大型鑄件輪帶的質量和工藝研究
2017-08-16 13:18:00鄧榮娟
水泥技術 2017年4期
關鍵詞:質量
鄧榮娟
大型鑄件輪帶的質量和工藝研究
鄧榮娟

回轉窯用輪帶屬于大型鑄造件,其鑄造質量直接決定輪帶使用壽命以及使用安全性,而鑄造質量直接由鑄造工藝所決定,本文通過印尼海德堡萬噸線項目的輪帶制作過程,剖析輪帶鑄造過程的關鍵點所在,為提高大型鑄件質量的研究作鋪墊。
大型鑄件;輪帶;鑄造工藝;質量
1 前言
回轉窯設備作為水泥生產最為關鍵的設備之一,其運行可靠性和安全性毋庸置疑,其中輪帶作為回轉窯設備的關鍵件,其質量要求不言而喻。
輪帶采用砂型鑄造方法成型,鑄造成型并完成粗加工后,進行UT(超聲波無損)檢測,執行標準GB/T7233.1-2009Ⅱ級(靈敏度φ6),精加工完成后,進行MT(磁粉)檢測,執行標準JB/T 5000.14-2007Ⅲ級。
大型鑄件的鑄造,核心在于造型,造型關鍵在于澆道系統和冒口的布置。通過跟蹤印尼海德堡萬噸線項目的輪帶制作過程,了解并掌握造型的細節,為輪帶的制作提供了一份詳細的工藝流程,為提高大型鑄件質量的研究進行了鋪墊。
2 輪帶鑄造工藝關鍵點
(1)采用底注的方式讓鋼液平穩充型,并在內澆道上設有暗冒口。
(2)采用環形橫澆道,將豎澆道和內交道銜接起來,讓鋼液平穩地充型。
(3)采用雙澆注系統,工件和2/3的冒口采用一套澆注系統充型,剩余1/3的冒口再采用一套澆注系統充型,目的是為了保證冒口鋼液的溫度高于工件,形成冷卻梯度。
(4)冒口采用保溫冒口,內外壁貼莫來石磚,工件內外壁施加冷鐵,保證冷卻凝固順序,更有利于排氣、排渣。
澆道處理:輪帶的造型由外到內,再從下而上,同時在輪帶內壁的造型區域內鋪設澆注管道。澆注管道采用陶瓷管,對接時每節管道必須用耐火石棉繩纏繞(用于密封和固定),再用透明膠帶固定,管道對接處要完整,不允許存在錯口。
造型用砂:對于鑄鋼來說,造型用的樹脂砂必須是堿性的酚醛樹脂砂,新砂呈朱紅色,使用過一次后呈黑色,在造型時型腔內壁用的砂必須是一次新砂,厚度≮20mm,其余可用翻新砂,但固化劑和樹脂膠的用量不可超標。切不可使用酸性的呋喃樹脂砂(新砂顏色發綠,主要用于鑄鐵件),因為該砂中含S、N,S是鋼液中有害元素,N元素易形成大量氣體,使得工件的熱裂傾向較大,而酚醛樹脂砂沒有上述缺陷。
3 輪帶鑄造流程
輪帶造型過程和小型件相同,區別在于將后者體積放大若干倍,勞動強度和作業時間都大幅提升,整個造型過程是由外到內,由下往上的順序進行。
3.1 外圍固定框架放置及外底澆道布置
首先,在地坑內放置外圍固定框架,用于造型時起固定作用,見圖1。
其次,將底部的內澆道排布好,一周等分10個內澆道,內澆道在和橫澆道相連時采用四通或兩個三通陶瓷管,將暗冒口留出,見圖2。

圖1 外圍固定框架圖以及內澆道布置

圖2 陶瓷管道
3.2 輪帶的外圍造型
由于輪帶體積很大,為了節約原材料,在模具(工件、冒口)上只制作整圓的1/4,分四次將砂型完成。
首先,將工件部分的模具水平放置在內澆道上方,通過中心定位桿確定模具擺放位置,上面用重物壓實,將與輪帶工件等高的內冷鐵放置在模具的內外壁,冷鐵與模具之間間隔50~60mm,冷鐵與冷鐵之間用固定鉤將其交互勾連,形成整體。
同時,用冷鐵將通氣繩的一邊壓實,另一邊貼冷鐵順上來。目的在于將砂中的氣體直接由排氣管排出,而不經過鋼液,再由冒口排出,最大程度減少氣體對質量的影響,通氣繩間隔100~150mm布置一根即可,見圖3。
接著,用新的堿性酚醛樹脂砂,將冷鐵與模具之間的間隙填實,填實完畢后,再將模具與外固定框架之間的空間用砂填實,之間插入一定量的鋼管,用于排氣。鋼管距外壁內冷鐵的間隙為50~60mm,鋼管距離為800mm左右。同時,預埋泡沫模型,將吊耳位置預留出來,見圖4。
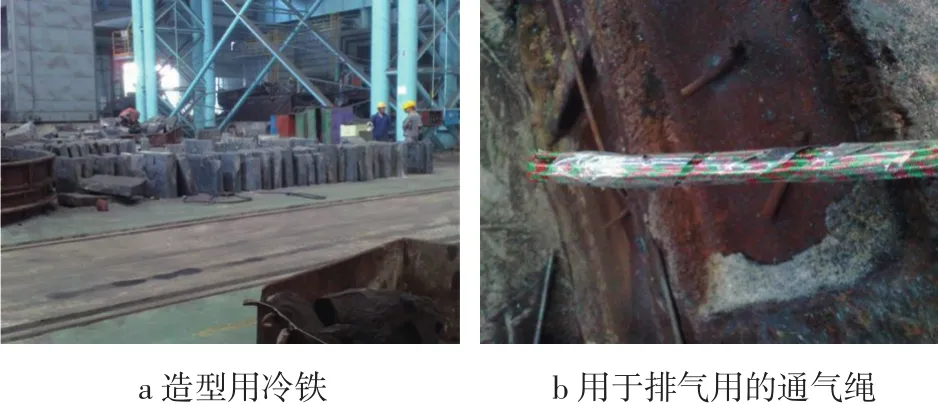
圖3 造型用輔助材料

圖4 輪帶工件部分的填砂造型
再者,將輪帶模具的上表面清理干凈,將冒口模具吊裝并與輪帶模具裝配在一起,形成整體。
造型采用保溫冒口,在冒口模具裝配完成之后,一邊在冒口模具的外壁貼保溫磚(莫來石保溫磚),一邊填充樹脂砂,見圖5。
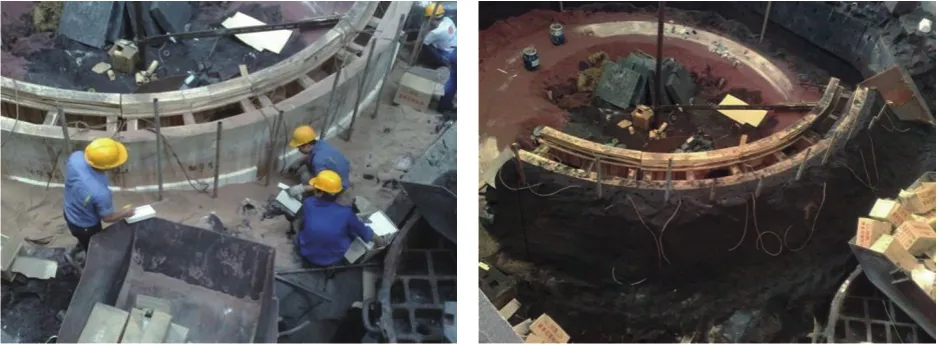
圖5 輪帶冒口部分的填砂造型
最后,當第一個1/4部分造型完畢后,移動模具,以相同的方法將剩余部分逐一造型,形成完整的外圍造型工作,見圖6。
3.3 輪帶的內圍造型
外圍造型完畢后,開始內部的造型,在內部造型的過程中同時進行澆道系統的鋪設,兩者同時進行。

圖6 輪帶外圍整體造型
首先,將內圍清理干凈,并放置固定架,底部平鋪一定高度的樹脂砂后,鋪設環形橫澆道,同時垂直連接豎澆道。
接著,環形橫澆道連接完畢后,開始填砂,同時,用陶瓷管道造型三個豎澆道;與外圍造型相同,在砂型中安放通氣繩和鋼管,用于砂型的排氣,間隙和間距相同。
其次,再將冒口模具放置到位,按照同樣的方式,冒口內壁部分貼保溫磚、填砂,完成造型,見圖7。

圖7 冒口內圍造型
再者,冒口造型高度達到2/3的位置時,開始鋪設用于補充鋼液澆注用的澆注系統,一個豎澆道、環形橫澆道、等分六個內澆道,再進行填砂,最終形成完整的型腔內壁,見圖8。最后,將澆口杯放置在豎澆道上方。
說明:整個澆注系統采用雙澆注系統,工件和2/3的冒口采用一套澆注系統進行充型,剩余1/3的冒口再采用一套澆注系統進行充型,目的是為了保證冒口鋼液的溫度高于工件,形成冷卻梯度。

圖8 補充澆注鋼液用的澆道
整個系統共有四個豎澆道(見圖9中1、2、3、4),其中三個(圖9中的1、2、3)是一個系統,用于澆注工件和2/3的冒口的鋼液,由于采用雙包澆注且鋼包體積巨大,故圖9中序號2、3豎澆道用于一個鋼包澆注,另外序號1豎澆道采用搭接過橋的方式用于另外一個鋼包的澆注。
圖9中序號4豎澆道,用于剩余1/3的冒口的澆注。

圖9 澆注順序
在現場通過自行計時,240t的鋼液用時400s澆注完畢,累加流速大約為0.6t/s。兩個鋼包(一共開三個底注孔)同時澆注,在鋼液澆注到冒口高度的2/3左右時,澆注序號1的鋼包撤離現場,澆注序號2、3的鋼包挪至序號4處進行補交,直至澆注完畢再撤離。
3.4 型腔清理、刷涂料、烘干涂料
造型完畢后,對型腔內壁進行吹氣清理,清理完畢后進行涂刷耐火涂料,涂刷完畢后點燃自烘干,即可等待開爐煉鋼澆注,見圖10。
3.5 澆注鋼液
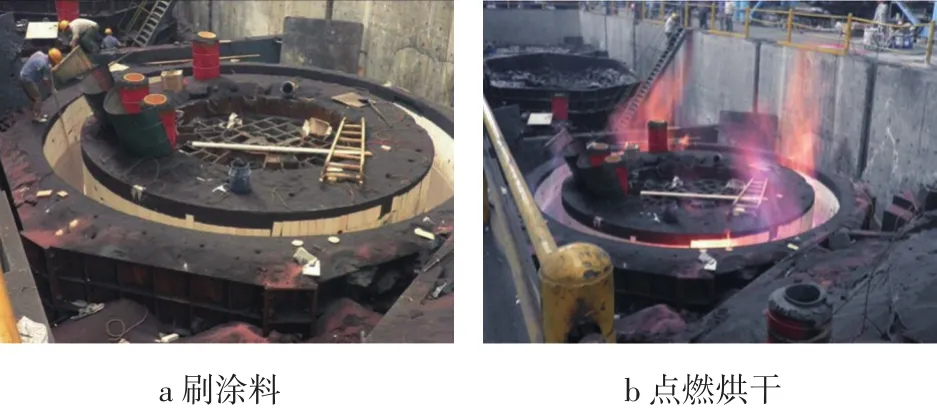
圖10 刷涂料,烘干
按照順序進行澆注,澆注完畢后在冒口鋼液的上面覆蓋一層發熱材料進行保溫,延緩冒口冷卻速度但加速工件冷卻速度,形成冷卻凝固順序,確保輪帶工件部分的鑄造質量。通過現場分析,該保溫材料不同于普通保溫材料“珍珠砂”,不僅能夠保溫更能夠發熱,推測為SiC材料。
3.6 出坑,熱處理
在砂型中保溫12~15d,將輪帶掉出,入熱處理爐進行正火+回火熱處理,見圖11。

圖11 鑄件入熱處理爐
4 結語
(1)該輪帶在后續質檢時,UT達到GB/T 7233.1-2009Ⅱ級(靈敏度φ6)要求,MT達到JB/T 5000.14-2007Ⅲ級要求,質量較好。
(2)輪帶造型的關鍵點在于澆注系統和冒口的布置。
(3)通過上述輪帶造型,我們可以看出鋼液的出品率較低(即鋼液用于冒口的量較大),輪帶的鑄造質量較好,得出鋼液出品率和產品質量成反比的經驗,作為后續提高大型鑄件質量的重要依據。■
Study on the Quality and Technology of Large Castings Tyre
DENG RongJuan
(Sinoma Technology and Equipment Group Co.,Ltd.,Tianjin,300400)
Tyre used for rotary kiln belonged to large casting,the casting quality directly determined the service life and safety,and the casting quality was determined by casting process.Through the casting process of tyre of Indonesia Heidelberg million tons project,the key points of tyre casting process was analyzed,as a reference for the research on improving the quality of large casting.
large casting;tyre;casting process;quality
TG242.1
A
1001-6171(2017)04-0049-04
中材裝備集團有限公司,天津300400;
2016-11-14;編輯:呂光
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
