某型飛機整體油箱裝配工藝流程優化方案研究
2017-08-12 03:12:08熊世能蔡燕平
教練機 2017年2期
陳 韋,熊世能,趙 爽,蔡燕平
(航空工業洪都,江西 南昌 330024)
某型飛機整體油箱裝配工藝流程優化方案研究
陳 韋,熊世能,趙 爽,蔡燕平
(航空工業洪都,江西 南昌 330024)
以某型飛機的機身整體油箱裝配線為研究改善的對象,運用工業工程的相關理論結合分廠實際情況,以程序分析為切入點,運用“5W1H”提問法和“ECRSI”原則,分析、診斷整體油箱裝配線上存在的問題,并提出改進方案優化整體油箱工藝流程,以解決該型飛機關鍵部件的技術、生產瓶頸。
機身整體油箱;程序分析;5W1H;ECRSI
0 引言
由于受產品結構尺寸的制約,機身整體油箱結構工藝性較差、裝配關系復雜、開敞性差、產品性能(主要指密封性)要求高,工藝流程復雜,因此加大了產品的制造難度。另外,作為機身重要結構部件,無論是零件還是連接件,其數量也最多、最密集,零件數量約500件,占機身約17%,同時,裝配周期也最長,約占整個機身裝配周期一半,成為型號研制的關鍵瓶頸之一。本文以程序分析為切入點,通過5W1H提問法和ECRSI,分析診斷整體油箱裝配工藝流程有無多余或重復的作業、工藝程序是否合理,以及遲延或等待時間是否恰當等,并在此基礎上設計出該工藝流程的優化方案。
1 機身整體油箱介紹
1.1 結構介紹
機身整體油箱位于機身中部,長約6米,寬約2.4米,高約2.2米。由1號、2號和左右3號油箱組成。其中后進氣道內嵌在2#、3#油箱之間,分布了機翼、主起落架等重要安裝交點,結構布局緊湊,工藝分離面多,零件外形、裝配關系復雜,密封面多。如圖1所示。
1.2 裝配線簡介
該生產線是根據油箱的結構特點及現有的制造技術能力建立而成的,以手工裝配為主的固定式流水裝配,適用于小批量生產。廣泛采用專用的設備和工具,手工操作比重大,對操作工人技術水平要求較高。其工藝路線主要是上架定位制孔→架上鉚接裝配→試驗清洗→交付。整體油箱裝配線工藝布置和工藝路線見圖2。
1.3 工藝方案介紹
根據結構特點、當前制造技術,將整體油箱設計了三大工藝分離面,將整體油箱分為油箱前段、左右3#油箱側壁三個裝配單元,并以此形成三位一體,但又相對獨立的“品”型裝配格局。見圖3。
按照密封鉚接標準工藝方法制定了機身整體油箱裝配工藝流程:定位制孔、分解及去毛刺、清洗、涂縫內密封膠、密封鉚接、涂縫外密封膠、結構氣密試驗、系統安裝及試驗、油箱清洗。
按照工作場地和專業不同,結合機身整體油箱裝配工藝流程,將整體油箱裝配共分為定位制孔ws1、密封鉚接ws2和試驗清洗ws3三大裝配工作站。定位制孔工作站主要完成整體油箱的所有零、組件架上定位、制孔工序;密封鉚接工作站主要完成零、組件架上和架下密封鉚接,油箱內燃油管路氣密試驗;試驗清洗工作站主要完成整體油箱滲油試驗和整體油箱清洗工作。
在三大工作站位的基礎上,按照上述三大工藝分離面將整體油箱進一步細劃分了46個裝配程序和3處檢查程序,見表1。
2 工藝流程分析
根據整體油箱生產現狀的分析,目前的生產能力無法滿足該型號批量生產的需求,勞動力、成本、效率、生產周期、質量等都有較大的波動,而導致這些生產過程波動的源頭在于工藝流程合理性。為此,對其是否存在不合理產品結構設計;是否存在不合理的工藝內容、工藝方法、工藝程序和工作地配置;是否存在多余重復的作業,是否存在不經濟的操作方法等進行了分析,并找出工藝流程中關鍵、典型問題,為后續制定改善措施提供依據。
2.1 工藝程序圖繪制
按照程序分析方法,根據現行的裝配工藝流程(見表1)和生產現狀,繪制出機身整體油箱工藝流程圖(見圖4)
2.2 工藝程序分析
通過對現行整體油箱工藝流程梳理可以看到,整體油箱的工藝流程復雜,制造路線長,涉及工藝內容多,參與裝配的人員也非常多,給整個程序分析帶來一定難度。
為此,按照程序分析的步驟,依照現有的工藝流程,從第一個站位第一個程序到最后一個站位的最后程序逐一進行研究分析,運用“5W1H”提問技術,對記錄的事實進行逐項提問。
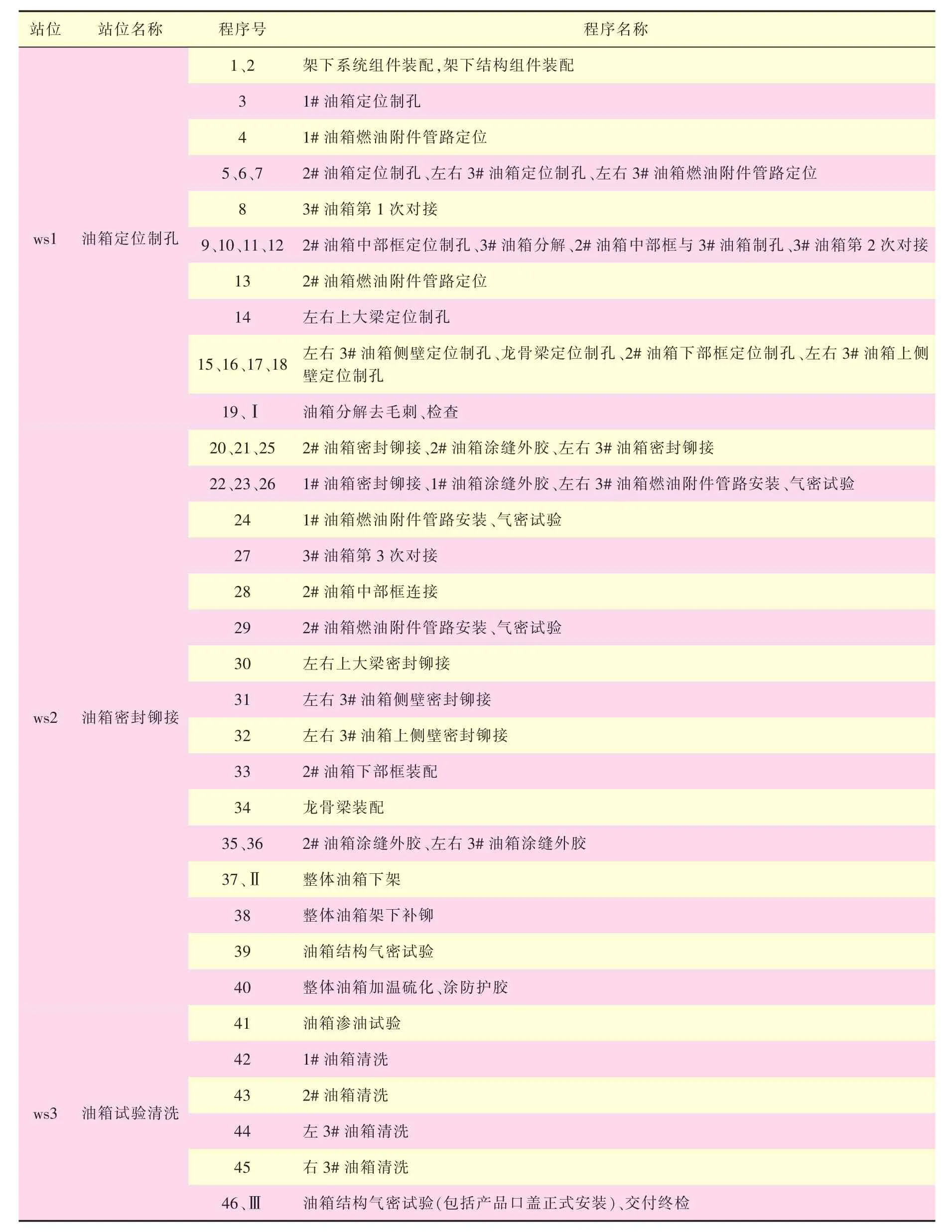
表1 機身整體油箱工藝流程(改進前)
通過對整體油箱工藝程序逐個進行提問,得出以下提問結論,見表2。
從表2統計可知,整體油箱46個工藝程序中有13個存在可以改進完善的可能,其中程序21、22、23、24、26、29、32、35、36可以進行工序的調整,程序42、43、44、45需要增加控制手段。列舉上述13個有疑問的程序具體提問情況見表3~表6。
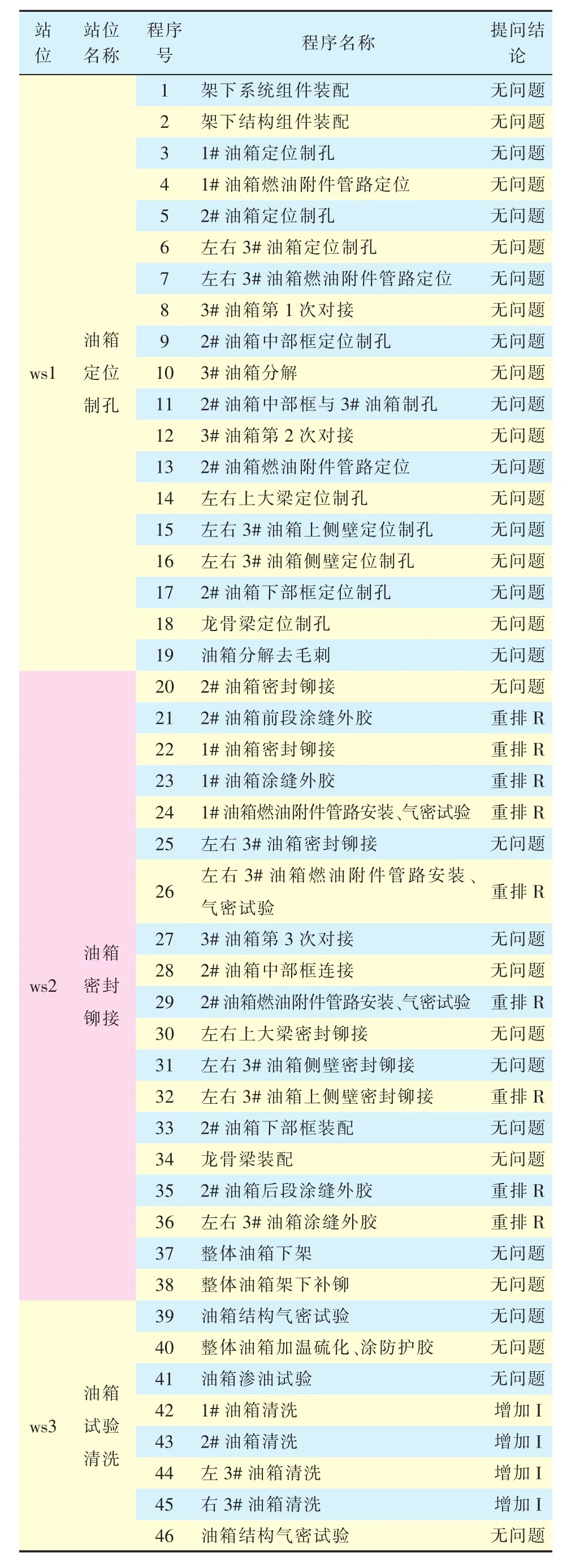
表2 機身整體油箱工藝程序分析
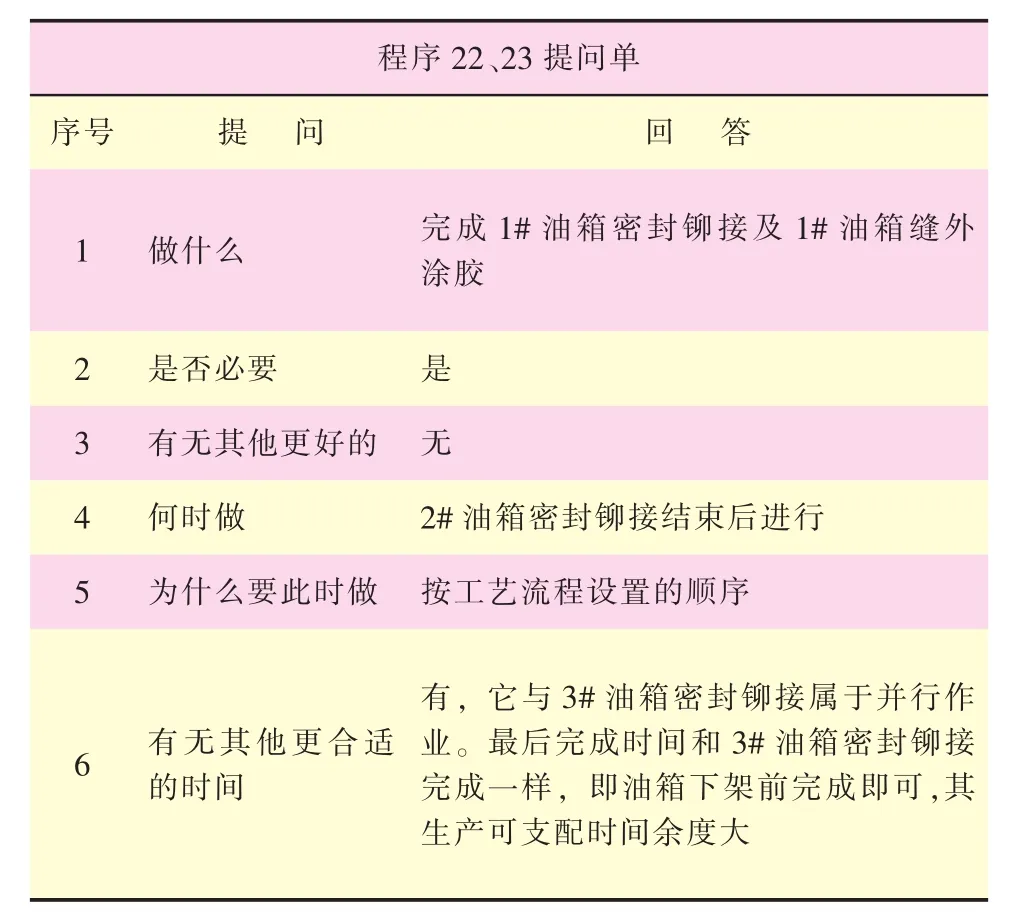
表3 對程序22、23進行提問

表4 對程序21、35、36進行提問
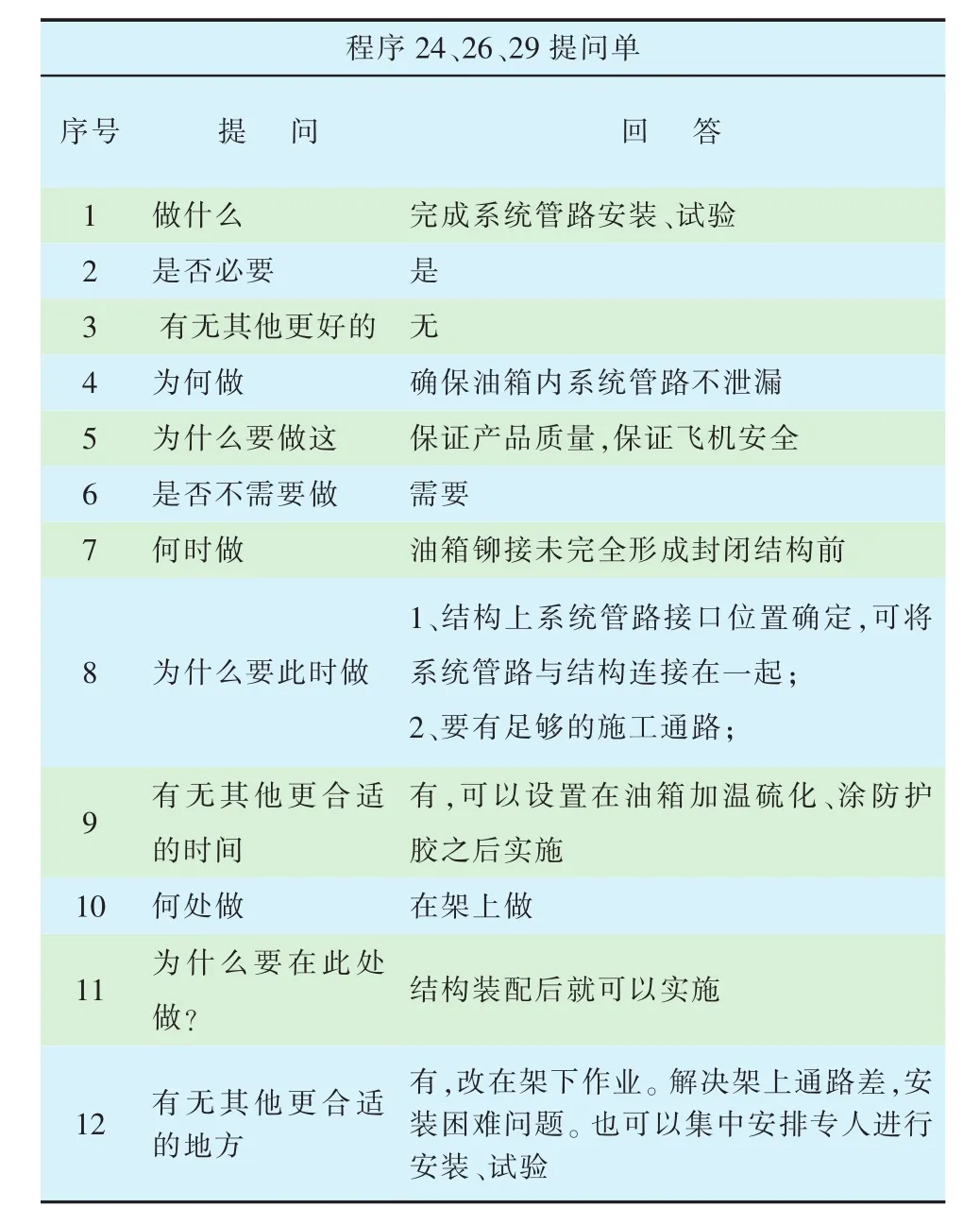
表5 對程序24、26、29進行提問
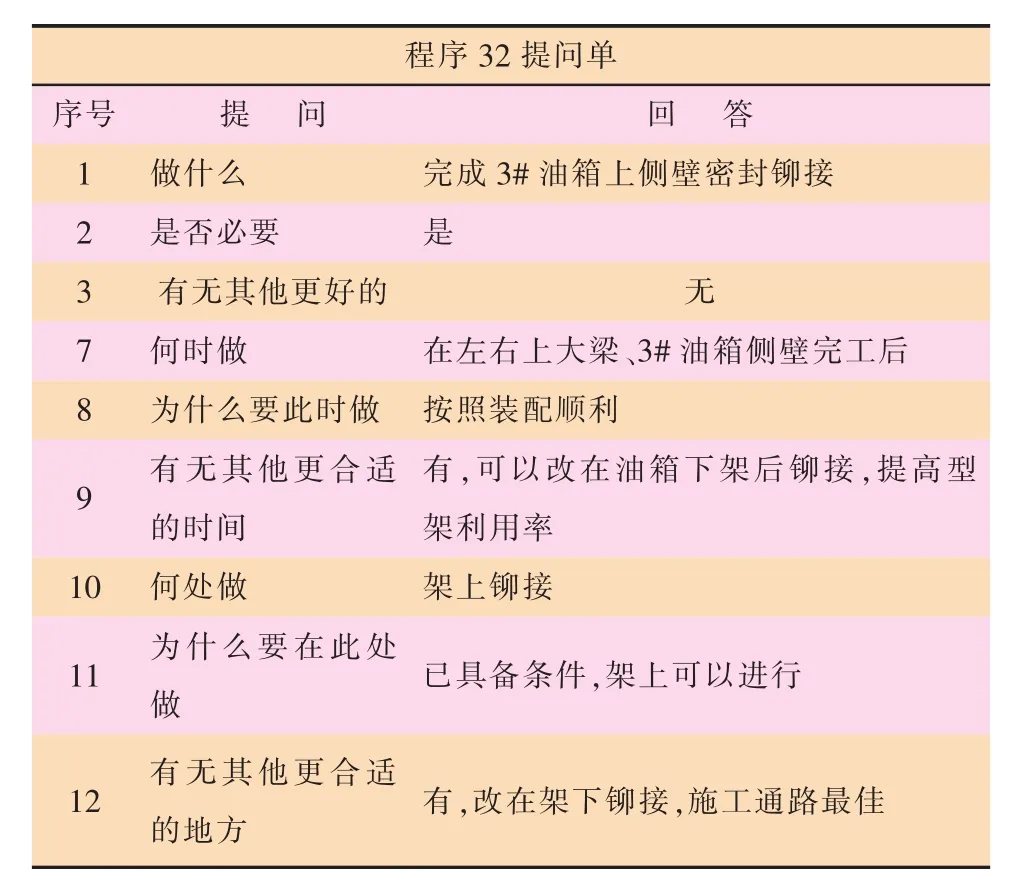
表6 對程序32進行提問
對上述程序提問匯總、歸納,機身整體油箱工藝流程主要存在以下兩個方面的問題:
1)串行作業,關鍵路徑過長
油箱密封鉚接是整個整體油箱裝配工藝流程的關鍵路徑,是生產瓶頸所在。1#油箱密封鉚接(22)及1#油箱縫外涂膠(23)與3#油箱對接設置為并沒有直接裝配關系,可以獨立完成,不會對3#油箱對接產生影響。但現工藝流程將其設置為一種串行作業的關系,而非并行作業。
2)工藝流程設置不連續,存在停滯等待
油箱系統管路安裝及試驗程序21、24、26、29、32、35、36原本設置在型架上待相應油箱結構鉚接完后立即進行安裝、試驗,這種安排導致其他鉚接工作都必須停下來等待,造成本該連續鉚接操作由此停滯,嚴重影響鉚接工序持續性。
3 工藝流程優化
按照工藝程序分析的結論,在原基礎上對機身整體油箱工藝流程進行調整和轉移。
1)1#油箱密封鉚接及涂縫外膠程序22、23與3#油箱密封鉚接屬于并行作業,其裝配任務可以安排在油箱下架前完成,既縮短裝配路線,又縮短生產周期。故將程序22、23與3#油箱密封鉚接流程調整至并行作業;
2)2#、3#油箱縫外涂膠程序21、35、36本身不需要型架就可以實施,同時在型架上施工又受到型架通路的影響。故將其安排至整體油箱架下補鉚程序38之后;
3)系統管路安裝及試驗程序24、26、29本身不需要型架就可以實施,可以移至架外集中進行,故將其安排至整體油箱加溫硫化、涂防護膠程序40之后;
4)3#油箱上側壁密封鉚接程序32既可以在型架上實施也可以在架外實施,為減少型架的占用時間,提高型架利用率。故將其調整至整體油箱下架程序37之后;
5)將架下系統組件裝配程序1、2重復性作業多操作、檢驗工序進行合并、簡化。
通過上述流程的優化,共合并了4程序,重排了9程序,增加4程序,使整體油箱的工藝流程結構更加合理、更加精簡,具體見圖5。
從圖5可以看出,在原工藝流程基礎上,油箱密封鉚接站位ws2內部分程序調整至油箱試驗清洗站位ws3中,減少了油箱密封鉚接站位ws2工作量,緩解了整體油箱裝配線上的瓶頸。
4 結語
本文運用工業工程方法研究的相關知識,結合實際生產現狀,按照程序分析的步驟對機身整體油箱裝配流程進行了全面記錄,并將生產流程繪制成工藝程序圖,運用5W1H提問技術對其工藝流程進行了診斷、分析,查找其深層次問題,同時,還根據ECRSI原則對有關程序進行了刪除、合并、重排、簡化和增加,建立了一套實用、合理的新工藝流程,使生產組織更加簡潔、流暢,更利于精益化生產。通過工藝流程優化改進,生產流程更加順暢,且使生產周期縮短了約5天。
[1]蔡啟明.張慶.莊品.基礎工業工程[M].北京:科學出版社,2009.
[2]張正祥.工業工程基礎[M].高等教育出版社,2006,2.
[3]石宇強.基于IE的生產線改善研究.機械制造[J].2009,47(3).
[4]陳麗霞,若敏,孟波.精益生產[M]:現代IE.北京:兵器工業出版社,2009,7.
[5]張玉麟.工業工程在波音[J].工業工程與管理,1997,6.
>>>作者簡介
陳韋,男,1977年7月出生,2015年畢業于南京航空航天大學,工程師,現從事飛機制造系統質量控制研究。
熊世能,男,1989年6月出生,2010年畢業于南昌航空大學,工程師,現從事飛機裝配工藝技術和精益生產線研究。
版權聲明
凡向本刊提交的文章,均視為同意本刊授權的合作媒體以數字化方式復制、匯編、發行、信息網絡傳播本刊全文。本刊支付的稿酬已包含授權費用。
《教練機》編輯部
Research on Assembly Technical Process Optimization of the Integral
Fuel Tank for a Certain Type of Airplane
Chen Wei,Xiong Shineng,Zhao shuang,Cai yanping (AVIC-HONGDU,Nanchang,Jiangxi 330024)
Regarding the assembly line of fuselage integral fuel tank as research object,apply related theory of industrial engineering according to actual situation.So,within the guidance of“5W1H”method and“ECRSI”principle,analyze and diagnose the problems of the tank assembly line,and put forward improvement to optimize the process so using the production line which has the technological and productive bottleneck as to solve the technical and productive bottleneck for critical parts of the aircraft.
Fuselage integral tank;Procedure analysis;5W1H;ECRSI
2017-05-07)
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
人大建設(2019年12期)2019-05-21 02:55:44
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
銅業工程(2015年4期)2015-12-29 02:48:39
中國衛生(2015年3期)2015-11-19 02:53:32
石油化工應用(2014年8期)2014-03-11 17:40:03