結(jié)果,可以看出,圖3(a)中“1”區(qū)域的半連續(xù)淺灰色相為釬料合金殘留在釬縫中心的Ni-B相,根據(jù)微區(qū)“1”中Ni和B元素的原子比,推斷該物相為Ni3B。
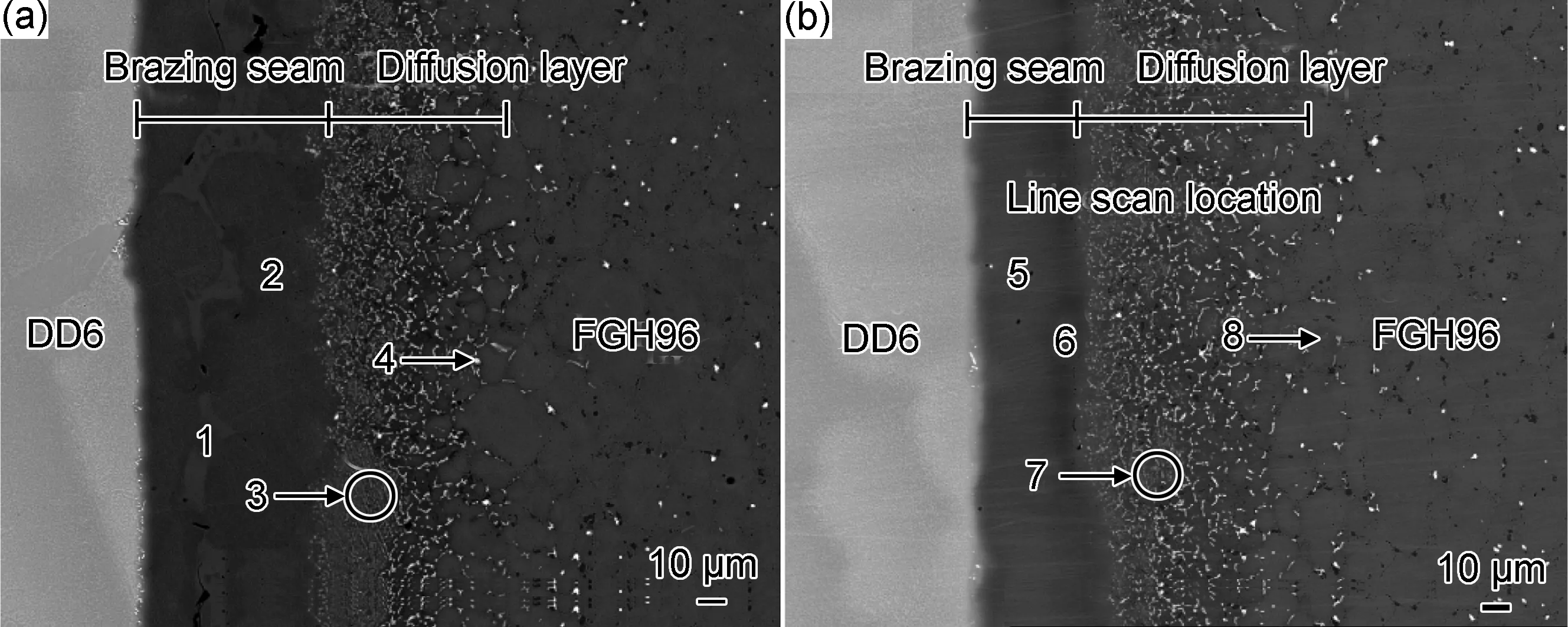
圖3 FGH96/DD6接頭顯微組織的背散射圖像 (a)真空釬焊;(b)真空加壓釬焊Fig.3 BSE images of FGH96/DD6 joints (a) vacuum brazing;(b) vacuum pressure brazing
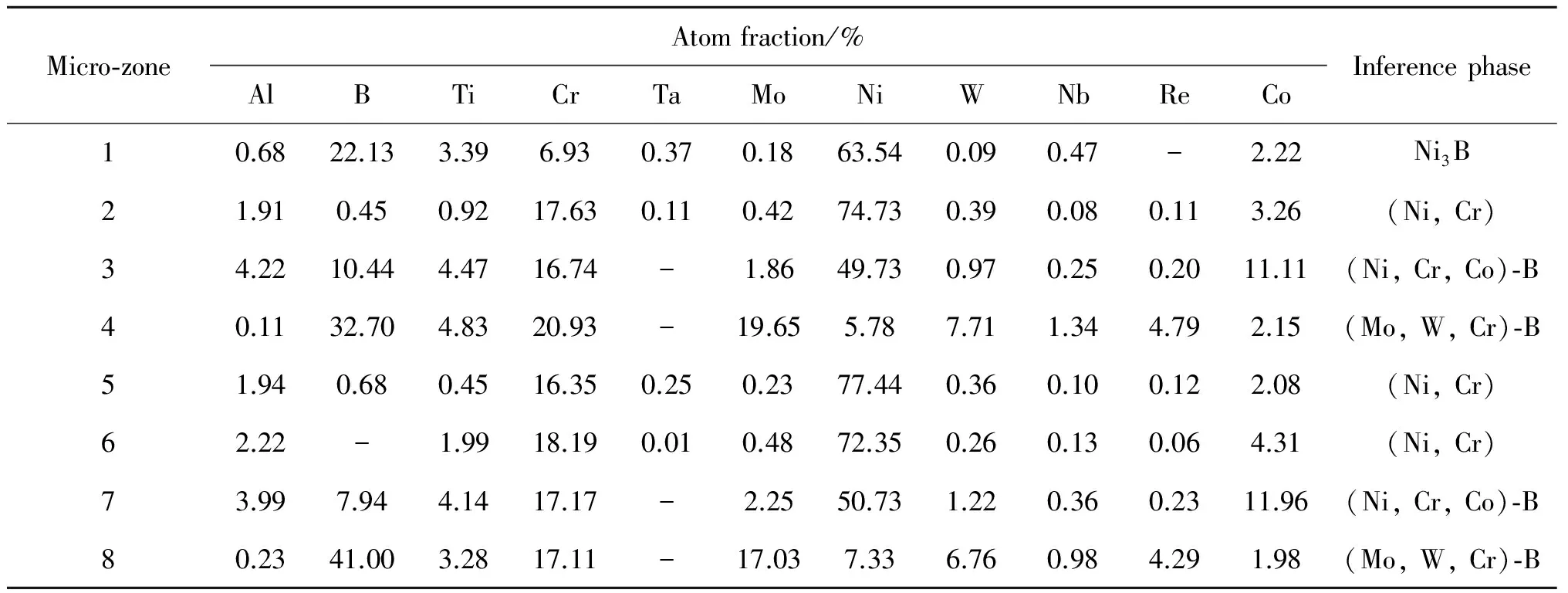
表4 對(duì)應(yīng)圖3中各特征區(qū)域的EPMA分析結(jié)果Table 4 EPMA analyzed results of microzones marked in Fig.3
圖3(b)中“5”,“6”區(qū)域主要含Ni,Cr兩種元素,可以推斷其主要成分為(Ni, Cr)固溶體,這與3(a)中“2”區(qū)域成分一致,同時(shí)證明真空加壓釬焊所得釬縫并沒(méi)有釬料熔化后殘留的Ni3B相。由于B元素的原子直徑小,很容易擴(kuò)散到FGH96的基體當(dāng)中,圖3中擴(kuò)散層的白色網(wǎng)狀組織就是B元素?cái)U(kuò)散所產(chǎn)生的,這從表4中“3”,“4”,“7”,“8”微區(qū)B元素的含量可以得到證明,其中“4”,“8”為代表的白色組織為(Mo, W, Cr)-B相。
2.3拉伸斷口分析
在SEM下觀察了兩種工藝所得拉伸試樣的斷口,以進(jìn)一步分析加壓對(duì)接頭性能極大提升的原因。觀察兩種拉伸斷口發(fā)現(xiàn),真空釬焊所得接頭斷于釬縫的中部,而真空加壓釬焊所得接頭主要斷于釬料與母材的連接面。圖4為FGH96/DD6拉伸斷口的形貌,可以看出真空釬焊的斷口中分布著大量平滑斷裂的形貌,其形狀為等軸晶狀,與圖2(a)中觀測(cè)到的中央晶界相對(duì)應(yīng),這說(shuō)明該晶界為釬縫的薄弱環(huán)節(jié),其存在降低了接頭的強(qiáng)度。圖4(b)中布滿(mǎn)韌窩,并沒(méi)有脆性斷裂的跡象,這說(shuō)明在壓力的作用下釬縫組織較為均勻且與母材發(fā)生了充分的擴(kuò)散。
綜合金相觀察、元素分析和拉伸斷口分析可以發(fā)現(xiàn),真空釬焊接頭的釬縫中央存在明顯的晶界線,該處區(qū)域主要由Ni3B相組成,而試樣的拉伸斷口就是從這一位置產(chǎn)生脆斷。真空加壓釬焊接頭的釬縫由整個(gè)晶粒貫穿,無(wú)中央晶界和Ni3B相,為均勻的(Ni, Cr)相,其試樣拉伸斷口均是與母材處的韌性斷裂。可以得出,由于壓力的作用使FGH96和DD6之間釬料的晶粒生長(zhǎng)受到限制,促進(jìn)了釬縫中B元素向FGH96側(cè)進(jìn)行擴(kuò)散,消除了釬縫中心平行于被焊面的多余晶界以及Ni3B相,從而大大提高了接頭的強(qiáng)度。不僅如此,壓力的作用還能部分?jǐn)D出低熔點(diǎn)相,減少釬縫中缺陷的產(chǎn)生,增加擴(kuò)散反應(yīng)層的厚度,進(jìn)一步提高了接頭的強(qiáng)度和性能的穩(wěn)定性,這正與前面真空加壓釬焊接頭抗拉強(qiáng)度比真空釬焊大幅提高的結(jié)果相一致。
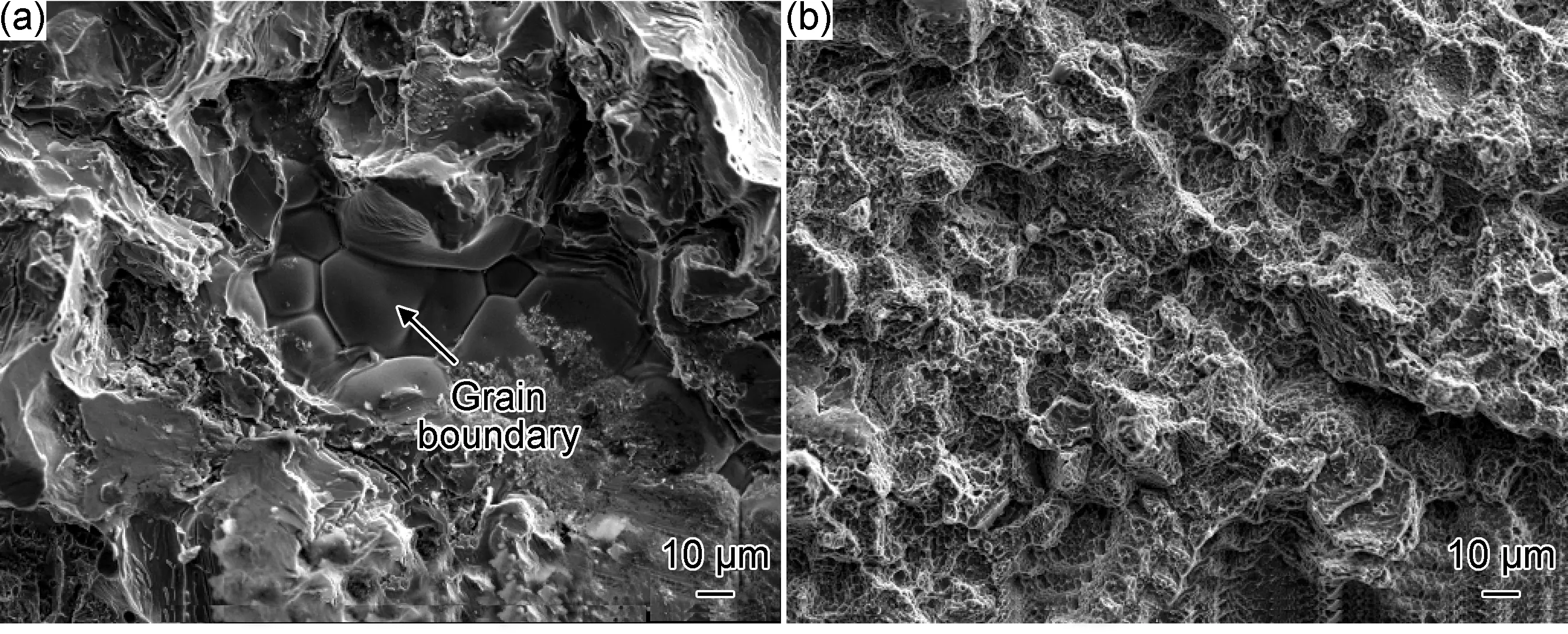
圖4 FGH96/DD6拉伸斷口的形貌 (a)真空釬焊;(b)真空加壓釬焊Fig.4 Microstructures of FGH96/DD6 tensile fracture surfaces (a) vacuum brazing;(b) vacuum pressure brazing
3 結(jié) 論
(1)采用Ni-Cr-B釬料分別在1120 ℃/10 min和1120 ℃/10 min/2 MPa的工藝下實(shí)現(xiàn)了FGH96與DD6的連接,真空加壓釬焊所得接頭的室溫平均抗拉強(qiáng)度達(dá)到1187 MPa,遠(yuǎn)高于真空釬焊621 MPa的強(qiáng)度,加壓釬焊接頭在750 ℃下抗拉強(qiáng)度為851 MPa。
(2)常規(guī)FGH96/DD6釬焊接頭中存在Ni3B相,而真空加壓釬焊釬縫中并沒(méi)有殘留的Ni3B相,主要由(Ni, Cr)固溶體組成。在壓力的作用下釬縫明顯變窄,F(xiàn)GH96側(cè)的擴(kuò)散層厚度增加,擴(kuò)散層中白色網(wǎng)狀組織由(Mo, W, Cr)-B相組成。
(3)壓力促進(jìn)了釬縫中B元素向FGH96側(cè)進(jìn)行擴(kuò)散,消除了釬縫中心平行于被焊面的多余晶界,減少了釬縫中缺陷的產(chǎn)生,大大提高了接頭的強(qiáng)度。
[1] 劉建濤,陶宇,張文義,等.FGH96合金的熱塑性變形行為和工藝[J].材料熱處理學(xué)報(bào),2009,30(6):103-107.
(LIU J T, TAO Y, ZHANG W Y,etal. Hot deformation behavior and process of FGH96 superalloy[J]. Transactions of Materials and Heat Treatment, 2009, 30(6):103-107.)
[2] SHI Z X, LI J R, LIU S Z,etal. High cycle fatigue behavior of the second generation single crystal superalloy DD6[J]. Transactions of Nonferrous Metals Society of China,2011,21(5):998-1003.
[3] 李曉紅,毛唯,郭萬(wàn)林,等.DD6單晶合金過(guò)渡液相擴(kuò)散焊工藝[J].焊接學(xué)報(bào),2005,26(4):51-54.
(LI X H, MAO W, GUO W L,etal. Transient liquid phase diffusion bonding of a single crystal superalloy DD6[J]. Transactions of the China Welding Institution,2005,26(4):51-54.)
[4] HUANG Z W, LI H Y, BAXTER G,etal. Electron microscopy characterization of the weld line zones of an inertia friction welded superalloy[J]. Journal of Materials Processing Technology,2011,211(12):1927-1936.
[5] PREUSS M, WITHERS P J, BAXTER G J. A comparison of inertia friction welds in three nickel base superalloys[J]. Materials Science and Engineering: A,2006,437(1):38-45.
[6] 李曉紅,葉雷,鐘群鵬,等.冷卻速率、保溫時(shí)間對(duì)DD3單晶合金TLP連接接頭組織和性能的影響[J].航空材料學(xué)報(bào),2015,35(1):1-7.
(LI X H, YE L, ZHONG Q P,etal. Effects of cooling rate and holding time on microstructure and property of TLP bonded joints for DD3 single crystal superalloy[J]. Journal of Aeronautical Materials, 2015, 35(1):1-7.)
[7] LAUX B, PIEGERT S, R?SLER J. Braze alloy development for fast epitaxial high-temperature brazing of single-crystalline nickel-based superalloys[J]. Metallurgical and Materials Transactions A,2009,40(1):138-149.
[8] LIU J D, JIN T, ZHAO N R,etal. Effect of transient liquid phase(TLP) bonding on the ductility of a Ni-base single crystal superalloy in a stress rupture test[J]. Materials Characterization,2008,59(1):68-73.
[9] CHEN B, XIONG H P, MAO W,etal. Dissimilar joining of P/M superalloy and single crystal superalloy using Ni-Cr-B brazing alloy[J]. Welding in the World,2015,59(6):911-915.
[10] ZHANG M J, LI F G, CHEN B,etal. Investigation of micro-indentation characteristics of P/M nickel-base superalloy FGH96 using dislocation-power theory[J]. Materials Science and Engineering: A,2012,535(5):170-181.
[11] XIONG J C, LI J R, LIU S Z. Surface recrystallization in nickel base single crystal superalloy DD6[J]. Chinese Journal of Aeronautics,2010,23(4):478-485.
(責(zé)任編輯:徐永祥)
MicrostructuresandPropertiesofFGH96/DD6JointsBrazedatVacuumPressureState
ZOU Wenjiang, CHEN Bo, CHENG Yaoyong, MAO Wei, XIONG Huaping
(Beijing Institute of Aeronautical Materials, Beijing 100095, China)
Ni-Cr-B brazing filler was used to braze FGH96 and DD6 at 1120 ℃/10 min and 1120 ℃/10 min/2 MPa. The tensile strength of the joints was tested, the microstructures and fractures were observed by OM and SEM, and the reaction products were analyzed by EPMA. The results show that the joints brazed at vacuum pressure process offer the average tensile strength of 1187 MPa, outclass the joints brazed without pressure which has average tensile strength of 621 MPa. Compared with vacuum brazing, the grains of FGH96/DD6 joints brazed by vacuum pressure state penetrate the brazing seam without grain boundary and ductile fracture occurred in the parent metal surface . The Ni3B exists in the joints brazed by vacuum brazing, but it is (Ni, Cr) solid solution in the joints brazed by vacuum pressure brazing instead of Ni3B.
FGH96;DD6;pressure brazing;property;microstructure
2016-12-18;
2017-02-28
國(guó)家自然科學(xué)基金(51305414)
鄒文江(1988—),男,碩士,工程師,主要從事釬焊及擴(kuò)散焊技術(shù)研究, (E-mail) 1140zwj@163.com。
10.11868/j.issn.1005-5053.2016.000227
TG454
: A
: 1005-5053(2017)04-0014-05