輕質環保生物質材料擠出加工生產線的研究
2017-08-11 09:44:39李卓宙王夢晗王晨黃瑞星王浩陽李萌張新昌
綠色包裝 2017年6期
關鍵詞:工藝
李卓宙,王夢晗,王晨,黃瑞星,王浩陽,李萌,張新昌
(江南大學機械工程學院,無錫 214122)
輕質環保生物質材料擠出加工生產線的研究
李卓宙,王夢晗,王晨,黃瑞星,王浩陽,李萌,張新昌
(江南大學機械工程學院,無錫 214122)
近年來,環保、無污染、可再生利用的生物質包裝材料研究已成為國內外學者研究的熱點之一。傳統的以綠色環保的廢紙纖維等原料制備環保生物質包裝材料的方法,多是間歇式熱壓成型工藝,其效率較低、不適于機械化大規模生產。本文在作者單位已有研究基礎上,提出了以廢紙、淀粉生物質材料、丙三醇等為原料,基于連續擠出式加工工藝的環保生物質包裝材料加工生產線配置方案,并設定生產線生產效率為20m3/h,針對其中物料攪拌、供送、擠出加工三個關鍵部件進行了結構分析與參數設計。本文的研究對進一步開發新型生物質包裝材料、提高生產效率及降低生產成本具有一定理論和應用價值。
生物質材料;連續生產;結構分析;參數設計
1 前言
近年來,大量包裝廢棄物帶來的資源浪費和環境污染已越來越引起人們的重視,國內外包裝行業也越來越關注提高環境指標,提倡使用新型的節能、可降解包裝材料。生物質材料以其價格低廉、無毒無害、密度小、加工能耗少、比強度和比模量高以及生態環境相容性好等優點,成為了近年來包裝材料領域的主要研究對象之一。
國內對生物質包裝材料生產技術的研究和開發經歷了一個漸進的過程。傳統上,人們多以熱壓成型法加工托盤、生物質片材等。彭慧麗等人[1]首次提出了生物質材料的擠出法加工工藝,并且對擠出過程中生物質纖維物料加工流變性能,以及不同配方廢紙纖維與淀粉之間的混合均勻性進行了研究,探討了淀粉種類、淀粉含量和增塑劑配比等對物料體系加工性能的影響。王禮銀等人[2]從原材料配方和樣品制備工藝等方面對生物質包裝材料進行深入研究,首次進行了可連續生產的生物質包裝材料配方與工藝研究,以綠色環保的廢紙纖維、淀粉生物質材料、丙三醇、聚乙烯醇為原料[3],研究了可連續生產的生物質包裝材料擠出式加工工藝,并提出一種基于擠出工藝的生物質材料配方及其制備方法。
本項目以王禮銀等人的配方方案,結合擠出工藝原理和原材料特性,進一步研究特定生物質纖維碎料及其混合物料的微宏觀物性[6],分析輕質生物質材料制品擠出加工的工藝過程,提出了基于已有配方和工藝參數的擠出加工生產線配置方案,并針對其中物料攪拌與供送、擠出加工、成型模具三個關鍵部件進行結構分析和參數設計,為進一步推廣和應用新型生物質包裝材料奠定一定基礎。
2 輕型生物質材料擠出加工工藝概述
2.1 原材料
王禮銀等人開發的新型可連續生產的輕質生物質包裝材料的配方,主要原材料共有四種:
(1)廢舊瓦楞紙板;
(2)馬鈴薯淀粉;
(3)丙三醇C3H8O3;
(4)聚乙烯醇。
2.2 擠出工藝過程與主要參數
生物質包裝材料擠出工藝包括材料初步處理、基材(廢舊瓦楞紙板)與助劑材料在常溫攪拌下混合、水浴加熱、擠出成型、制品后期處理等步驟。見圖1。
根據實驗研究,確定主要工藝參數為:
首先,將廢棄瓦楞紙板經反復沖洗后浸泡至少24h,然后放入水力碎漿機中進行碎漿處理。
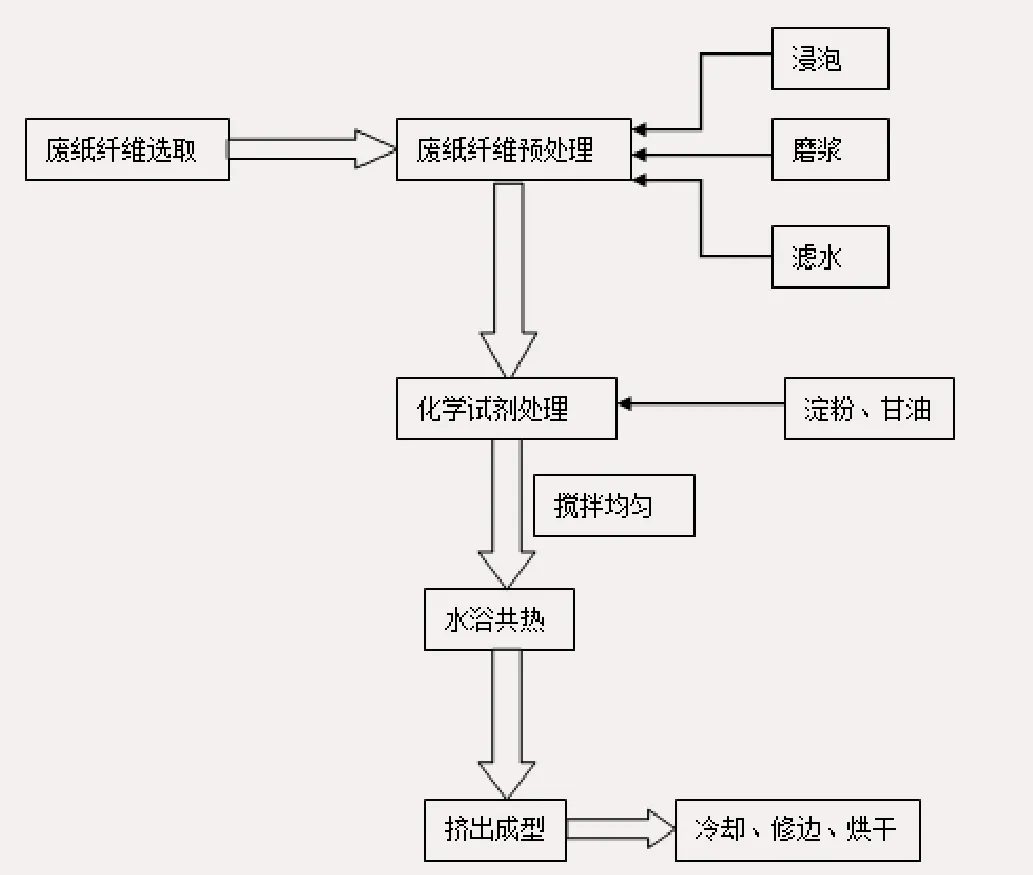
圖1 生物質材料的擠出生產工藝
經過碎漿處理后的廢紙纖維需置于過濾網內進行過濾,至含水率為80%~85%;
原材料配比為11%淀粉、11%丙三醇與78%廢紙纖維;
原材料的水浴加熱,需保持85℃溫度加熱30min;
螺桿擠出設備的工藝參數:擠出機機頭的3段加熱溫度為65℃、65℃和80℃,螺桿轉速為45r/min。
擠出制品的后期干燥溫度為50℃,干燥時間為8h,至成品含水率在10%以下。
3 輕質生物質材料擠出加工生產線研究
本文將依據上述工藝參數進行擠出加工生產線的配置及主要參數分析。對如圖1所示的擠出加工工藝進行分析,可知其整個工藝過程可分為物料攪拌、供送和擠出加工三個部分。
3.1 生產效率確定
經過調研,本生產線采用單機配置形式,即,按生產工藝流程,每一個工序配置一臺設備;生產效率由單機生產效率確定。考慮到單條螺桿擠出機的實際生產能力,取每小時產量20m3。
實驗室測量得生物質材料樣本的密度ρ=1.408t/ m3,體積V=20m3,
質量M=ρ×V=1.408×20=28.16t。
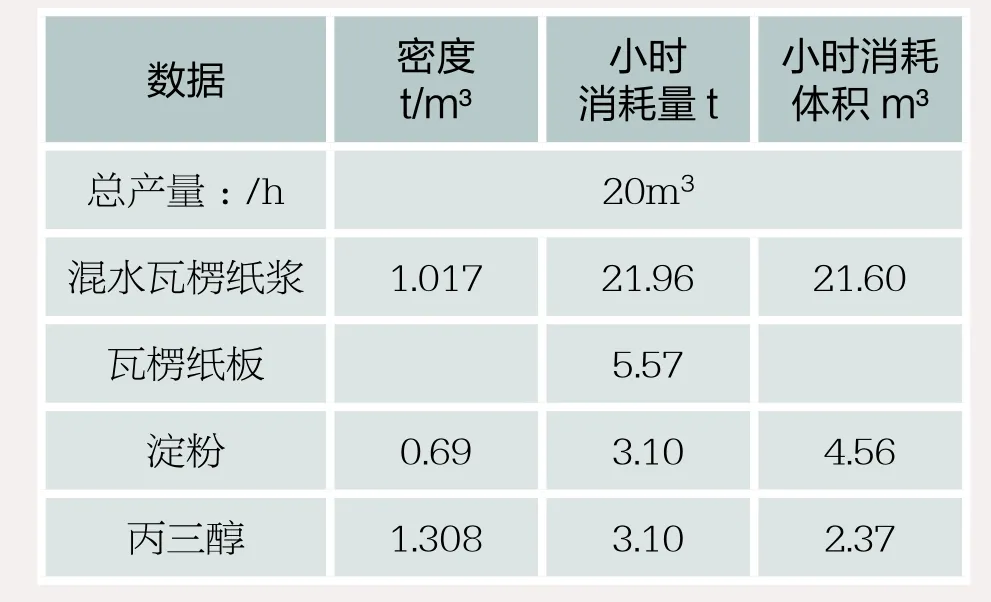
表1 原材料需求量表
3.2 生產線配置方案
根據實驗分析,可將圖1所示的生物質材料擠出生產工藝流程分為四個部分:廢舊瓦楞紙板的預處理與輸送;淀粉的預處理與輸送;丙三醇的預處理與輸送,原材料的攪拌與輸送。結合實驗室加工試樣的工藝過程,確定如圖2所示的自動化生產線配置方案。
其中,生產線中各設備的作用分別為:
(1)儲料槽——儲存運輸來的廢舊瓦楞紙板;
(2)刮板輸送機——運輸被回收的瓦楞紙板,將其運輸至高濃水力碎漿機中;
(3)高濃水力碎漿機——對廢舊瓦楞紙板進行浸泡,碎漿,濾水處理;
(4)振動篩式給料器——定量運輸淀粉;
(5)雙閥門輸送泵——定量運輸甘油;
隨著社會基礎建設的完善和經濟的快速發展,人們認識到“空間資源”也是限制城市平穩發展的主要因素之一。在城市建設初期,由于建設技術以及認識的不足,僅重視地上空間資源的利用率,而忽視了地下空間資源和空中資源的綜合利用,并在建設過程中存在重視建設、忽視后期維護的現象,導致早期城市建設過程中地下管線的鋪設不合理,造成了后期探測及整改的難度。為了彌補這一缺陷,應該加強城市地下管線科學規劃并制定出科學的整改舉措,加強后期維護整改的防范意識。
(6)軸式螺旋攪拌機——達到攪拌、運輸以及加熱的目的;
(7)螺旋擠出機——擠出加工生物質材料的設備,本文不做討論;
(8)電動機——臥式攪拌機的動力驅動裝置;
(9)鍋爐——給高濃水力碎漿機供給熱水和向軸式螺旋攪拌機供給蒸汽;
(10)熱交換管道——用來保持混合物料的溫度。
3.3 設備主要參數的確定
3.3.1 混合物料溫度及保持時間
原方案進行的是水浴加熱:需保持85℃溫度加熱30min。
混合物料溫度計算:
使紙漿的紙纖維與水分開計算,均為100℃,另兩者常溫25℃。混合前各物料溫度與比熱容見表2。
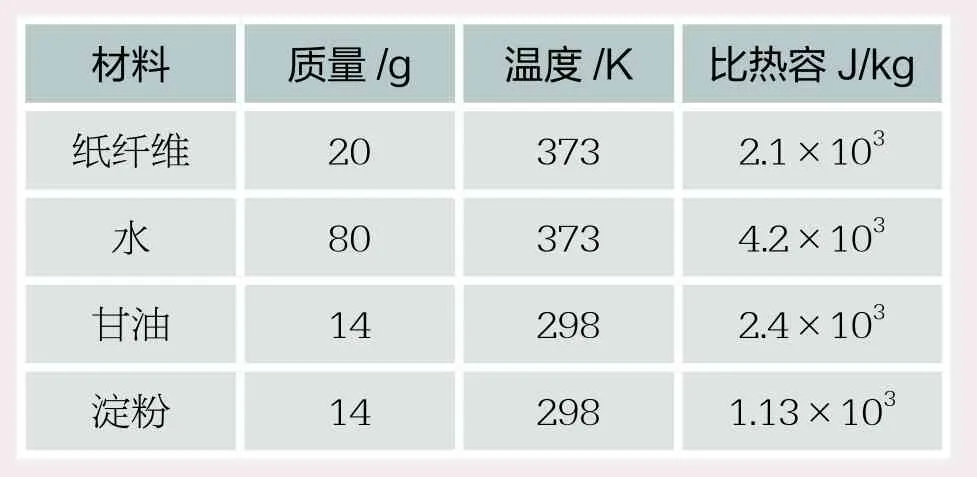
表2 原料溫度與比熱容
為便于計算,設水力碎漿機排出的紙漿為100g,混合后整體物料溫度為X。
即可得到如下方程式:

解得:x ≈ 364K,
即100℃的紙漿與相應比例的常溫甘油和淀粉混合后整體溫度為91℃。
為了縮短原有的水浴時間,可提高混合物的反應溫度。經對照實驗得出,混合物在95℃左右保持5min可替代30min的85℃水浴加熱。混合物溫度由攪拌機上方的蒸汽熱量交換管道來保持,蒸汽由鍋爐提供。
3.3.2 螺旋輸送機參數計算
選用工業生產中應用的一般螺旋輸送機[4]。
已知:小時生產量20m3,密度1.408t/m3。
計算得平均輸送量Q=28.16t/h。
通過相關資料的查取,取物料綜合系數k=0.0710,物料綜合特性系數A=20,傾角系數C=1.0,填充系數Ψ=4.0。
驅動功率的計算:

3.3.3 水力碎漿機及其工藝參數確定
水力碎漿機主要用于廢紙脫墨和纖維碎解流程。通過水力碎漿機,在高濃度和水溫60-90℃的條件下迅速碎解廢紙,同時通過化學藥品的作用,使油墨粒子和纖維分離,油墨粒子和雜質盡量保持原有尺寸大小,從而使后面的油墨脫除、篩選、凈化等工序能順利進行,利用廢紙制出高白度的漿料,并節約蒸汽、藥品和動力消耗。槽體內底部有三塊折流板,以促使漿料回流形成循環,并設有孔板在高濃碎解時作為稀釋水通道使用。
考慮高濃水力碎漿機的工作性能,需要在定下每日工作時間后選擇對應的型號。
高濃水力碎漿機處理濃度為12%-18%,間歇操作。控制水力碎漿機的工作,使其出漿濃度為18%,工作間歇為一小時工作一次,通過在水力碎漿機與刮板運輸機之間設置儲料器來實現間歇給料。
瓦楞紙板消耗質量為5.57t/h。
生產量為5.57×78.8%÷18%=24.38t/h,
生產體積為24.38÷1.017=23.98m3/h,
高濃水力碎漿機產出含水率為82%的混水瓦楞紙板,并通過后續的機械發熱使混水瓦楞紙漿的含水率接近80%。
3.3.4 電磁振動給料器參數計算
本項目選用電磁振動給料機進行淀粉輸送。電磁振動給料機激振器電磁線圈的電流是經過單相半波整流的,當線圈接通后在正半周內有電流通過,銜鐵與鐵芯之間便產生了一脈沖電磁力互相吸引,這時槽體向后運動,激振器的主彈簧發生變形儲存了一定的勢能,在負半周線圈中無電流通過,電磁力消失,主彈簧釋放能量,使銜鐵和鐵芯朝反方向離槽體向前運動,于是電磁振動給料機以交流電源的頻率作3000次/ min的往復振動,由于槽體的底平面與激振力作用線有一定的夾角,因此槽體中的物料沿拋物線的軌跡連續不斷地向前運動。調節整流電壓的高低,即可控制電磁振動給料機的送料量。給料機采用可控硅整流供電。改變可控硅的導通角,即可控制輸出電壓的高低。根據使用條件,可取不同信號來控制可控硅導通角的大小以達到自動定量送料的目的。
方案設計的淀粉需求量為3.10t/h。
3.3.5 甘油運輸泵參數設計
甘油輸送泵為一種結構較為簡單的輸送泵,其原理為通過電動機的帶動,使加熱軟化的甘油[5]從中間的儲料罐中運輸到兩邊的定量泵中,并于下一個工序中擠入螺旋攪拌機中。通過四個單向閥控制甘油的運輸方向。由于有兩個泵交替使用,甘油的運輸可以看成是一個源源不斷的過程,實現了甘油的連續運輸。
已知:甘油需求量為3.10t,運輸方式為連續輸送。
設計采用粘稠液體灌裝設備的部分結構,為了保證連續輸送,設計了兩個相同的機構,當一邊向上升時另一邊向下壓。閥門全采用單向閥。
結構為圓柱體,取底面直徑D=16cm,高H=32.7cm。一個工序耗時20s。
驗算:
輸送速度=π/4×162×32.7×2÷20=658.34ml/s
甘油密度為1.308g/ml,每小時輸送甘油量為658.34×1.308×60×60÷106=3.10t,符合要求。
4 結語
根據以綠色環保的廢紙纖維、淀粉生物質材料和丙三醇為原料的最佳生產配方,本文初步設計了一套輕質生物質材料擠出加工生產線。生產線配置設備及參數為:
高濃水力碎漿機,產物濃度18%,生產量24.38t/h,生產體積23.98m3/h。
電磁振動給料器,淀粉需求量3.10t/h。
甘油輸送泵,甘油需求量3.10t/h,底面直徑16cm,高度32.7cm,輸送速度658.34ml/s。
螺旋輸送機,螺旋直徑0.5m,螺旋軸轉速20r/ min,驅動功率3.19kw,電動機功率4.41kw,螺距0.4m。
本文的研究對生物質包裝材料的高效連續擠出式加工應用奠定了良好的基礎,對進一步開發新型生物質包裝材料、提高生產效率、降低生產成本具有一定理論和應用價值。
[1] 彭慧麗,孫昊,張新昌. 基于擠出工藝的生物質纖維物料加工流變性能[J]. 包裝工程,2014,35(11):53-58.
[2] 王禮銀,孫昊,張新昌等. 可連續生產的生物質包裝材料配方與工藝研究[J]. 包裝學報,2015(4) :14-20.
[3] 王立元, 王建清. 淀粉和纖維在生物降解包裝材料中的應用[J]. 包裝世界, 2004, (5) : 40-43.
[4] 邵賢林, 王平. 螺旋輸送器的設計計算及其在制漿造紙工業的應用[J]. 中華紙業, 2013, (20) : 44-47.
[5] 顧彥龍. 丙三醇作為綠色溶劑在有機反應中的應用[C].中國化學會第27屆學術年會第01分會場摘要集. 2010-06-20: 252-253.
[6] Li.YF, Li.J, Liu. YX, etal. Thermoforming of polymer from monomers in wood porousstructureand characterization for wood-polymer composite[J]. Materials Research Innovations, 2011, 15(1):446-449.
Study on Light-weight Biomass Material Extrusion Production Line
LI Zhuo-zhou, WANG Meng-han, WANG Chen, HUANG Rui-xing, WANG Hao-yang, LI Meng, ZHANG Xin-chang
In recent years, the environmental friendly, pollution-free and renewable bio-packaging materials have become one of hot issues of scholars in domestic and abroad. Traditional green packaging of biomass materials such as waste paper fibers, mostly by intermittent hot press molding process, which is inefficient and not suitable for mass production and mechanization. Based on existing researches, this article gives an overview of a production line configuration, which founded on the continuous extrusion process of environmentally friendly packaging materials with waste paper fibers, starch and glycerol as raw constituents. And a production line has been designed with the productive efficiency of 20m3/h, this thesis aims at structural analysis and parameter design of three essential parts——material agitation, feeding and extrusion of the three structural analysis and parameter design of the key parts. This study has a certain value of theory and application on the further development of packaging materials with new raw materials, improvement of productive efficiency and reducing costs with.
biomass materials; continuous production; structure analysis; parameter design
TB484
A
1400 (2017) 06-0041-05
10.19362/j.cnki.cn10-1400/tb.2017.06.001
項目資助:江南大學大學生創新創業訓練項目資助,項目編號2016361y
張新昌(1961.4-),江南大學教授,包裝材料與制品研究方向。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
