發電機定子鐵心沖片水溶性漆一次涂漆工藝的研究
2017-08-23 11:14:57張曉漫
大電機技術 2017年4期
關鍵詞:工藝
楊 洲,張曉漫
?
發電機定子鐵心沖片水溶性漆一次涂漆工藝的研究
楊 洲1, 2,張曉漫1
(1. 哈爾濱電機廠有限責任公司,哈爾濱 150040;2. 工程電介質及其應用教育部重點實驗室,哈爾濱 150080)
本文對8種不同硅鋼底材與3種硅鋼片漆的組合進行工藝研究,為定子沖片涂漆性能研究、固化涂層性能的評定提供了一種可靠、全面的考核方法。最終確定了成熟可靠的水溶性硅鋼片漆一次涂漆工藝,研究成果在產品中獲得應用。
發電機;定子沖片;絕緣涂層;一次涂漆工藝;水溶性漆
0 前言
伴隨著發電機單機容量的不斷增加,人們對電機運行可靠性的要求逐漸增高,作為直接影響電機可靠性的定子鐵心絕緣越來越受到發電機制造企業的重視。現代工業技術和社會經濟的發展,社會文明程度的提高、環保意識的增強,讓人類更加注重自身的健康和生存環境的清潔,用水溶性漆替代有溶劑漆作為定子沖片絕緣涂層,已經成為了各大發電制造企業的共識。為了提高生產效率,實現水溶性漆的一次涂漆工藝也成為科研人員重點研究的方向。
一次涂漆工藝的實現,除了需要對涂漆工藝進行細致研究以解決水溶性漆邊緣增厚效應等問題外,還需對硅鋼片預涂層性能、硅鋼片漆性能以及二者的相容性進行全面、系統的考核,這樣才能保證最終產品性能的優異、可靠。
本文制定了系統的工藝考核評定方案,對國內外共計8種帶預涂層的無取向硅鋼產品的預涂層性能、涂漆工藝、再涂相容性等進行全面的考核評定,確定最優的底材與硅鋼片漆組合,保證產品涂層性能的穩定、可靠,為涂漆工藝的研究提供了系統的評定方法。
1 研究方案
本文選取了國內外主要的8種帶預涂層無取向硅鋼產品作為試驗底材,其中A試樣預涂層為EB5002M,B試樣預涂層為E1151E,C試樣預涂層為E1151E,D試樣預涂層為EB5308,E試樣預涂層為普通含鉻涂層,F試樣預涂層為廠家自主開發水溶性涂層,G試樣預涂層為E1151E,H試樣預涂層為EB5002M。分別使用三種在哈電有良好使用經驗的進口及國產水溶性硅鋼片漆進行涂覆固化。對總計24組底材與硅鋼片漆組合進行全面的涂層性能試驗評定,篩選出最優組合,并應用于產品生產。
2 底材性能檢測
在試驗室中對8種底材按照產品沖片的生產過程進行了沖制和去毛刺處理。隨后對其涂層性能進行了檢測,檢測項目包括外觀、涂層厚度、耐溶劑性、柔韌性、附著性、絕緣性能等,所有試樣的試驗檢測結果均滿足考核指標。使用MINITEST 600覆層測厚儀對去毛刺處理后的試樣的雙面漆膜厚度進行測試,每面分別在距沖片齒部、軛部30~40mm處測量8點,中部測量2點,共計10點涂層厚度的試驗結果及平均值如圖1所示。圖中曲線的波動性越小、實測曲線越靠近平均值、正反面曲線差距越小,說明預涂層的漆膜均勻性越好。

3 涂漆工藝調試及涂層性能評定
底材涂層性能檢測完成后,對涂漆設備進行調試,最終確定了適宜的工藝參數,使涂層性能達到最佳狀態。涂漆工藝記錄見表1。
涂漆后,將沖片制成標準試樣,進行涂層性能檢測,試驗項目及結果如下:
3.1 漆膜外觀試驗
每種試樣隨機抽取2片,目測外觀。漆膜外觀應光滑平整、顏色均一,無色斑、凸起顆粒、漏凃等現象。
如試樣漆膜外觀存在問題,會對裝壓過程及機組安全運行產生重大影響。因此需及時查明問題原因。
3.2 漆膜附著力試驗
用百格刀進行測試。試驗標準為ISO 2409-2007《色漆和清漆漆膜的劃格試驗》,該標準將漆膜附著力分為0~5共6個等級,0級最好。每種試樣測試5片,試樣規格50mm×100mm。
如所有試樣測試結果均為0~1級,則證明在相應的涂漆工藝下,該組試樣的漆膜粘接力良好。
3.3 漆膜耐溶劑試驗
隨機從每組試樣中抽取2片進行試驗。在試樣上滴幾滴丙酮,保留25s后用清潔的布用力擦拭。觀察漆膜的外觀。
試樣的漆膜未出現褶皺或被擦掉的現象,則證明其在涂覆烘干后完全固化。
3.4 漆膜柔性試驗
每種試樣測試5片,試樣規格25mm×200mm。將試樣在一個Ф5mm的軸上彎曲180°,隨后觀測漆膜外觀變化。
該試驗用來檢測漆膜粘結強度,確定漆膜是否過分固化。如漆膜不出現裂縫且彎曲外表面無漆脫落現象,則證明粘接強度合格,漆膜沒有過分固化。
3.5 富蘭克林試驗
(1)常態富蘭克林試驗
每種試樣抽取5片,試樣規格200mm×100mm。用RTD-1型表面電阻測試儀進行測量(壓力:750PSI;電壓:0.5V;溫度:150℃),電流穩定后,記錄電流值。
為充分滿足機組運行時涂層的絕緣性能要求,測試電流值不應超過0.05A。
(2)燒損后富蘭克林試驗
每種試樣抽取5片,試樣規格200mm×100mm。將試樣在高溫600℃燒損2h后降至室溫,用RTD-1型表面電阻測試儀進行測量(壓力:750PSI;電壓:0.5V;溫度:150℃),電流穩定后,記錄電流值。
為充分滿足機組運行時涂層的絕緣性能要求,測試電流值不應超過0.13A。
對24組試樣進行試驗評定,對試驗結果進行整理、匯總,詳見表2。只有全部試驗全部合格的底材與面漆組合,才能被判定為涂漆工藝及涂層性能通過考核。
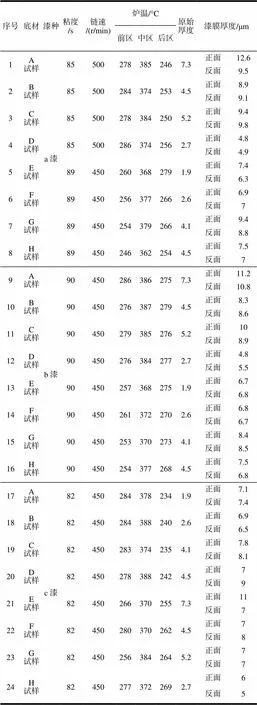
表1 工藝過程記錄表
4 產品應用
根據涂層性能檢測的結果,綜合考慮采購成本等因素,最終選定“C試樣+a漆”的組合在塔山3號和徐礦1號機組進行應用。兩臺機組的定子沖片生產采用一次涂漆工藝,從硅鋼帶進廠檢驗、車間涂漆、涂層檢驗、到成品裝壓全程跟蹤把關,確保產品質量。兩臺機組絕緣涂層表現良好,機組順利出廠。成品沖片如圖2所示。

圖2 成品沖片

表2 試驗匯總表
注:表格中對8種底片配合3種硅鋼片漆的試樣試驗結果進行評價,如試驗結果符合指標要求則標記“√”,結果不符合指標則標記“×”。
5 結論
(1)本文對不同硅鋼底材與硅鋼片漆組合進行工藝研究,為定子沖片涂漆工藝問題的解決提供了一種可靠、全面的考核方法。
(2)通過本文的研究,確定了成熟可靠的一次涂漆工藝,研究成果在產品中獲得了應用。
(3)針對硅鋼片預涂層與硅鋼片漆的配合使用進行了全面系統的研究,積累了豐富的數據資料,為今后相關領域研究工作的開展提供了基礎,具有重要的借鑒意義。
[1] 隋銀德. 高壓電機定子鐵心用硅鋼片漆[J]. 上海中型電機, 2009(2): 12-14.
[2] 張大興. 新型水溶性半無機硅鋼片漆的研制[J]. 化學工程師, 2010(10): 63-65.
[3] 儲雙杰, 翟標, 戴元遠, 等. 硅鋼絕緣涂層的研究進展[J]. 材料科學與工程, 1998,16(3): 49-54.
[4] 王躍鵬, 劉立柱, 翁凌, 等. 水溶性丙烯酸樹脂硅鋼片漆的研制[J]. 絕緣材料, 2011, 45(6): 1-3, 8.
[5] 楊洲, 石霄峰, 張曉漫. 核電定子鐵心沖片絕緣工藝的研究[J]. 大電機技術, 2016 (3): 24-26, 49.
[6] 李登峰, 羅勃, 許云鵬,等.硅鋼水溶性環保極厚絕緣涂層及其制備方法:CN,10224532.4[P]. 2012-10-24.
[7] 王麗潔,侯力. 新型半無機硅鋼片漆的研制[J]. 絕緣材料,2003, 36(6):17-18.
[8] 葛志有, 戴霞春, 單國榮, 等. 0151水溶性半無機硅鋼片漆的研制與應用[J]. 絕緣材料,2010,43(5):7-10.
[9] 龐宏力, 劉立柱. 水溶性無機硅鋼片漆的研制[J].絕緣材料,2008, 41(4):9-13.
[10] 趙蕾, 吳化軍, 羅翠銳, 等. 新型水溶性半無機硅鋼片漆的研制[J]. 絕緣材料,2008, 41(1): 1-2, 13.
Research of One-time Painting Process and Properties for Generator Stator Core Laminations
YANG Zhou1, 2, ZHANG Xiaoman1
(1. Harbin Institute of Large Electrical Machinery, Harbin 150040, China; 2. Key Laboratory of Engineering Dielectrics and Its Application, Ministry of Education, Harbin 150080, China)
In this paper, it presents the process research and properties evaluation about the combination of 8 different generator stator core laminations and 3 kinds of steel sheet vanish, which provides a reliable and comprehensive assessment method for the research of painting process and evaluation of coating performance. The mature and reliable one-time painting process is determined, and the research results are applied in the product.
generator; stator core; insulation coating; one-time painting process; paint soluble in water
TM305.2
A
1000-3983(2017)04-0038-04
2017-03-15
楊洲(1985-),2011畢業于哈爾濱理工大學高電壓與絕緣技術專業,碩士,現從事發電機絕緣工作,工程師。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52