焊接接頭典型缺陷的數字X射線尺寸測量技術
2017-09-04 03:18:17袁生平
宇航材料工藝 2017年4期
康 平 高 雅 袁生平
(航天材料及工藝研究所,北京 100076)
焊接接頭典型缺陷的數字X射線尺寸測量技術
康 平 高 雅 袁生平
(航天材料及工藝研究所,北京 100076)
文 摘 為了準確測量焊接接頭典型缺陷的尺寸,提出了一種基于半波高法(HWH)的焊接接頭缺陷數字射線尺寸測量技術。首先,分析了數字射線檢測系統的調制傳遞函數(MTF),確定了檢測系統的空間分辨率。其次,對焊接接頭的典型缺陷進行模擬,通過半波高法測量其尺寸。結果表明:依據瑞利判據,運用雙絲像質計測定該檢測系統的空間分辨率為4.5 Lp/mm;運用該方法測量焊接接頭缺陷尺寸,與實際尺寸基本相符,誤差小于6.3%,該方法避免了人為因素的影響,精度可滿足日常產品的檢測需求。
焊接接頭,半波高法,數字X射線檢測,MTF,空間分辨率,典型缺陷
0 引言
射線檢測技術中,缺陷的尺寸測量是在檢測圖像上獲得某個細節的缺陷數據,對缺陷數據的歸納、分析是進行產品質量級別評定的關鍵,如焊接接頭中出現的氣孔、夾渣、未焊透、裂紋等缺陷的尺寸測量。傳統的測量方法是通過X射線將焊接接頭成像在膠片上,在觀片燈上直接對膠片上顯示的缺陷進行測量,一般會使用帶放大鏡的刻度尺,由于人眼對缺陷邊界判斷上的差異性較大,這導致缺陷的量化檢測存在較大的人為誤差,影響檢測結果的一致性,特別是未焊透、裂紋等缺陷的寬度、小尺寸氣孔、夾雜等缺陷的準確測量,受不清晰度的影響,導致檢測圖像邊界模糊,難以準確測量尺寸[1]。
國內學者做了一些關于數字成像尺寸計算問題的研究,如孔凡琴等[2]研究了基于數字射線成像的航空渦輪葉片缺陷尺寸的自動測定,李強等[3]研究了數字射線檢測中圖像評定尺的設計與應用,韓加強等[1]研究了數字射線圖像缺陷尺寸的自動測定。而基于半波高法的數字射線檢測缺陷尺寸測量技術的研究,很少見到相關報道。本文基于數字射線檢測技術,分析了檢測系統的調制傳遞函數,并研究了半波高法在缺陷尺寸測量方面的應用。
1 缺陷尺寸測量技術
1.1 成像系統空間分辨率
對于數字射線檢測,那些質量級別評定涉及缺陷影像形貌特點的缺陷,其在檢測圖像上顯示的影像形貌與檢測圖像的空間分辨率密切相關。
成像系統的調制傳遞函數(MTF)表示影像調制度與空間頻率的關系曲線[4]。目前國外的技術標準中,比較明確的規定空間分辨力應采用雙絲像質計進行測試,空間分辨力確定的依據是瑞利判據,如圖1所示,具體的測試是在雙絲像質計圖像上獲取MTF曲線,以調制度不小于20%為確定絲對可識別的基準,如圖2所示,消除了早期人眼識別線對卡絲對的不確定因素[5]。根據瑞利判據,采用雙絲像質計測定的不清晰度對應的空間頻率,可近似認為就是對應調制度為0.11處的空間頻率。
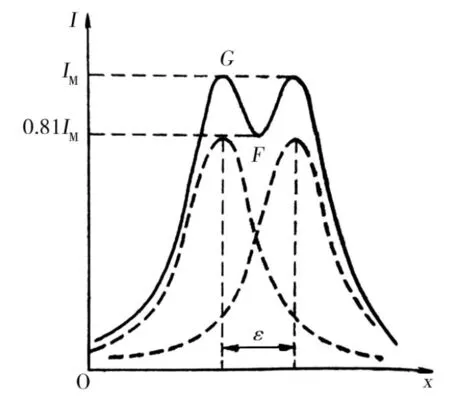
圖1 瑞利判據[5]Fig.1 Rayleigh criterion
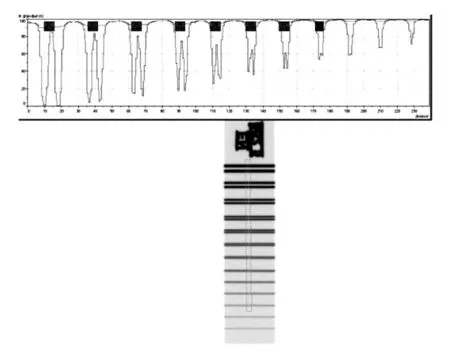
圖2 MTF曲線測試示意圖[5]
1.2 半波高法
提出基于半波高法的焊接接頭缺陷數字射線尺寸測量技術,通過半波高法確定被測缺陷的邊界,進而確定圖像對應缺陷的尺寸。半波高法測量缺陷尺寸方法如圖3所示,焊接接頭存在一處未焊透缺陷(黑色直線),未焊透寬度方向灰度分布曲線如右圖所示,測量未焊透灰度分布峰值h的一半值作為邊界,并測量兩個邊界的距離W作為未焊透的寬度測量值,其他缺陷(如氣孔直徑、裂紋寬度等)的尺寸測量方法類似。
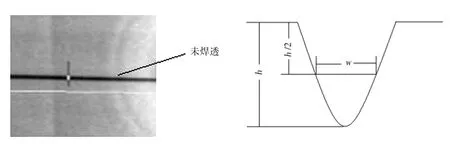
圖3 半波高法測量缺陷尺寸
Fig.3 Defects dimension measurement with HWH
實際使用半波高法測量時,由于檢測圖像測量的值存在一定的誤差,故在數據采集時,應以多次測量平均值進行計算。
2 檢測過程及分析
2.1 檢測對象及設備
焊接接頭典型缺陷為氣孔、夾渣、未焊透、裂紋等,這些缺陷是影響接頭性能的重要因素,其尺寸的精確測量是接頭進行質量評級的關鍵。本文通過雙絲像質計線對間距、單絲像質計、高密度金屬圓珠分別模擬焊接接頭中的狹縫類缺陷(未焊透、裂紋)、條形缺陷、點狀缺陷等。
采用CR檢測系統,CR技術檢測原理如圖4所示,采用的掃描儀為美國VMI 5100S,IP板為HR高分辨率IP板,射線源使用YXLON公司160 kV定向輻射式X射線機。掃描光斑為尺寸為50 μm,管電壓65 kV,焦距1 m,曝光量為10 mA·min。
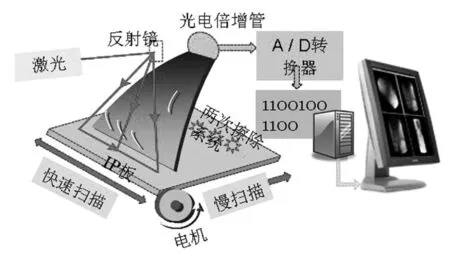
圖4 CR技術檢測原理圖[5]
2.2 空間分辨率測量
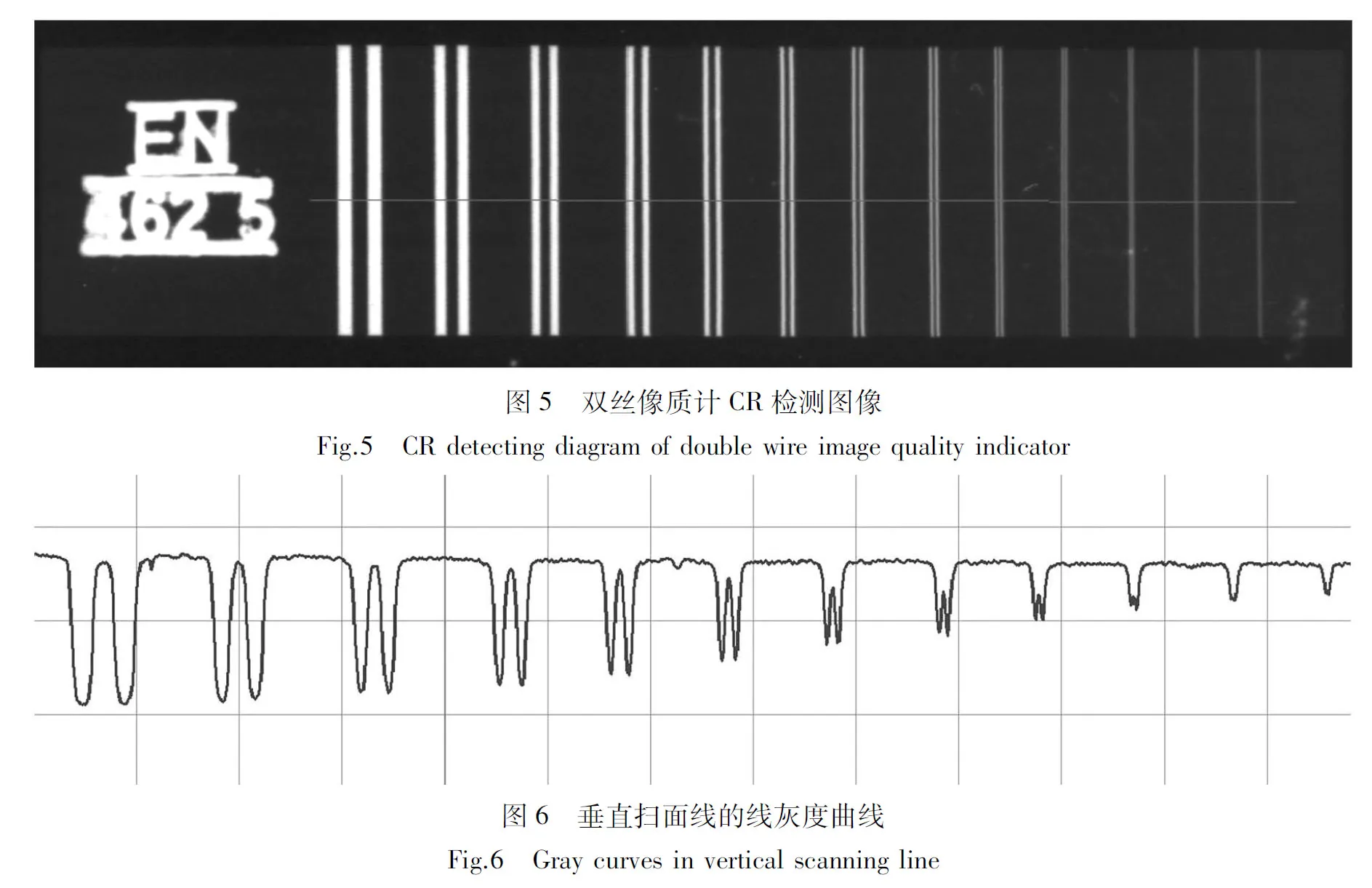
通過雙絲像質計(EN462)確定檢測系統的調制傳遞函數(MTF),計算系統的極限空間分辨率。對雙絲像質計X射線圖像進行垂直掃描(圖5),提取雙絲像質計垂直掃描線的線灰度曲線,如圖6所示。
MTF曲線繪制方法:調制度近似等于缺陷特征有效對比度(Δμ)e和其實際對比度Δμ的比值。在線灰度曲線上,選擇線條最寬的一組,此時線條和基體的灰度值差可近似表示實際對比度Δμ,隨著線條變細,線條和基體之間灰度值差越來越小,這個差值可表示有效對比度(Δμ)e,其結果如表1所示,由此可以獲得調制度(Δμ)e/Δμ,以空間分辨率對數為橫坐標、調制度(Δμ)e/Δμ為縱坐標繪制出MTF曲線,如圖7所示。對該MTF曲線進行二項式擬合(虛線所示),可近似確定圖中調制度為0.11處的空間頻率為4.5 Lp/mm,即該成像系統的目測極限分辨率為4.5 Lp/mm,因此,檢測系統能夠識別的最小細節尺寸應至少為0.11 mm。
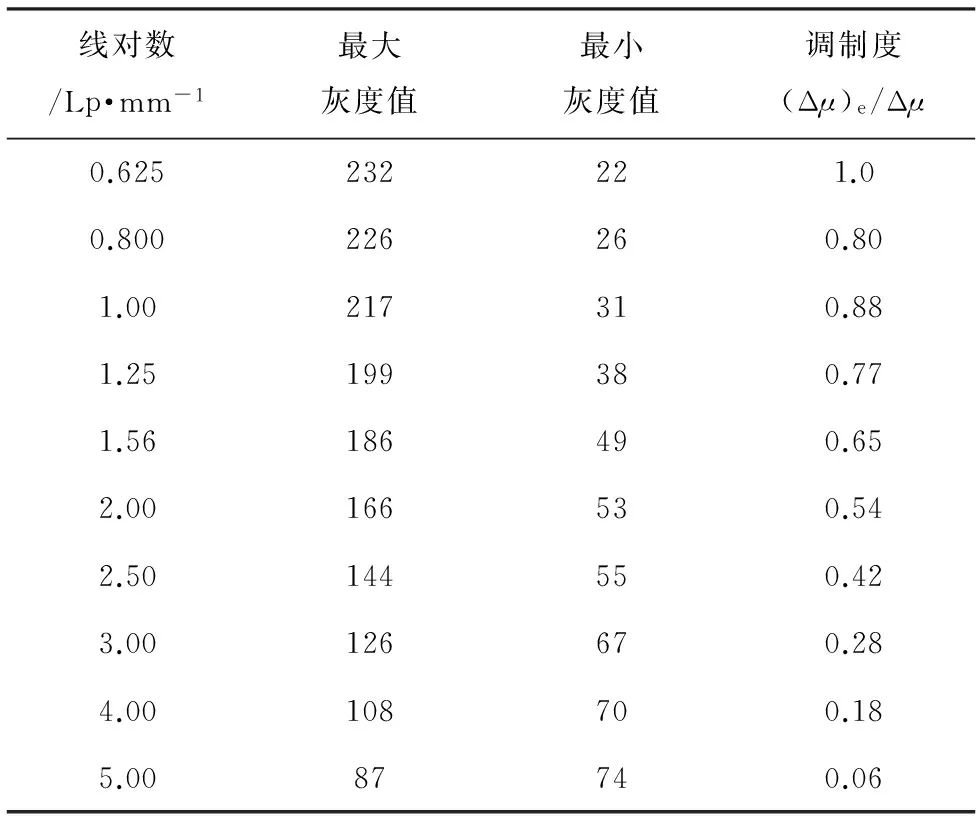
表1 MTF測量記錄
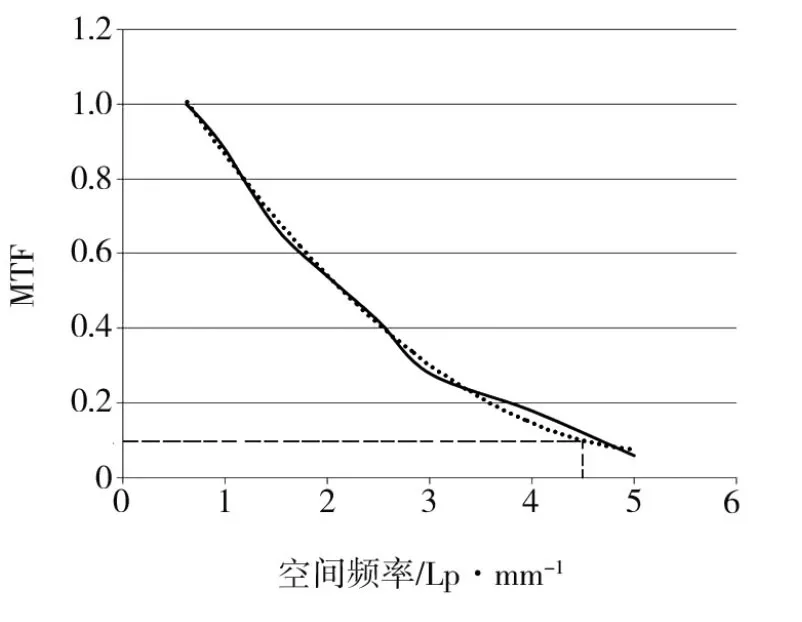
圖7 MTF曲線
2.3 狹縫類缺陷寬度測量
根據半波高法的原理,對雙絲像質計的線對間距值進行測量。該檢測系統的空間分辨率為4.5 Lp/mm,肉眼能夠清晰分辨的線對為D9,用半波高法測量D1~D9線對間距值,分別對比檢測尺寸與其標稱尺寸,結果見表2。與D1對應的數字X射線圖及半波高法測量線對間距圖見圖8。
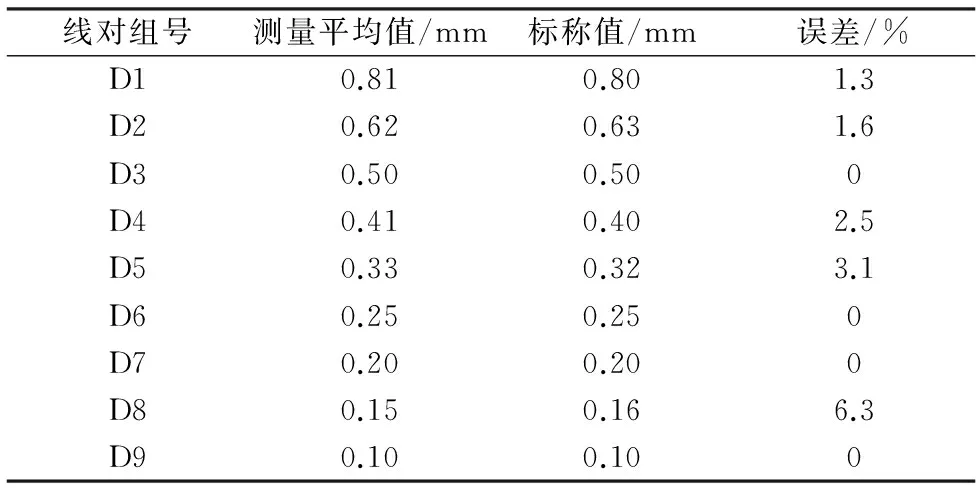
表2 檢測尺寸與標稱尺寸對比(狹縫類)
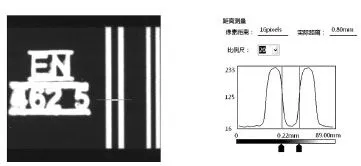
圖8 半波高法測量狹縫類缺陷示意圖
Fig.8 Slot-type defects measurement with HWH
2.4 條形缺陷寬度測量
采用相同的透照布置和參數,通過半波高法,分別測量單絲像質計W6~W16的絲徑值,測量過程與雙絲像質計線對間距值相似,對比檢測尺寸與其實際尺寸,數據見表3。
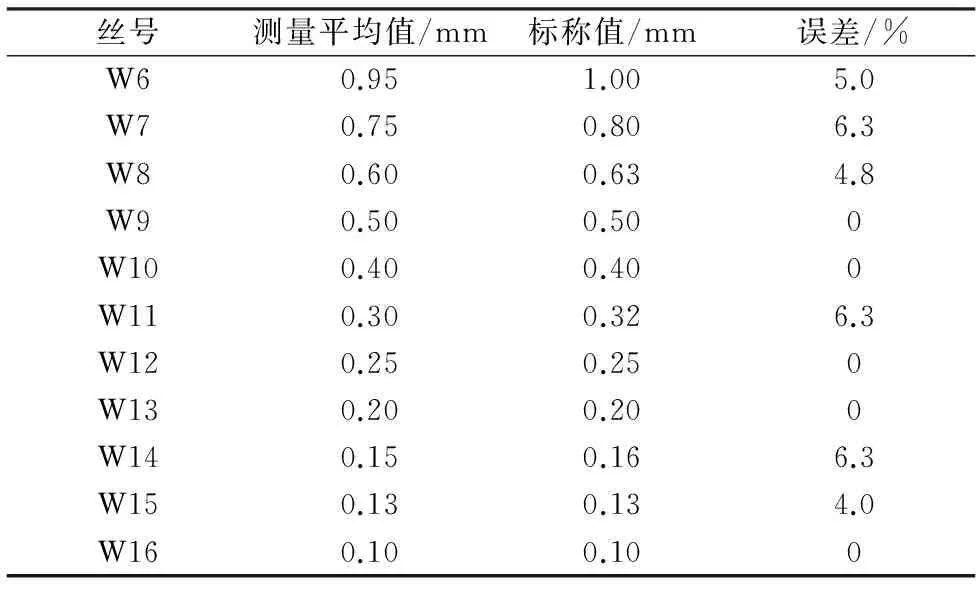
表3 檢測尺寸與標稱尺寸對比(條形缺陷)
2.5 點狀缺陷的尺寸測量
2.5.1 氣孔
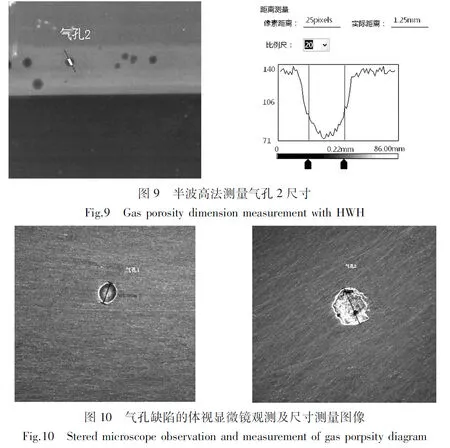
圖9為鋁合金焊接接頭試板的X射線檢測圖像,其內部存在多個氣孔,測量其中2個氣孔直徑,右圖為氣孔2直徑的測量過程。圖10為氣孔1、氣孔2體視顯微鏡形貌圖,通過顯微鏡和半波高法分別測量氣孔直徑,對比檢測尺寸和實際尺寸,結果見表4。
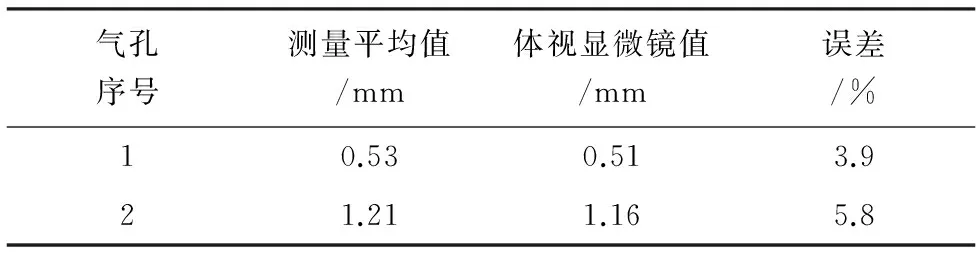
表4 半波高法測量氣孔尺寸
2.5.2 高密度夾雜
采用硬質合金圓珠模擬高密度夾雜,將三個直徑已知的硬質合金珠鑲嵌在低密度蜂窩板上,其射線檢測圖像見圖11,以某一圓珠為例,體視顯微鏡形貌圖見圖12。通過顯微鏡和半波高法分別測量圓珠直徑,對比檢測尺寸和實際尺寸,結果見表5。
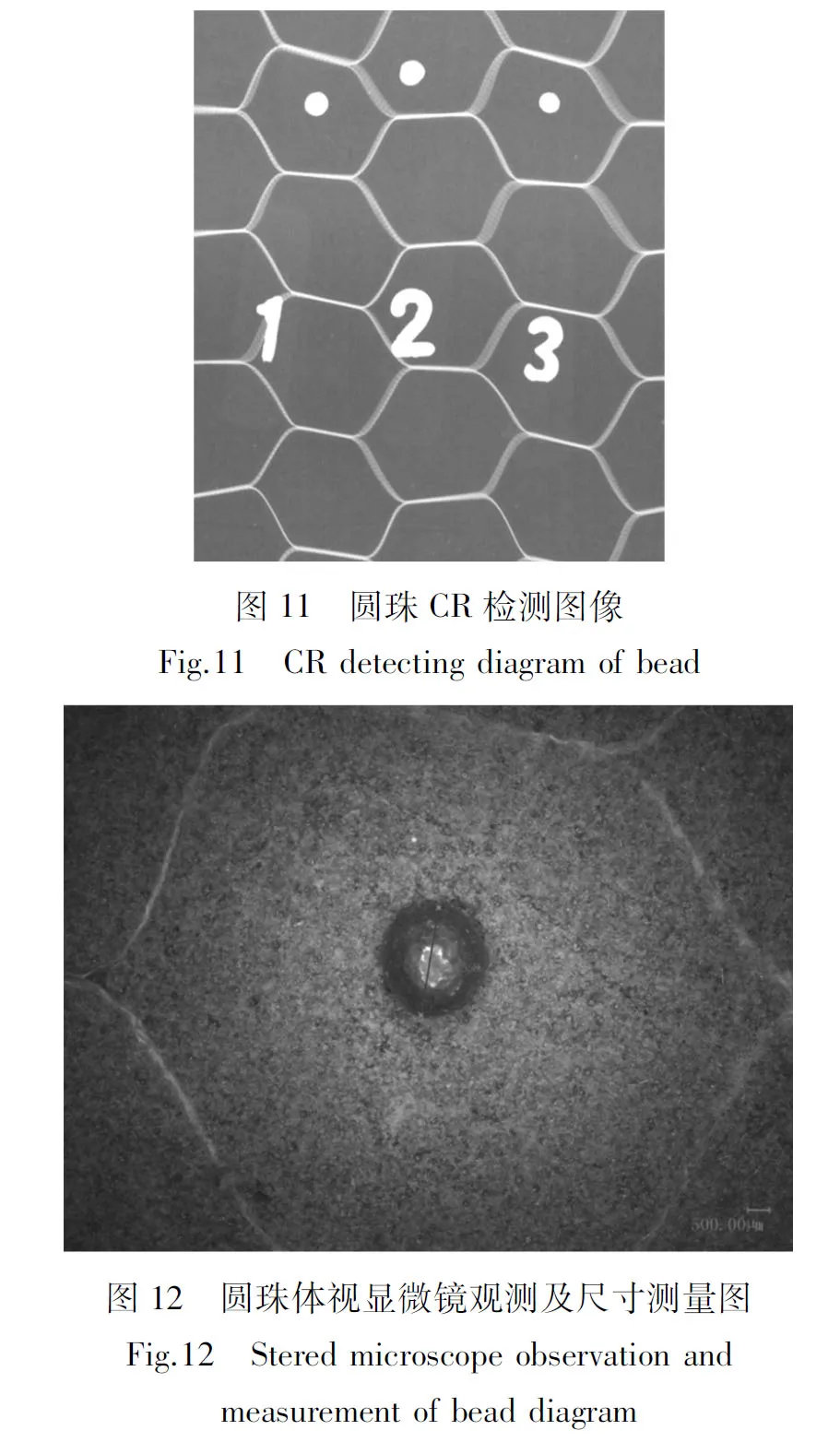
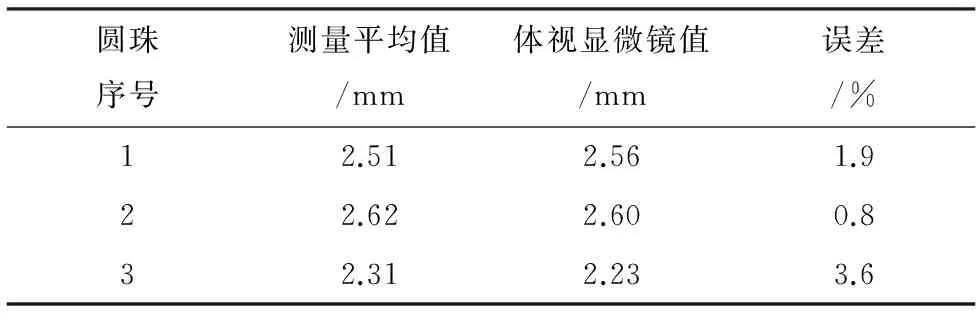
表5 半波高法測量圓珠尺寸
2.6 對比結果分析
2.6.1 誤差分析
(1)測量時CR圖像灰度值的讀取誤差
受人為因素的影響,CR圖像的灰度值在測量時,讀取過程會產生誤差,影響測量的結果,因此,對形成的MTF曲線進行二次擬合,減小人為因素影響。
(2)半波高法測量誤差
受掃描光斑尺寸的限制,測量值只可為0.05 mm的整數倍,以多次測量平均值進行計算。
2.6.2 結果分析
通過對以上測試結果對比分析,得出以下結論:
(1)在該透照條件下,成像系統的目測極限分辨率為4.5 Lp/mm,能夠識別的最小細節尺寸至少為0.11 mm;
(2)由表2~表5中數據可知,當被檢細節尺寸不小于系統可分辨的最小細節尺寸時,缺陷尺寸的測量尺寸與實際尺寸基本相符,且誤差較小,可以滿足日常產品缺陷尺寸測量的基本要求;
(3)在實際檢測應用中,當焊接接頭中存在未焊透、裂紋、絲狀夾雜物、氣孔、高密度夾雜等缺陷時,可通過半波高法測量缺陷細節的尺寸,以此作為焊接接頭質量級別評定的相關缺陷數據依據。
3 結論
首先,通過雙絲像質計可以確定數字X射線檢測系統的MTF曲線,進而依據瑞利判據確定檢測系統空間分辨率。其次,對焊接接頭內部存在的未焊透、裂紋、絲狀夾雜物、氣孔、高密度夾雜等缺陷,提出了基于半波高法確定缺陷邊界并測量缺陷尺寸的方法,并以模擬缺陷實例對該方法進行了驗證。將該方法的測量值和實際值相對比,其結果基本相符,誤差較小,實驗結果證明半波高法具有可行性,而且,該方法避免了人為因素的影響。最后,運用半波高法對焊接接頭內部的各種缺陷尺寸進行測量,對定量研究焊接接頭的缺陷對其性能的影響具有重要指導意義。在鑄件以及航天防熱系統用復合材料等產品的射線檢測中,半波高法對其缺陷尺寸的檢測同樣適用,有望通過進一步實驗加以驗證,將半波高法拓展到更多的產品檢測中,發揮更大的作用。
[1] 韓加強.數字射線圖像缺陷尺寸的自動測定 [J].科技信息,2009(23):856-857.
[2] 孔凡琴,路宏年.基于數字射線成像的航空發動機渦輪葉片缺陷尺寸自動測定[J].兵工學報,2005,26(3):335-337.
[3] 李強,孫朝明.數字射線檢測中圖像評定尺的設計與應用[J].無損檢測,2011,33(4):33-35.
[4] 鄭世才,等.數字射線檢測技術(第二版)[M].北京:機械工業出版社,2015.
[5] 王曉勇.數字射線檢測技術在航天領域的應用與發展[J].宇航材料工藝,2015,45(增刊II):22-27.
Digital X-Ray Size Measurement Technology for Typical Defects of Welding Joint
KANG Ping GAO Ya YUAN Shengping
(Aerospace Research Institute of Materials & Processing Technology,Beijing 100076)
This paper presents a new digital X-ray testing technology for welding joint defects based on half wave height method (HWH) in order to ensure the measurement accuracy of the size of the defects. First, the MTF of the digital X-ray testing system is analyzed and the spatial resolution of the system is confirmed. Furthermore, the typical defects of welding joints are simulated, and the size of these defects is measured using HWH. The results are as follows: (1)based on Rayleigh criterion, the spatial resolution of the X-ray testing system is 4.5 Lp/mm determined by the double wire image quality indicator; (2)the measured sizes of the welding joint defects agree with the actual sizes, and the measuring errors are within 6.3%, thus, the influence of human factor can be avoided using the HWH method, and the accuracy can satisfy the testing requirements of conventional products.
Welding joint,HWH ,Digital X-ray testing,MTF,Spatial resolution, Typical defects
2017-06-16
康平,1989年出生,工程師,主要從事CT及射線等無損檢測工作。E-mail:253497862@qq.com
TG1
10.12044/j.issn.1007-2330.2017.04.019
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
