較高含量不銹鋼纖維與芳綸混紡紗生產工藝研究
2017-09-03 10:27:16張曉靜
山東紡織科技 2017年4期
關鍵詞:不銹鋼
張 申,張曉靜
(江蘇省紡織研究所股份有限公司,江蘇 無錫 214024)
較高含量不銹鋼纖維與芳綸混紡紗生產工藝研究
張 申,張曉靜
(江蘇省紡織研究所股份有限公司,江蘇 無錫 214024)
文章使用環錠紡設備成功紡制了較高含量不銹鋼纖維與芳綸纖維的混紡紗,并對紡紗過程中對各道工序生產工藝和技術措施進行探討和研究,為相關企業和技術人員提供一定參考。
不銹鋼纖維;芳綸纖維;不銹鋼纖維含量;紡紗工藝
不銹鋼纖維是一種新型的工業材料,具有良好的導熱性、導電性、柔韌性、耐腐蝕性,目前在紡織領域有著廣泛的應用,常與棉、毛、滌等混紡。混紡織物可用來制作防靜電工作服、防靜電地毯、高壓屏蔽服、電磁波防護服及防護罩、孕婦服、醫療手術服等。芳綸纖維具有高強度、高模量、耐酸堿、低密度、阻燃、熱穩定性好等優異特性,如今被廣泛應用于航空航天、汽車、通訊、軍工、電子和防護等領域[1]。不銹鋼纖維與芳綸混紡紗具有兩種纖維的優異特性,拓寬了這兩種纖維的應用范圍,研發不銹鋼纖維與芳綸混紡紗具有較廣闊的市場前景。不銹鋼纖維含量較低的芳綸/不銹鋼纖維混紡紗可開發出具有阻燃和防靜電性能的防護服,其生產工藝已有研究[2]。不銹鋼纖維含量較高的芳綸/不銹鋼纖維混紡織物因其不銹鋼含量高屏蔽效果好,可用來開發同時具有阻燃、導電、電磁屏蔽等性能的產品,如帶電作業屏蔽服[3]等。本文主要研究較高含量不銹鋼纖維與芳綸混紡紗生產工藝。
1 原料選擇
不銹鋼纖維選擇316L不銹鋼纖維牽切條,規格:條重定量:6 g/m,纖維直徑7.3 um,纖維主體長度40 mm~50 mm。該不銹鋼纖維質地柔軟、條重均勻并加了卷曲,可紡性好。芳綸原料選用芳綸1313纖維,規格:0.17 tex×38 mm。該纖維具有良好的機械性能、優異的耐熱阻燃性能、穩定的化學性質、耐輻射性和耐久性。
2 試紡紗規格的確定
基于生產滌、棉與不銹鋼纖維混紡紗的經驗,金屬纖維含量越高可紡性越差、紡紗難度越高;芳綸纖維相對滌、棉等普通纖維其可紡性也較差。為確保試紡順利進行,決定紡制含不銹鋼30%的粗號紗,因此規格定為:59.05 tex芳綸70/不銹鋼30。
3 紡紗工藝流程
芳綸→FA002抓棉機→A035C混開棉機→A036C混開棉機→FA106A梳針開棉機→A076E單打手成卷機→A186F梳棉機→芳綸生條。
芳綸生條+不銹鋼纖維牽切條→FA302并條機(四道并合)→A456粗紗機→FA503細紗機→GA014MD絡筒機。
4 各工序生產工藝及技術措施
4.1 清花
芳綸纖維在紡紗過程中易產生靜電,在配棉時要均勻噴灑抗靜電劑與水的混合溶液并蓋好堆置一段時間后再加工,提高可紡性。由于原料纖維整齊、含雜少、價格昂貴,打手與塵棒隔距要放大以減少纖維損傷和棉結產生;塵棒與塵棒的間隔要縮小以減少落花,節約原料。芳綸纖維比較蓬松,纖維之間抱合較差,卷子易黏連。因此棉層厚度不宜太薄(棉層太薄在后道梳棉工序退卷時加重黏連造成破洞影響生條條干),緊壓羅拉壓力適當增加,比制滌綸時略大,以壓緊棉層。棉卷定量:320 g/m,定長33 m。
4.2 梳棉
錫林、針板、道夫選用適紡化纖的針布;采用“大隔距、輕定量、低速度”的工藝配置,使生條定量均勻、條干優化。錫林、刺輥、蓋板、漏底隔距適當放大,減少纖維損傷和落棉。加工過程中保持較高的環境濕度,減少靜電的產生。芳綸生條定量:20 g/5m。
4.3 并條
芳綸與不銹鋼采用兩步法條混。將不銹鋼牽切條和芳綸生條在一并上初步混合;二并用一并條子與芳綸生條混合使配比成為芳綸70%,不銹鋼30%;再通過三并、四并并合使不銹鋼纖維和芳綸纖維得到充分、均勻的混合。不銹鋼纖維和芳綸纖維長度不一致,并條隔距的選擇要優先參照不銹鋼纖維長度,適當放大一些,尤其是一并和二并。如果隔距小容易導致不銹鋼纖維牽不開,也會加重不銹鋼纖維斷裂、散落造成浪費;三并四并隔距可略收小以優化條干。因為產品中含有比較多的不銹鋼纖維,其表面粗糙、長度長,所需的牽伸力很大,所以采用重加壓;不銹鋼纖維硬度大容易損傷皮輥,所以選用表面硬度較大的皮輥。生產過程中有卷皮輥卷羅拉的情況出現,在羅拉和皮輥表面擦涂滑石粉能有明顯改善。并條工藝參數見表1。

表1 并條工藝參數
配比計算:芳綸生條定量4 g/m;不銹鋼纖維牽切條定量6 g/m。

芳綸(%)≈100-30.16=69.84
4.4 粗紗
不銹鋼纖維含量高,理論上采用“重加壓、慢車速、輕定量”的工藝配置,但是要紡制59.05 tex的紗,FA503細紗機的最小牽伸倍數是10倍左右,因此粗紗定量設置為6.2 g/10m。這個粗紗定量是比較重的,粗紗捻系數需要設定得比較低,降低細紗牽伸難度。不銹鋼含量高對皮輥和錠翼的磨損較大,因此粗紗皮輥也選擇表面硬度較大的皮輥,錠翼選用硬度較大也相對便宜的鐵質錠翼。粗紗工藝參數見表2。
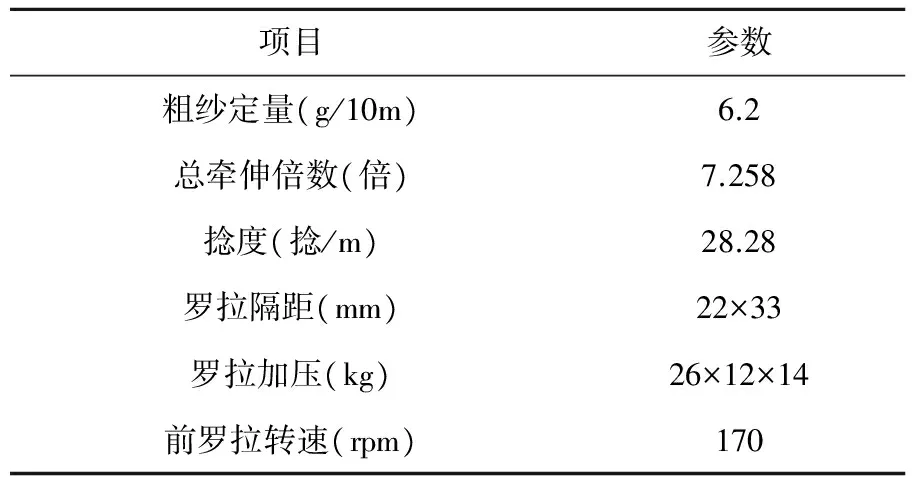
表2 粗紗工藝參數
4.5 細紗
細紗工序要采取“重加壓、大后區羅拉隔距”的工藝配置,考慮到不銹鋼含量高粗紗定量大牽伸比較困難,要適當加大后區牽伸倍數,減輕前區牽伸壓力,鉗口隔距適當放大。不銹鋼和芳綸纖維剛性都比較強,紡成的細紗極易卷繞打結,因此捻系數要適當偏低。同時合理配置鋼絲圈和鋼領,鋼絲圈偏重選擇,鋼領軌道要光潔使鋼絲圈轉動順暢,以控制氣圈減少毛羽。另外由于不銹鋼含量較多,鋼絲圈容易磨損,需及時更換。由于紗線回彈性比較好,易出現跳紗管造成壞紗,細紗錠速偏慢一點掌握,減小紡紗張力。細紗工藝參數見表3。
4.6 絡筒
絡筒工序主要注意槽筒轉速適當慢一些,減少毛羽,槽筒轉速1300 rpm。合理設置電子清紗器工藝參數,以有效地清除紗疵,提高成紗質量。電子清紗器型號:D&C-4A型光電式電子清紗器,主要參數設定:棉結:380%,短粗:250%×3 cm,長粗:160%×15 cm,細節:85%×15 cm。
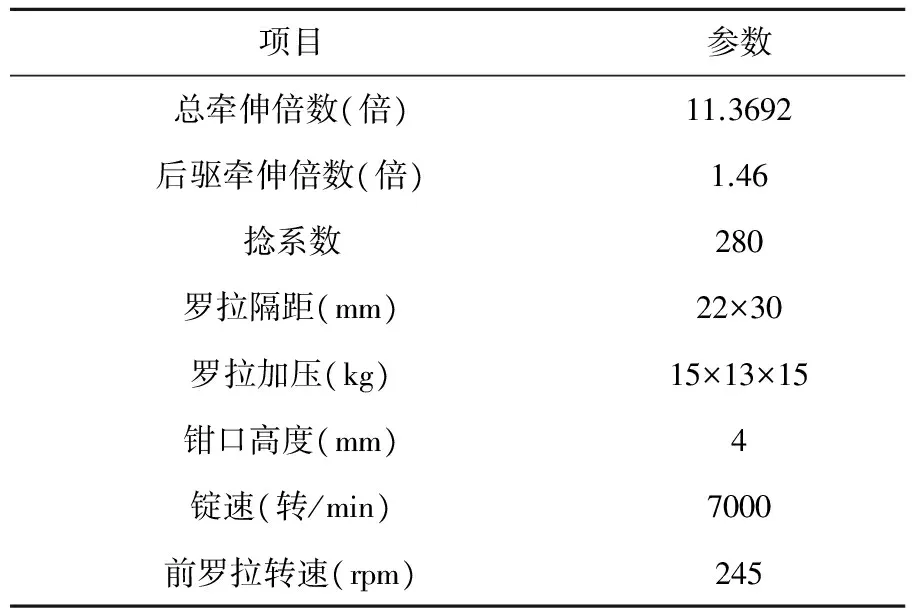
表3 細紗工藝參數
5 成紗質量檢測
制成紗線59.05 tex芳綸70/不銹鋼30混紡紗質量指標見表4。

表4 成紗質量指標
6 結語
用不銹鋼和芳綸兩種可紡性較差的纖維成功紡制出了含不銹鋼30%的混紡紗,成紗質量指標達到預期要求。生產過程有以下幾點需要注意:
6.1 芳綸纖維紡紗前需加抗靜電劑,紡紗過程中各工序濕度應稍大控制,清花梳棉可保持75%~80%,細紗絡筒可控制在70%左右,減少繞皮輥羅拉的現象并控制毛羽。
6.2 生條定量及一并出條定量需盡量多采樣稱重,準確控制,保證混紡配比準確。
6.3 因為不銹鋼含量較多,對皮輥皮圈鋼絲圈等損傷較大,應合理選擇適用的器材;另外擋車工要經常檢查,發現損傷嚴重的要及時更換,保證紡紗順利進行。
6.4 粗紗設置了粗定量,粗紗捻度的配置尤為重要,需進行試紡選擇最合適的捻度。防止出現粗紗捻度太高細紗上牽伸不開或者捻度太低導致意外牽伸的情況。
6.5 生產過程中產生的飛花中含有大量的不銹鋼纖維,極易造成電器部件短路,因此對設備電器部件要做好密封防護措施。
[1] 汪海映,嚴婉祺,郭榮輝,等. 芳綸織物化學鍍鎳及其導電性能研究[J].電子元件與材料,2014,33(4):9—12.
[2] 岳新霞.芳綸1313/芳綸1414/金屬纖維混紡紗生產工藝[J].紡織科技進展,2008,(1):43—44.
[3] 肖秋利.芳綸混紡帶電作業屏蔽服織物的開發要點[J].棉紡織技術,2013,41(5):52—54.
Research on Production Technology of High Content Stainless Steel Fiberand Aramid Fiber Blended Yarn
ZhangShen,ZhangXiaojing
(Jiangsu Textile Research Institute Corporation, Wuxi 214024, China)
The paper used ring spinning equipments to successfully product high content stainless steel fiber and aramid fiber blended yarn, discussed and researched each process in spinning technology. It provides references for relative enterprises and technicians.
stainless steel fiber; aramid fiber; content of stainless steel fiber; spinning technology
2017-06-07
張 申(1988—),男,江蘇南通人,助理工程師。
TS104.2
B
1009-3028(2017)04-0013-03
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16