抽錠電渣重熔大截面高速鋼過程的碳化物偏析控制
2017-09-07 08:23:33李萬明姜周華臧喜民鄧鑫邵青立謝志彬
中南大學學報(自然科學版) 2017年7期
關鍵詞:工藝
李萬明,姜周華,臧喜民,鄧鑫,邵青立,謝志彬
?
抽錠電渣重熔大截面高速鋼過程的碳化物偏析控制
李萬明1, 2,姜周華1,臧喜民1,鄧鑫1,邵青立2,謝志彬2
(1. 遼寧科技大學材料與冶金學院,遼寧鞍山,114051;2. 河冶科技股份有限公司,河北石家莊,050000)
采用抽錠式雙極串聯電渣重熔工藝并對抽出結晶器的鋼錠進行二次氣霧冷卻的方法實現高速鋼的快速凝固,以期實現對大截面高速鋼碳化物偏析的控制;通過鎢粉檢測熔池結構、評估高速鋼碳化物質量等手段研究該工藝對碳化物偏析的改善效果;通過數值模擬分析二次氣霧冷卻對電渣重熔過程溫度場的影響。研究結果表明:雙極串聯式抽錠電渣二次氣霧冷卻方法可以明顯降低電渣重熔過程的熔池深度,減小金屬熔池的結晶角;有效地減小高速鋼碳化物的不均勻度和碳化物顆粒度,在相同鍛壓工藝條件下的碳化物合格率明顯提高。
高速鋼;碳化物;偏析;熔池結構;電渣重熔
高速鋼是高碳高合金萊氏體鋼,具有硬度高、紅硬性好、耐熱耐磨等特點,主要用于制作各種切削工具、高載荷模具等。隨著大型裝備制造業的迅速發展,對高速鋼的尺寸規格和性能要求不斷提高[1]。然而,高速鋼的高碳高合金的成分特點使其容易發生碳化物偏析,而且鋼錠截面越大碳化物偏析越嚴重[2?3],嚴重影響了高速鋼的加工性能和使用性能[4]。目前我國生產的M2高速鋼鋼錠最大直徑只能達到500 mm[5],M42高速鋼鋼錠的最大直徑只能達到350 mm,這使得高速鋼產品的鍛壓比受到鑄錠截面尺寸的限制,質量難以達到要求。國內外冶金學者通過加孕育劑或微合金化元素[6?8]、機械或電磁攪拌[9?11]、扁錠鑄造等方式調控高速鋼凝固過程的碳化物尺寸、分布等特征,這些方法對較小截面鋼錠的偏析控制有一定效果,但對大截面鋼錠心部碳化物的改善效果有限。電渣重熔方法是生產高品質高速鋼的主要方法,電渣重熔過程的熔池結構(熔池形狀和深度)與碳化物偏析關系密切,研究表明淺平形熔池能夠縮短高速鋼的局部凝固時間并減小碳化物偏析[12]。傳統的結晶器固定式電渣重熔過程通常采用降低電極熔速的方法來控制金屬熔池的深度[13],但單純依靠降低熔速的熔池結構調控方法會使電渣錠的表面質量和內部質量互相矛盾[14],而且熔速與局部凝固時間并不是呈單一線性關系,當熔速降低到臨界值后,局部凝固時間反而隨熔速降低而增大[15],因此,傳統的結晶器固定式電渣重熔的工藝模式限制了其控制高速鋼碳化物偏析的能力。為優化電渣重熔過程的熔池結構和改善高速鋼的碳化物特征,采用抽錠式雙極串聯電渣重熔并對抽出結晶器的鋼錠進行二次氣霧冷卻的方法。本文作者對在雙極串聯抽錠電渣重熔過程中增加二次氣霧冷卻對液態金屬熔池結構和高速鋼碳化物特征的影響規律進行研究。
1 實驗
實驗采用M42高速鋼,其化學成分如表1所示。為了研究雙極串聯抽錠式電渣重熔過程中增加二次氣霧冷卻對高速鋼凝固過程的碳化物偏析的影響,采用2種電渣重熔工藝,一種是雙極串聯結晶器固定式電渣重熔(electroslag remelting,縮寫為ESR),其原理圖如圖1所示;另一種是帶二次氣霧冷卻的雙極串聯抽錠式電渣重熔(electroslag remelting withdrawal with secondary aerosol cooling,縮寫為ESRW-SAC),其原理圖如圖2所示。2種工藝的主要區別在于ESRW-SAC法采用抽錠電渣重熔方法,并在距離結晶器下沿 50 mm位置采用12個噴嘴進行周向全覆蓋的氣霧冷卻噴水,帶寬為80 mm,水量為0.15 m3/h,抽出結晶器150 mm時開始噴水,補縮時停止噴水。通過調整輸入電壓、電流等工藝參數使2種工藝的電極熔速接近,2種工藝在正常重熔期的過程工藝參數如表2所示,通過調整工藝使雙極串聯抽錠電渣重熔工藝的熔速為5.15 kg/min,而雙極串聯固定式電渣重熔工藝的熔速為5.11 kg/min,2種方法條件下的熔速接近。2種工藝所使用的渣系均采用50%CaF2-25%CaO- 25%Al2O3渣系。

表1 M42高速鋼的主要成分(質量分數)

表2 ESR-SAC法與ESR法冶煉M42高速鋼的工藝參數

1—電極;2—結晶器;3—渣池;4—金屬熔池;5—渣皮;6—鋼錠;7—底水箱;8—熔滴;9—短網;10—變壓器。

1—電極;2—結晶器;3—渣池;4—金屬熔池;5—渣皮;6—鋼錠;7—引錠裝置;8—熔滴;9—短網;10—變壓器;11—二次所霧冷卻裝置。
在電渣重熔過程的正常重熔期即將結束時加入鎢粉,重熔結束后將電渣錠在1 183 K溫度下退火10 h后,經過剖錠、鋸切、磨制和酸洗得到電渣重熔過程的熔池結構。定義為鋼錠的直徑,測定/2處的金屬熔池深度和/4處的結晶角度(固相線上某點的切線與水平方向的夾角)。將2種工藝條件下的電渣錠采用相同的鍛軋工藝進行開坯和軋制后,對熱加工后的高速鋼材經制樣、磨樣,用體積分數為4%的硝酸?酒精溶液腐蝕后對高速鋼試樣進行掃描電鏡觀測,研究其1/4處的碳化物不均勻度和顆粒粒度,并對試樣碳化物顆粒度的合格率進行統計分析。
2 實驗結果與分析
2.1 液態金屬的熔池結構
用2種不同的電渣重熔工藝方法冶煉M42高速鋼時的液態金屬熔池結構如圖3和圖4所示,熔池結構的檢測結果如表3所示。由表3可見:與雙極串聯固定式電渣重熔M42高速鋼的過程相比,ESR-SAC方法的熔池深度降低了19 mm,比固定式電渣重熔過程降低了16.5%,這說明ESR-SAC法能夠顯著降低電渣重熔過程中的熔池深度。另外,由于熔池深度降低,鋼錠/4處固相線附近的結晶角減小了6.5%,這說明該方法能夠明顯改變高速鋼凝固過程中的枝晶生長方向。

圖3 固定式電渣重熔φ360 mm M42時的熔池結構
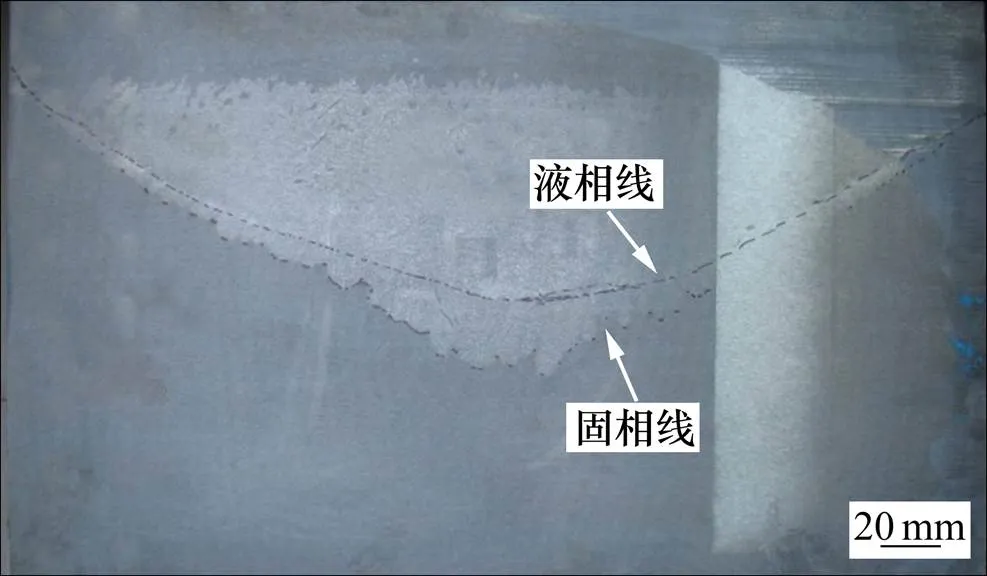
圖4 ESR-SAC法重熔φ360 mm M42時的熔池結構
表3 ESR-SAC法與ESR法冶煉M42高速鋼的熔池結構尺寸

Table 3 Molten bath structure size in process of remelting M42 using ESR-SAC and ESR
雙極串聯工藝有利于減小熔池深度,這是因為雙極串聯技術使得渣池的發熱區主要集中在2個電極的導電端頭之間,這改變了傳統電渣重熔的熱場分布,使渣池發溫區與渣?金界面的距離更大,這樣就打破了單極固定式電渣重熔過程中電極熔化速度和金屬熔池深度的正比關系,使其各自相對獨立,熔化速度比傳統電渣重熔工藝提高3~5倍的情況下,凝固組織仍然能夠達到傳統電渣錠的質量[16]。同時,ESR-SAC過程中鑄錠自結晶器中不斷抽出,這為增加二次氣霧冷卻裝置提高鋼錠的冷卻速度提供了可行性。從圖3和圖4中熔池結構的檢測結果可以看出,二次氣霧冷卻裝置的加入能夠使熔池深度明顯變淺。
2.2 二次氣霧冷卻對電渣重熔過程溫度場影響的數值模擬
由于熔池內的鋼水的溫度和速度等參數很難測定,國內外學者普遍采用數學模型和數值模擬的方法研究電渣重熔過程中的基本規律。為了分析二次氣霧冷卻對電渣重熔過程熔池結構的影響,對雙極串聯抽錠電渣重熔過程在有無加載二次氣霧冷卻時的溫度場分別進行了數值模擬。模擬過程中采用的渣系的熱物性參數如表4所示,鋼的物性參數通過Jmatpro軟件計算得出,如表5所示。模擬采用的控制方程與文獻[17]中的一致。不同傳熱形式條件下的數值模擬采用的傳熱邊界條件如表6所示,其中鋼錠與結晶器的交界面的界面換熱系數為(0.62?197) W/(m2·K),為鋼錠表面的熱力學溫度,單位為K;對于抽出結晶器的鋼錠,在不加二次氣霧冷卻時為空氣自然冷卻,其界面換熱系數為6 W/(m2·K),而加二次氣霧冷卻時在二次氣霧冷卻段的界面換熱系數為1 293 W/(m2·K),二次氣霧冷卻段下面的鋼錠是空氣自然冷卻條件。
圖5(a)和圖5(b)所示分別為無二次氣霧冷卻時和有氣霧冷卻時電渣重熔過程的鋼錠溫度場分布。從圖5可以看出:在抽錠電渣重熔過程中增加二次氣霧冷卻使結晶器下方的鋼錠位置形成一個恒定的低溫區,明顯改變了電渣重熔過程的溫度場分布,整個熔池的溫度明顯降低,熔池低溫區上移。

表4 CaF250%+Al2O325%+CaO25%渣系的物性參數

表5 M42高速鋼鋼種的物性參數

表6 不同傳熱形式條件下的傳熱邊界條件
2.3 碳化物不均勻度和顆粒度
M42高速鋼的使用量逐年遞增,但在生產和使用中發現該鋼存在韌性較差、在熱加工時易裂、成材率較低、使用時易脆斷崩刃和使用壽命較低等問題,研究[18]表明這些問題與碳化物尺寸和分布有重要關系。為研究抽錠電渣二次氣霧冷卻對碳化物特征的影響,對2種不同工藝條件下重熔得到的直徑為360 mm電渣錠經相同的加工工藝鍛壓成圓材,對圓材/4位置處的高速鋼碳化物不均勻度、顆粒粒度進行觀察,并對不同鍛比得到的鍛材的碳化物顆粒度合格率進行統計分析。
圖6所示為360 mm的M42高速鋼電渣錠經鍛軋加工為82 mm的圓材時1/4處的碳化物分布和形貌。由圖6可見:與ESR工藝相比,ESRW-SAC工藝得到的鋼材的大角塊狀碳化物明顯減少,碳化物不均勻度較小,碳化物顆粒更加細小彌散。
對2種工藝條件下冶煉的電渣錠鍛壓而成的不同規格鋼材的碳化物顆粒度進行統計分析,結果如表7所示。從表7可以看出:與ESR工藝相比,ESRW-SAC工藝得到的鋼材的碳化物粒度更加小,碳化物顆粒度的合格率明顯提高。

(a) 不加二次氣霧冷卻;(b) 加二次氣霧冷卻

(a) ESR工藝;(b) ESRW-SAC工藝

表7 2種工藝重熔M42鋼錠生產鍛軋材的碳化物顆粒粒度統計結果
BOCALLINI等[19]的研究表明增大高速鋼的冷卻速度可以促進包晶反應+→的進行,使鐵素體迅速被奧氏體完全包裹,降低元素的擴散速度,抑制成分偏析。FLEMINGS等[20?21]指出,局部凝固時間是合金在固液兩相區的停留時間,它決定著合金及其碳化物的偏析程度,局部凝固時間與兩相區寬度、局部凝固速度、二次枝晶間距等的關系為:

(2)
(3)
式中:LS為局部凝固時間,s;為固液兩相區距離,mm;r為局部凝固速度,mm/s,為液相溫度梯度,K/mm;c為局部冷卻速度,K/s;為二次枝晶間距,mm;1,2,和為與材料屬性有關的常數。
電渣重熔過程中局部凝固時間與冷卻速率的關系如圖7所示,圖7中夾角為結晶角。從式(1)~(3)和圖7可以看出:局部凝固時間受到固液兩相區寬度、局部凝固速度、液相溫度梯度等因素的共同制約,通過減小固?液兩相區寬度、增大局部凝固時間和液相溫度梯度均可以減小局部凝固時間從而抑制碳化物偏析。本研究采用在抽錠電渣重熔過程中增加二次氣霧冷卻的方法,在改變鋼錠溫度場分布的同時使鑄錠心部的液?固兩相區寬度減小,并通過減小結晶角提高了鋼水的局部凝固速度,二者均可以減小高速鋼的局部凝固時間,因此能夠有效的抑制碳化物偏析,改善高速鋼的碳化物特征。

圖7 電渣重熔過程中的局部凝固時間與冷卻速率的關系
3 結論
1) 抽錠電渣二次氣霧冷卻工藝使結晶器下方鋼錠位置處形成一個恒定的低溫區,改變了電渣重熔過程的溫度場分布,整個熔池的溫度明顯降低,熔池低溫區上移,使電渣重熔過程的熔池深度降低,減小了高速鋼凝固過程的結晶角。
2) 抽錠電渣二次氣霧冷卻工藝能夠降低M42高速鋼鋼材的碳化物不均勻度,并減小其碳化物顆粒粒度。在相同鍛壓工藝條件下,該工藝冶煉的高速鋼錠制備的產品碳化物顆粒度合格率明顯提高。
[1] WENG Yuqing, DONG Han, GAN Yong. Advanced steels: the recent scenario in steel science and technology[M]. Beijing: Metallurgical Industry Press & Heidelberg: Springer, 2011: 453?461.
[2] DONG Yanwu, JIANG Zhouhua, LI Zhengbang. Investigation on solidification quality of industrial-scale ESR ingot[C]// TMS2009-International Symposium on Liquid Metal Processing and Casting. Santa Fe, 2009: 309?315.
[3] 邵青立, 謝志彬, 張國平. 電渣重熔錠的直徑和壓縮比對M2高速鋼碳化物不均勻度的影響[J]. 特殊鋼, 2015, 36(3): 21?22. SHAO Qingli, XIE Zhibin, ZHANG Guoping. Effect of diameter of ESR ingot and reduction ratio on non-uniformity of carbide in high-speed steel M2[J]. Special Steel, 2015, 36(3): 21?22.
[4] RODENBURG C, RAINFORTH W M. A quantitative analysis of the influence of carbides size distributions on wear behavior of high-speed steel in dry rolling/sliding contact[J]. Acta Materialia, 2007, 55(7): 2443?2454.
[5] 吳立志, 丁培道, 謝志彬. 大截面刀具用高速鋼: 中國, 201010288295.9[P]. 2012?04?11.WU Lizhi, DING Peidao, XIE Zhibin. High-speed steels for large section tools: China, 201010288295.9[P]. 2012?04?11.
[6] PAN F S, DING P D, ZHOU S Z, et al. Effects of silicon addition on the mechanical properties and microstructure of high speed steels[J]. Acta Materialia, 1997, 45(11): 4703?4712.
[7] 王維青, 潘復生, 吳立志, 等. 硅對熱處理態M2高速鋼中共晶碳化物的影響[J]. 重慶大學學報(自然科學版), 2011, 34(11): 44?49. WANG Weiqing, PAN Fusheng, WU Lizhi, et al. Effect of silicon on the eutectic carbides in as-heated M2 high speed steel[J]. Journal of Chongqing University (Natural Science Edition), 2011, 34(11): 44?49.
[8] ZHOU Xuefeng, FANG Feng, TU Yiyou, et al. Carbide refinement in M42 high speed steel by rare earth metals and spheroidizing treatment[J]. Journal of Southeast University, 2014, 30(4): 445?448.
[9] CHUMANOV V I, CHUMANOV I V. Control of the carbide structure of tool steel during electroslag remelting: part Ⅰ[J]. Russian Metallurgy, 2011(6): 22?28.
[10] SHI X.F., CHANG L.Z., WANG J J. Effect of mold rotation on the bifilar electroslag remelting process[J]. International Journal of Minerals, Metallurgy and Materials, 2015, 22(10): 1033?1041.
[11] 劉海明, 安永太, 宋緒丁, 等. 轉速對電磁離心鑄造高碳高速鋼碳化物的影響[J]. 材料熱處理學報, 2013, 34(8): 118?123. LIU Haiming, AN Yongtai, SONG Xuding, et al. Influence of centrifugal speed on carbide of high-carbon high speed steel prepared by electromagnetic centrifugal casting[J]. Transactions of Materials and Heat Treatment, 2013, 34(8): 118?123.
[12] 董艷伍, 姜周華, 肖志新, 等. 電渣重熔工藝對鋼錠凝固質量影響研究[J]. 東北大學學報(自然科學版),2009, 30(11): 1598?1602. DONG Yanwu, JIANG Zhouhua, XIAO Zhixin, et al. Influence of ESR process parameters on solidification quality of remelting ingots[J]. Journal of Northeastern University (Natural Science), 2009, 30(11): 1598?1602.
[13] SUH S H, CHOI J. Effect of melting rate on the carbide cell size in an electroslag remelted high speed steel ingot[J]. ISIJ international, 1986, 26(4): 305?309.
[14] HOYLE G. Electroslag remelting processes principle and practice[M]. London & New York: Applied Science Publishers, 1983: 1?12.
[15] 常立忠, 李正邦. 電渣重熔過程中金屬凝固的控制方法[J]. 煉鋼, 2007, 23(4): 56?58. CHANG Lizhong, LI Zhengbang. Method of controlling solidification quality in electroslag remelting process[J]. Steelmaking, 2007, 23(4): 56?58.
[16] 姜周華, 董艷伍, 臧喜民, 等. 新一代電渣冶金技術的開發[J]. 材料與冶金學報, 2011, 10(S1): 17?18. JIANG Zhouhua, DONG Yanwu, ZANG Ximin, et al. Development of new-generation electroslag remelting technology[J]. Journal of Materials and Metallurgy, 2011, 10(S1): 17?18.
[17] 李萬明. 電渣重熔大型板坯和電渣液態澆注復合軋輥的數值模擬及工藝優化[D]. 沈陽: 東北大學材料與冶金學院, 2012: 39?53. LI Wanming. Numerical simulation and process optimization of electroslag remelting large slab and ESS LM process of composite rolls[D]. Shenyang: Northeastern University, School of Material and Metallurgy, 2012: 39?53.
[18] 趙步青, 龔真忠, 紀正祥. 碳化物對高速鋼刀具壽命的影響[J]. 熱處理技術與設備, 2011, 32(3): 60?64. ZHAO Buqing, GONG Zhenzhong, JI Zhengxiang. Influence of carbide to high-speed steel cutting tool life[J]. Heat Treatment Technology and Equipment, 2011, 32(3): 60?64.
[19] BOCCALINI M, GOLDENSTEIN H. Solidification of high speed steels[J]. International Materials Reviews, 2001, 46(2): 92?115.
[20] FLEMINGS M C. Solidification processing[J]. Metallurgical and Materials Transactions B, 1974, 5(10): 2121?2134.
[21] KURZ W, FISHER D J. Fundamentals of solidification[M]. Aedermannsdorf, Switzerland: Trans Tech Publications, 1984: 71?92.
(編輯 楊幼平)
Carbide segregation control in electro-slag remelting withdrawal process of large cross-section high-speed steels
LI Wanming1, 2, JIANG Zhouhua1, ZANG Ximin1, DENG Xin1, SHAO Qingli2, XIE Zhibin2
(1. School of Materials and Metallurgy, University of Science and Technology Liaoning, Anshan 114051, China; 2. HEYE Special Steel Co. Ltd, Shijiazhuang 050000, China)
Electroslag remelting (ESR) was a predominant method for smelting high-quality high-speed steels, but the molten bath structure of conventional stationary-mould ESR restricts its ability to control carbide segregation. In order to control carbides segregation of large cross section high-speed steels, secondary aerosol cooling was adopted in the electroslag remelting withdrawal process to make the high-speed steel rapid solidification. Molten pool structure of ESR process was obtained by tungsten powder detection and high speed steel carbide quality was evaluated, which can verify the effect of the process. Effect of secondary aerosol cooling on the temperature field of ESR process was analyzed through numerical simulation. The results show that electroslag remelting withdrawal with secondary aerosol cooling technology can significantly decrease the depth of molten bath, reduce the crystallization angle of the metal molten pool, effectively reduce the high speed steel carbide uneven and carbide particles degrees, and carbide qualified rate increases significantly in the same forging process.
high-speed steels; carbides; segregation; molten structure; electroslag remelting
10.11817/j.issn.1672-7207.2017.07.002
TF744
A
1672?7207(2017)07?1697?07
2016?10?18;
2017?01?09
國家自然科學基金資助項目(51474126,U1560203,51604149,51674140) (Projects(51474126, U1560203, 51604149, 51674140) supported by the National Natural Science Foundation of China)
姜周華,博士,教授,從事電渣重熔工藝理論研究;E-mail: jiangzh@smm.neu.edu.cn
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52