TA15鈦合金異形曲面鈑金件熱壓成形工藝
2017-09-03 08:47:13李保永秦中環杜昊龍
航天制造技術 2017年4期
劉 奇 李保永 秦中環 李 信 杜昊龍
?
TA15鈦合金異形曲面鈑金件熱壓成形工藝
劉 奇 李保永 秦中環 李 信 杜昊龍
(北京航星機器制造有限公司,北京100013)
分析了某大尺寸TA15鈦合金異形曲面鈦合金鈑金件結構特點,并進行成形工藝分析,制定了先熱壓預成形主體型面后熱壓校形折彎角小于90°折彎邊的工藝方案。通過有限元分析軟件FormingSuite進行熱壓成形模擬,預估了易出現褶皺缺陷區域并提出坯料邊緣開工藝豁口解決方案;生成了毛坯并通過優化得出最終下料尺寸。進行了預成形及終校形模具設計,通過試驗獲得了主體型面與檢測樣板間隙小于1mm、帶曲率折彎邊無褶皺、前側折彎角約85°折彎邊成形到位的鈑金件。試驗證明FormingSuite有限元分析對鈦合金鈑金件熱壓成形工藝研究具有較強的指導意義,先熱壓預成形主體型面后熱壓終校形工藝方案可行。
TA15鈦合金;熱壓成形;FormingSuite;有限元分析;模具設計;異形曲面鈑金件
1 引言
隨著航空航天事業的高速發展,鈦合金被廣泛應用于飛行器制造方面。鈦合金具有比強度高、比剛性高、導熱性好等特點[1,2]。目前,部分飛行器用鈦合金鈑金件具有型面復雜、尺寸精度要求高的特點,且鈦合金板材室溫狀態具有以下特點[3]:強度較高(、),厚向異性指數(值)較大,所需成形力較高;屈強比()大,塑性變形范圍較小,易破裂;鈦合金彈性模量較小,反應沖壓回彈大小()值較大,成形后回彈嚴重。因此,鈦合金板材采用冷沖壓成形,難以獲得滿足型面和尺寸要求結構件。熱壓成形是利用金屬板材在特定溫度下具有良好塑性的特點,采用很小的壓力實現板料與模具型腔貼合的工藝。板材熱壓成形技術在滿足零件精度的同時,也能避免起皺和裂紋等缺陷的產生,此技術比較適合大批量且型面復雜鈑金結構件成形,在航空航天以及汽車領域都有廣泛的應用[4,5],而針對文中類似飛行器用的鈦合金異形曲面鈑金件熱壓成形工藝研究目前還比較少。有限元分析可預測成形過程中的起皺、破裂及隨后的回彈等缺陷,并較準確地分析工藝參數對成形質量的影響,在工程應用中越來越普遍[6~10]。本文針對TA15鈦合金復雜曲面件鈑金件,借助有限元分析軟件,優化了板材下料尺寸圖,制定了先熱壓預成形鈑金件主體部分后熱校形負角度翻邊的工藝方案,并設計了預成形及終校形模具。
2 試驗件特點及工藝分析
2.1 試驗件特點
TA15合金是一種高Al含量的近α型鈦合金,其名義成分為Ti-6Al-2Zr-1Mo-1V。試驗件所用TA15板材厚度為1.2mm,其典型幾何結構特征如下:試驗件為對稱異形曲面三側折彎鈑金件,外形三維尺寸約為1052mm×926mm×88mm,折彎邊1和折彎邊2處折彎角為90°,前側折彎邊3處折彎角為85°,如圖1所示。
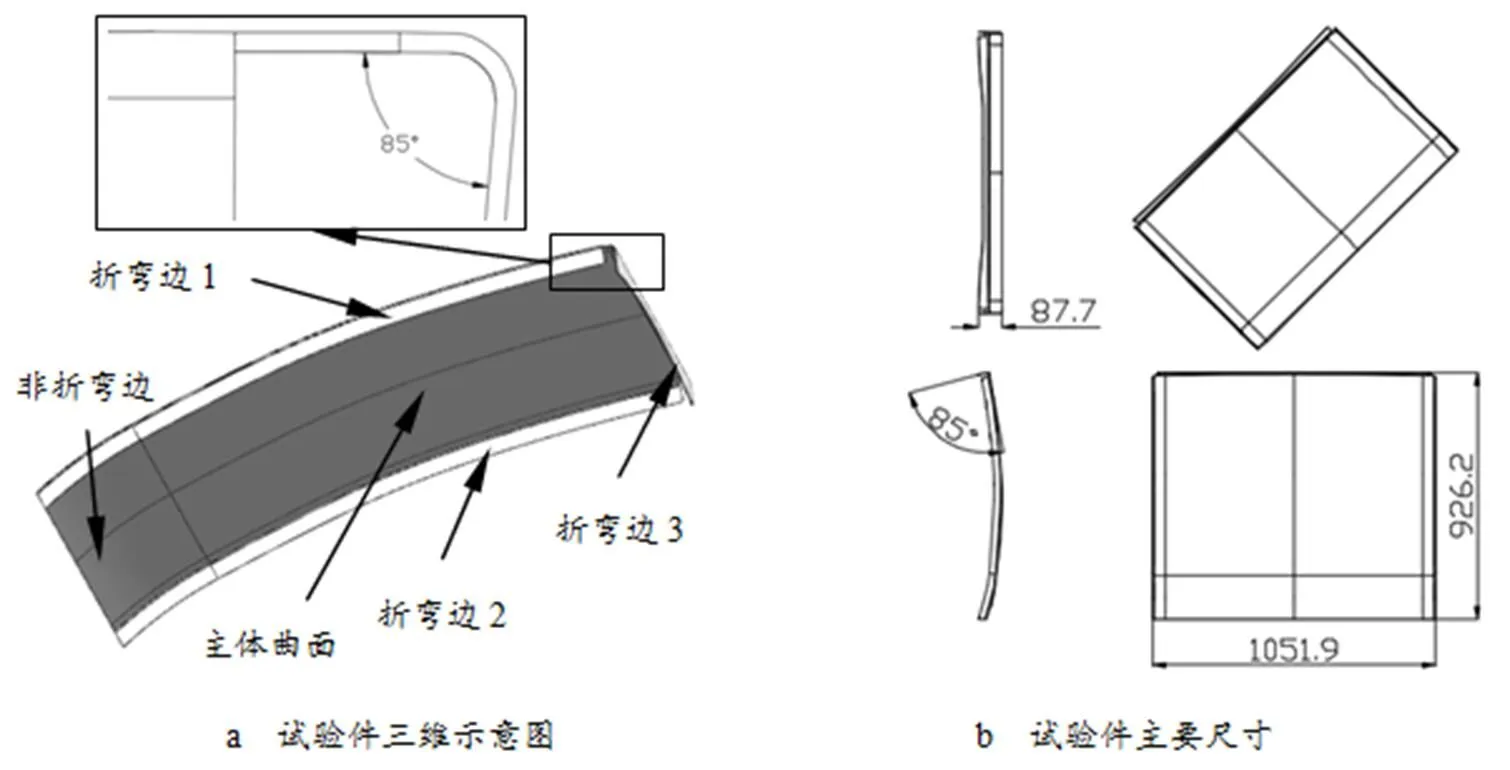
圖1 試驗件零件圖
2.2 工藝分析
3 有限元分析及模具設計
3.1 有限元分析
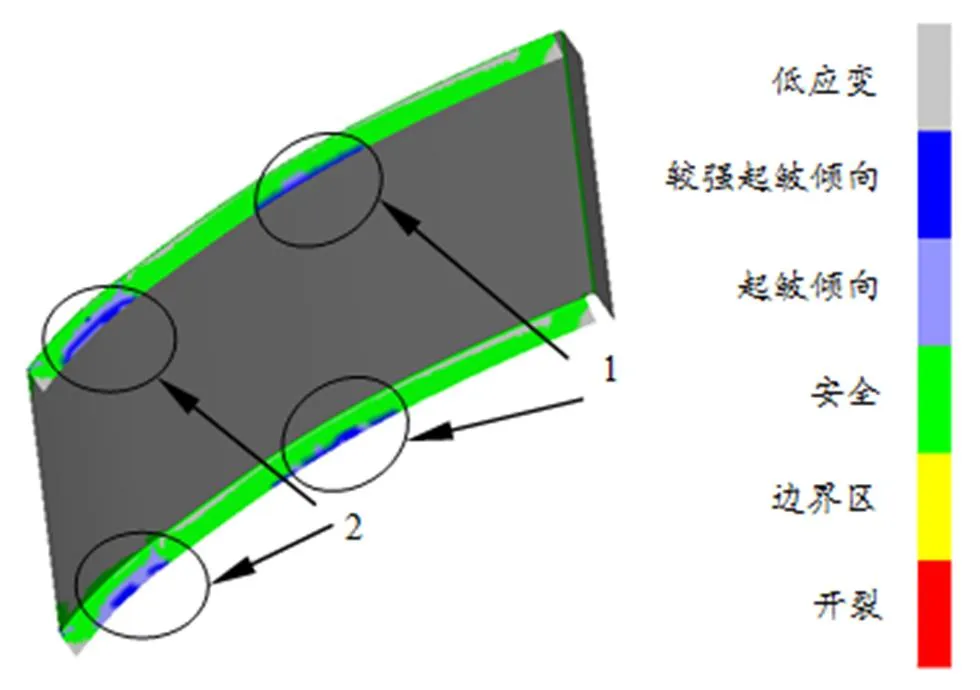
圖2 熱壓成形安全區域圖
利用UG軟件在零件圖基礎上考慮折彎邊1折彎角變化并保留加工余量建立了預成形試驗件幾何模型,其中折彎邊1和折彎邊2長度為40mm、折彎邊3長度為50mm、折彎邊3的折彎角由85.3°改為101°、非折彎邊余量50mm。保存為igs格式后導入FormingSuite仿真軟件。對導入的試驗件曲面進行網格劃分,弦偏差設為0.07,最大單元尺寸為28.72mm,成形溫度為720℃,材料選取材料庫TA15模型,成形后零件安全區域圖如圖2所示,可知折彎邊1和折彎邊2的區域1、2有一定起皺趨勢。針對區域1、2有起皺趨勢問題,提出坯料邊緣開工藝豁口方案。其有限元分析安全區域圖如圖3所示,可知坯料邊緣開口后,起皺傾向區域明顯減小,只有區域3極小部位出現起皺傾向,幾乎可忽略。綜上,采用坯料邊緣開工藝豁口720℃條件下熱壓成形工藝方案可行。借助FormingSuite軟件坯料展開功能逆向反推毛坯如圖4a所示,經過優化獲得最終毛坯尺寸如圖4b所示。
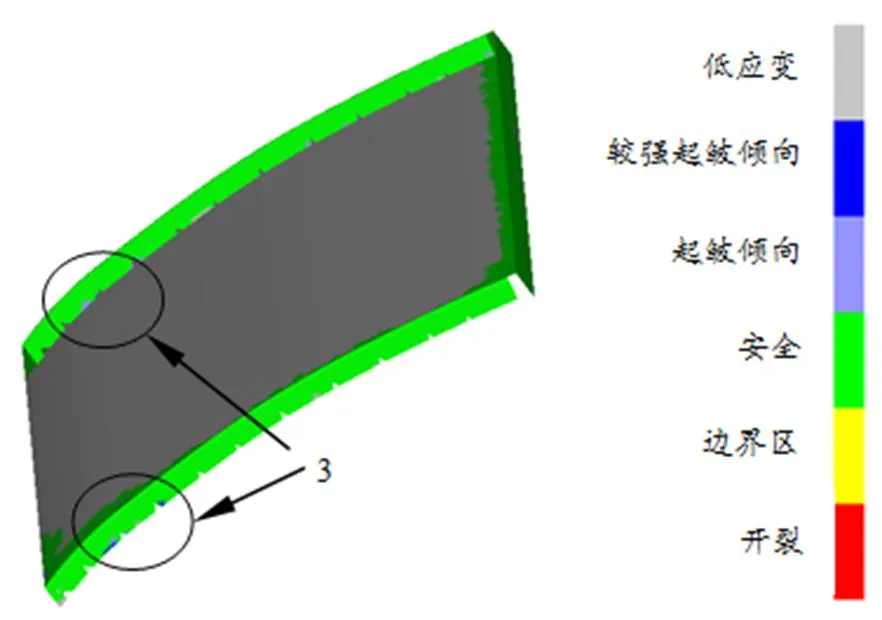
圖3 熱壓成形安全區域圖
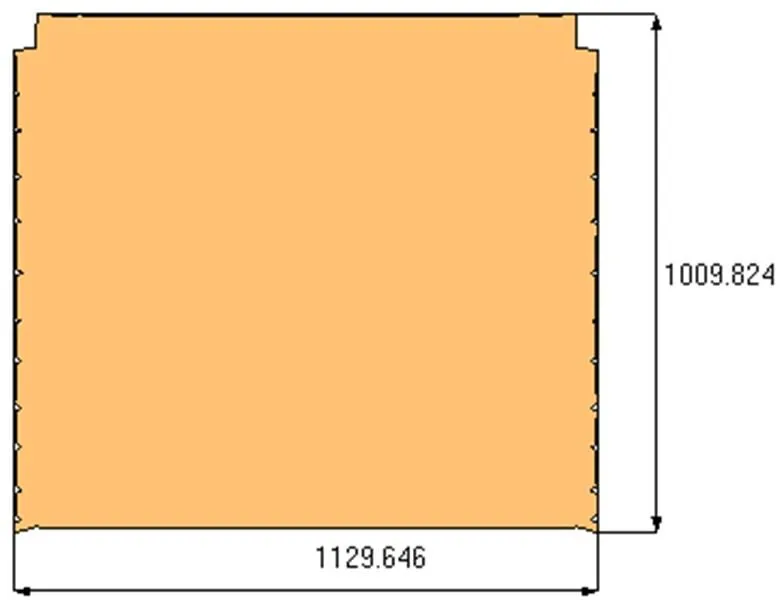
a 仿真軟件逆向反推毛坯
b 優化后開工藝豁口毛坯尺寸
圖4 坯料圖
3.2 模具設計
根據試驗件熱壓預成形零件圖及試驗件零件圖,分別設計了熱壓預成形模具及熱壓終校形模具。預成形模具如圖5所示,模具分為上模、下模、定位板以及定位銷四部分,坯料前后方向由定位板與定位銷限制定位,左右方向由定位銷限制定位,在下模的部位1和部位2兩處開有卸料槽,便于成形后取件。終校形模具如圖6所示,模具分為上模、下模以及固定板三部分,固定板用于固定預成形件而防止終校形時零件移動。另外模具設計包括如下關鍵點:
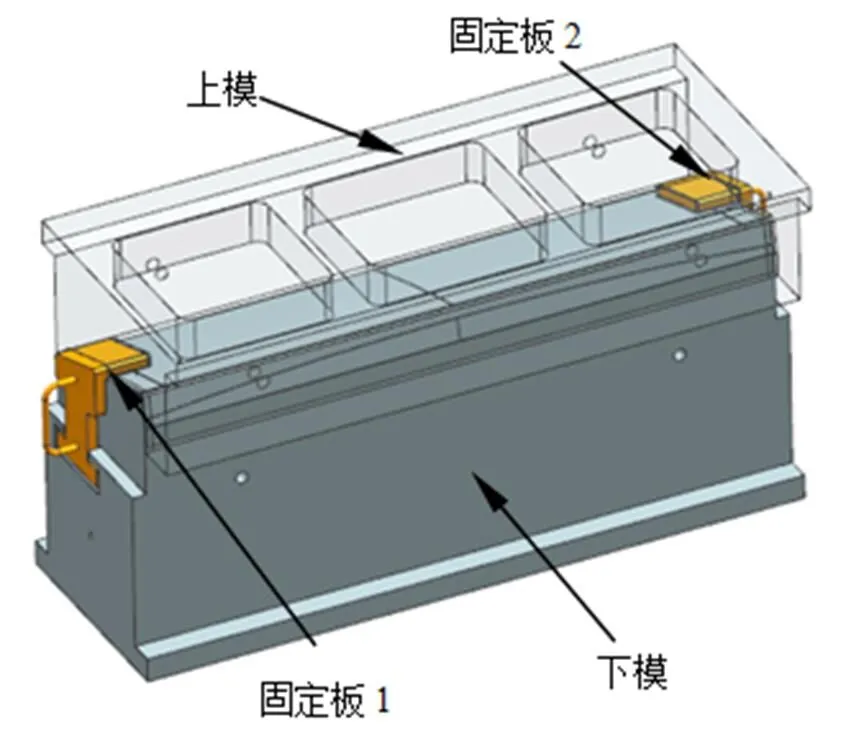
圖6 終成形模具
4 試驗結果與分析

a 坯料不開工藝豁口試驗件??b 坯料開工藝豁口試驗件
分別采用側邊不開工藝豁口坯料和開工藝豁口坯料進行工藝試驗,試驗件如圖7所示,其中圖7a為不開工藝豁口試驗件,圖7b為開工藝豁口試驗件。由圖可知,坯料不開工藝豁口成形后帶曲率折彎邊出現明顯褶皺缺陷,而坯料開工藝豁口成形后帶曲率折彎邊無褶皺缺陷。帶曲率折彎邊受力狀態為切向壓應力、法向壓應力及徑向拉應力,不開工藝豁口時壓應力失穩導致起皺缺陷產生。
一次,我在做作業,額前的一綹頭發掉下來遮住了眉,父親很自然地伸手替我捋。當他的手指碰到我的額頭時,我本能地快速揮手擋開,他的手僵在空中,臉上的表情漸漸變得很沉很沉。

圖8 預成形件主體型面

a 預成形前側折彎邊??b 終校形前側折彎邊
采用帶工藝豁口坯料成形,先預成形獲得主體型面及兩側帶曲率折彎邊滿足尺寸要求的預成形件,后終校形前側折彎邊3。圖8為預成形后主體型面檢測圖,可知主體型面與檢測工裝間間隙小于0.1mm。圖9為前側折彎邊3為預成形和終校形對比。由圖知預成形后折彎邊3折彎角未達到設計要求,終校形后折彎邊3與檢測工裝貼合滿足間隙小于0.5mm尺寸要求。
5 結束語
針對某大尺寸TC4鈦合金異形曲面鈦合金鈑金件進行了有限元模擬及工藝分析,分別設計了熱壓預成形和終校形模具,并進行了工藝試驗,得到如下結論:
a. 工藝試驗獲得了滿足尺寸要求的試驗件,先預成形主體型面及帶曲率折彎邊后終校形折彎角小于90°折彎邊的熱成形工藝方案可行;
b. 對于帶曲率折彎邊鈑金件熱成形模具設計,上下模間隙值取板材厚度可行;
c. 帶曲率折彎邊成形可通過坯料預留工藝豁口避免褶皺缺陷產生;
d. 試驗結果同有限元分析結果一致,有限元模擬軟件FormingSuite有限元分析對鈦合金鈑金件熱壓成形工藝研究具有較強的指導意義。
1 王向東. 鈦的基本性質、應用及我國鈦工業概況[J]. 鈦工業進展,2004:1~11
2 萊茵斯 C,皮特爾斯 M. 鈦與鈦合金[M]. 北京:北京化學工業出版社,2005
3 王向明,劉文珽. 飛機鈦合金結構設計與應用[M]. 北京:國防工業出版社,2010
4 理有親,林兆榮,陳春奎,等. 鈦板沖壓成形技術[M]. 北京:國防工業出版社,1986
5 顧俊海,劉蓓蓓,張驍,等. TC4鈦合金對接板零件熱成形工藝研究[J]. 機械制造與自動化,2016,45(4):48~49,53
6 楊偉俊,李東升,李小強,等. 復雜形狀鈦合金熱成形零件工藝仿真及參數優化研究[J]. 塑性工程學報,2009,16(1):42~46
7 張濤,李琦,何露,等. TC2 鈦合金異型件熱成形工藝研究[J]. 航空制造技術,2011,16:57~59
8 徐萌萌. TC1、TA15 鈦合金板材成形性能及工藝研究[D]. 南京:南京航空航天大學,2014
9 王大剛,賈春麗,楊微,等. 大型復雜鈦合金邊梁零件熱成形工藝研究[J]. 航空制造技術,2015,17:120~121,130
10 李軒穎,徐雪峰,付春林,等. 某型飛機鈦合金鈑金件熱沖壓成形工藝參數優化[J]. 塑性工程學報,2017,24(1):92~97
Hot-press Forming Technology of TA15 Titanium Alloy Profiled Surface Sheet Metal Parts
Liu Qi Li Baoyong Qin Zhonghuan Li Xin Du Haolong
(Beijing Hangxing Technology Development Co., Ltd, Beijing 100013)
The structural characteristics of TA15 titanium alloy sheet metal with special shape are analyzed and the forming process is analyzed. The process that hot shape the bending edge of which bending angle is less than 90 ° after hot forming of the main body was developed. Through the finite element analysis software FormingSuite, the forming simulation is carried out. The shape of the fold defect is estimated band the blank edge open process gap solution is proposed; the blank is generated and the final cutting size is obtained by optimization. The preform and the final mold were designed. For the part prepared, the gap of the main surface and the test template was less than 1mm, the curvature bending edge without wrinkles, and the front bending edge of which bending angle is about 85° was forming in place. The experimental results show that the finite element analysis of Forming Suite has a strong guiding significance for the hot forming process of titanium alloy sheet metal parts and the forming process is feasible.
TA15 titanium alloy;hot-press forming;FormingSuite;finite elements analysis;mold design;profiled surface sheet metal parts
高檔數控機床與基礎制造裝備國家重大專項項目(2014ZX04001-141)。
劉奇(1990),碩士,材料加工工程專業;研究方向:金屬塑性成形。
2017-07-07
猜你喜歡
上海節能(2020年3期)2020-04-13 13:16:16
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
機械工程師(2015年10期)2015-02-02 01:14:03
石油化工應用(2014年8期)2014-03-11 17:40:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
