國內外短流程工藝生產硅鋼簡述
2017-09-03 10:32:37王媛
中國鋼鐵業 2017年7期
王 媛
國內外短流程工藝生產硅鋼簡述
王 媛
一、短流程工藝生產硅鋼的背景
硅鋼是電力和電訊工業用以制造發電機、電動機、互感器及其它電器儀表的重要軟磁材料,同時也是一種高投入、高技術、高消耗、高成本的鋼鐵產品。從20世紀初期發現取向硅鋼以來,美國、日本的研究者對其進行了大量的研究,生產工藝不斷改進,性能水平不斷提高。
短流程生產線可以大幅減少資源和能源的消耗,減少有害氣體排放,降低生產成本。在全球排放問題日益緊迫、鋼鐵廠經濟效益多數不佳的大背景下,短流程工藝生產鋼鐵能夠有效緩解這種狀況。
薄板坯連鑄連軋技術、薄帶鑄軋技術均體現了縮短工藝流程的思想。傳統的板坯連鑄機+常規熱軋機組要求廠房覆蓋的工藝路線長度約800m。薄板坯連鑄工藝包括一臺連鑄機、常化爐和幾個熱軋機架,其所需的工藝路線長度約為一半,即300m-400m。而采用Castrip技術的薄帶鑄軋工藝的路線長度僅需60m。而最新建成的這種工藝的長度已縮短至不足50m。見圖1。
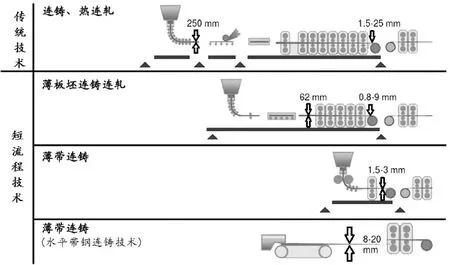
圖1 各工藝路線對比
二、短流程工藝生產硅鋼發展現狀
薄板坯連鑄連軋技術因眾多單位參與研究開發,形成了各具特色的生產工藝,最具代表性的薄板坯連鑄連軋技術有西馬克公司的CSP技術、德馬克公司的ISP技術、達涅利公司的FTSR技術、奧地利VAI的CONROLL技術、鞍鋼的ASP技術、新日鐵住金的QSP技術等,其中CSP技術應用最為普及,約占全球50%以上的市場份額。國內鋼鐵企業,如漣鋼、唐鋼、武鋼等都能批量生產中高碳鋼及硅鋼。利用薄板坯連鑄連軋流程鋼水凝固速率高的特點,馬鋼在國內率先利用CSP工藝試制成功冷軋中低牌號無取向硅鋼,主要技術指標優于傳統流程的同類型產品。武鋼CSP作業線產量中無取向硅鋼占比達40%。
國內外的企業在薄帶鑄軋工藝生產鋼鐵方面開展了大量的研究及實踐,目前發展最為火熱的是紐柯的Castrip、浦項的Postrip、寶鋼的Baostrip以及東北大學的E2Strip。東北大學軋制技術及連軋自動化國家重點實驗室(RAL)在實驗室條件下開發出不同硅含量性能優異的無取向硅鋼、取向硅鋼和高硅鋼。河北敬業集團與其合作,實施啟動了我國首套完全自主知識產權短流程薄帶鑄軋高品鋼項目,該項目基于我國在薄帶鑄軋特殊鋼產品工藝、裝備技術等領域的理論研發成果,將E2Strip薄帶鑄軋技術成果產業化。
三、短流程工藝生產硅鋼的專利情況
本文確定的檢索范圍截止至2017年4月,共獲得447件(合并為139項同族專利)短流程工藝生產硅鋼專利。
(一)短流程工藝生產硅鋼專利分布情況
檢索到的447件專利共涉及50位專利權人,這些專利權人包含了鋼鐵公司、科研院校及裝備供應商。見圖2。
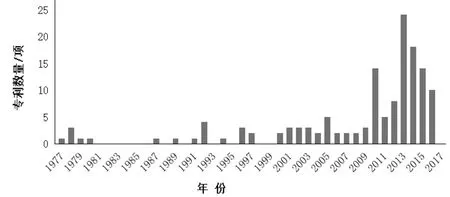
圖2 歷年國內外短流程工藝生產硅鋼專利年度申請量分布 項
短流程工藝生產硅鋼技術自1977年開始有專利申請,發展至今近四十年,大致經歷了三個階段:
(1)1977-1999年起步期
這一階段專利申請量很少,占總申請量的13.7%。這一階段跨度為23年,專利總申請量僅為19項,平均每年申請專利不足一項。這一階段短流程工藝發展處于探索期,在生產硅鋼方面的研究更是少之又少。
(2)2000-2008年平穩期
這一階段專利申請量占總申請量的17.3%。這一階段跨度為9年,專利總申請量為24項,平均每年申請專利近三項。這一階段短流程工藝,尤其是薄板坯連鑄連軋工藝經歷消化吸收,完成了推廣應用。
(3)2009年以后快速發展期
這一階段專利申請量占總申請量的69.1%。這一階段跨度為8年,專利總申請量為96項,平均每年申請專利達到十余項。這一階段,薄帶連鑄技術得到了蓬勃發展,國內東北大學在此方面研究頗深,而在2016年,華南理工大學在薄板坯連鑄連軋生產硅鋼方面申請了六項專利。
(二)主要申請人的專利申請情況,
從表1看出,短流程工藝生產硅鋼專利申請居于前三位的申請人分布是蒂森克虜伯(118件)、紐柯(47件)、東北大學(38件);前十五位申請人中有六位中國申請人,其余九位申請人分布來自于德國、美國、韓國和日本等發達國家。
(三)短流程工藝生產硅鋼專利總結
在國內外短流程工藝生產硅鋼技術的447件專利中,以薄板坯連鑄連軋和薄帶鑄軋生產硅鋼為主。當前國內外短流程工藝生產硅鋼技術的專利主要體現在利用薄板坯連鑄連軋生產無瓦楞狀缺陷的無取向硅鋼、生產半工藝無取向硅鋼、生產無取向高硅鋼、高效無取向硅鋼以及取向硅鋼,利用薄帶鑄軋工藝生產

表1 國內外主要公司短流程工藝生產硅鋼的專利分布情況

表2 各工藝生產硅鋼的主要研發方向及特點
無取向高硅鋼、取向高硅鋼、超低碳取向硅鋼以及極薄取向硅鋼方面。見表2。
(作者單位:武漢鋼鐵有限公司)
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03