離子膜電解工藝降低自用堿單耗的方法
2017-09-08 02:25:29于海軍
中國氯堿 2017年8期
關鍵詞:生產
于海軍
(黑龍江昊華化工有限公司,黑龍江 齊齊哈爾 161033)
離子膜電解工藝降低自用堿單耗的方法
于海軍
(黑龍江昊華化工有限公司,黑龍江 齊齊哈爾 161033)
通過對離子膜電解槽生產工藝過程的分析,跟蹤生產實際,找到節約燒堿的根源,降低自用堿的使用量,從而降低噸堿單耗,進一步降低生產成本,達到了降本增本的目的。
離子膜;電解;燒堿;消耗
黑龍江昊華化工有限公司雙“三十”項目運行至今已6年,降低燒堿生產成本,提高產品市場競爭力,保證裝置長、穩、優運行。目前噸堿的單耗和裝置設計值相比存在一定的差距,急需加以解決。如果能降低噸堿單耗,不僅能增加市場競爭力,還能提高生產裝置的穩定性。2016年5月噸堿成本堿單耗平均22.3 kg/t產品,裝置設計值為20 kg/t產品,行業最佳實踐18 kg/t產品,6月成立精益六西格瑪綠帶項目組,通過DMAIC路徑:定義、測量、分析、改善、控制對項目進行改善。
1 定義階段
(1)確定基線。自用堿單耗22.3 kg/t堿;目標:自用堿單耗20 kg/t堿,極限目標:自用堿單耗18 kg/t堿;
(2)數據來源。基線為2016年5月實際消耗數據均值;
(3)目標及極限目標設定理由,目標為裝置設計值,極限目標為行業最佳值;
(4)查找影響堿單耗的幾大因素Y1/Y2/Y3,并收集數據。
Y1為一次鹽水加堿累積量,數據來源于DCS顯示累計除以當天產量,每天收集。
Y2為樹脂塔加堿累積量,數據來源于DCS顯示累計除以當天產量,每天收集。
Y3為脫氯加堿累積量,數據來源于DCS顯示累計除以當天產量,每天收集。
2 測量階段
(1)確定影響Y1一次鹽水加堿量數據的收集計劃,分別對滴定測量樣品、光譜測定儀樣品做真實性檢驗分析。對影響Y1加堿單耗的11個過程輸入因子做因果矩陣并逐一進行打分,從中篩選出了3個分值最高的輸入因子。因原鹽供應商固定,含鎂指標0.08%~0.12%,符合原鹽指標要求故對此項不加分析。其余2個因子化鹽后過堿量及加堿后精鹽水鎂含量做測量系統人的因素分析中數據真實可信。
(2)影響Y2因子有7項,屬生產固定模塊每天加堿量一定,故對Y2的影響因子不加以分析
(3)影響Y3脫氯加堿數據DCS收集。對影響Y3加堿單耗的9個過程輸入因子做因果矩陣并逐一進行打分,從中篩選出了4個分值最高的輸入因子,經團隊討論將加堿位置做快贏,對其余3個因子進一步分析,具體措施見表1。
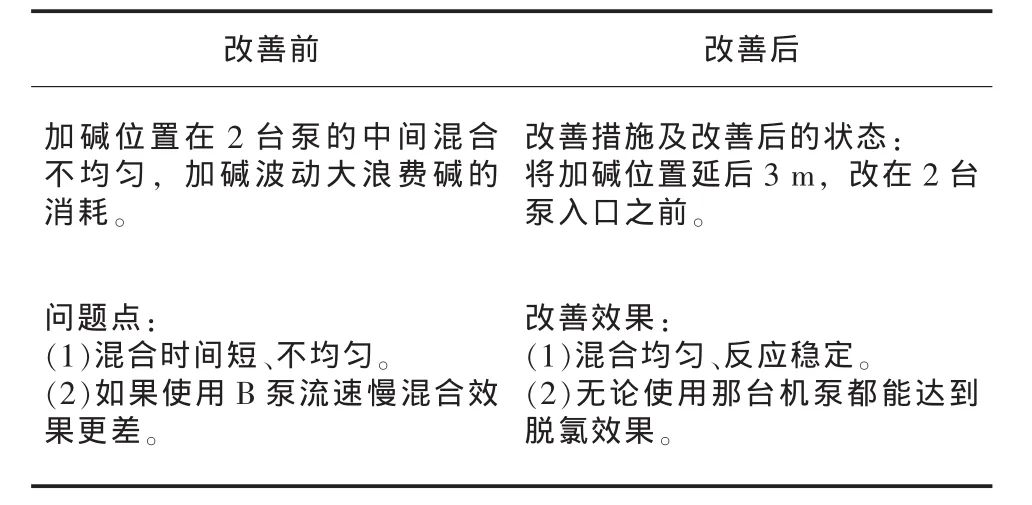
表1 改變真空脫氯加堿位置
(4)結論。通過秋季檢修對脫氯加堿進行快贏改善,堿單耗從22.2 kg/t降低到21.3 kg/t(快贏效果明顯,但和項目目標值20 kg/t還存在較大的差距)。
測量階段小結:(1)通過過程圖共找到32個X;(2)通過因果矩陣共篩選出7個X。(X1—原鹽質量、X5—化鹽加堿量、X6—加堿后過堿量、X19—加堿前pH值、X22—脫氯加堿量、X23—加堿后pH值、X24—加堿位置)。
因為X1原鹽產地穩定、質量穩定,故對X1不加分析。
Y2屬于生產固定模塊,加堿一定故不做分析。
Y3中的X24利用秋季檢修進行快贏改善。
3 分析階段
將分別驗證Y1的2個輸入因子X5、X6和1個輸出因子X7鎂含量。Y3的3個因子X19、X22、X23對各自相關Y3的影響,進一步識別根本原因,過堿量平均值的過程能力見圖1。
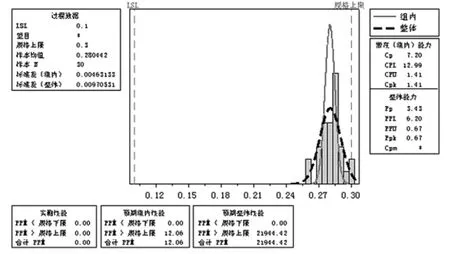
圖1 過堿量平均值(g/L)的過程能力
由圖1看出,過堿量控制比較穩定,數據呈正態分布,但過堿量控制在0.26~3.08 g/L,可保證Mg2+和OH-的充分反映,但過量的加堿不僅增加了自用堿的消耗,在后序中和時也增加了酸的消耗。現在工藝控制雖然穩定,但是CPK=1.41表現能力過剩,見圖2。
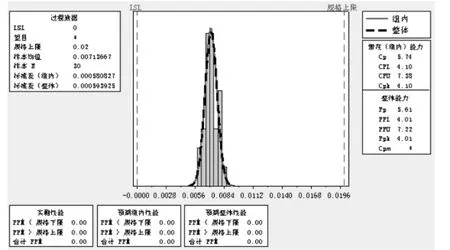
圖2 含鎂(mg/L)的過程能力
由圖2看出,CPK=4.1,說明含鎂控制能力過剩。
加堿前CPK=0.24過程能力弱,圖形顯雙峰狀態,表現2個極端希望用此綠帶項目加以改善,312pH值的過程能力見圖3。

圖3 312pH值的過程能力
脫氯加堿控制過程能力CPK為0.42,過程能力一般,另外加堿波動比較大,是否可找到穩定的區間、是工程技術人員首先要解決的問題,也是該項目能否成功的關鍵。
用多元回歸分析方法對3項需要解決措施進行了回歸分析、并逐項分析了相關性。通過團隊協商一致,將在下一階段重點尋找鹽水過堿量對堿單耗有顯著影響;脫氯加堿后pH值對堿單耗有顯著影響,見圖4。
4 改善階段
4.1 Y1、X6精制加堿過堿量水平選擇分析
精制加堿除鎂原理為在鹽水中加入氫氧化鈉溶液,使其和鹽水中的Mg2+反應,生成不溶性的氫氧化鎂沉淀,其反應式如下:
Mg2++2OH-→Mg(OH)2↓
氫氧化鈉的加入量必須超過反應式的理論需要量,本工藝控制過量氫氧化鈉為0.1~0.3 g/L。
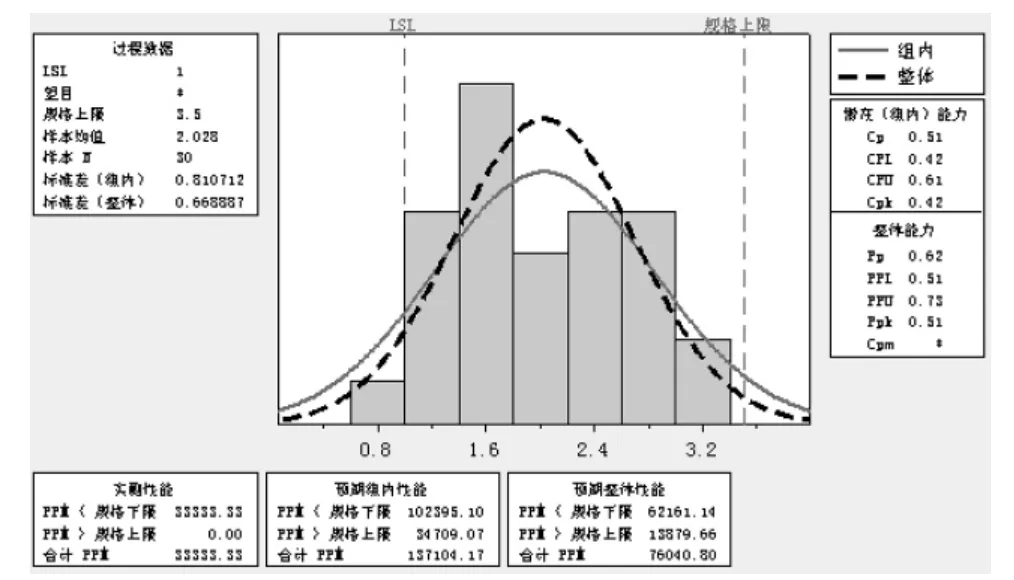
圖4 脫氯塔用堿(T)_1的過程能力
但在實際生產中為了將Mg2+除凈,過堿量長期控制高限0.26~0.3 g/L,增加了自用堿單耗。
項目團隊根據生產現狀,為保持生產穩定改善3天過堿量值,分析鎂含量的變化量(是否超出生產要求的指標Mg2+含量≤0.02 mg/L)
試驗方案:
(1)第一天過堿量設定為:(0.26±0.02)mg/L;
(2)第二天過堿量設定為:(0.22±0.02)mg/L;
(3)第三天過堿量設定為:(0.18±0.02)mg/L。
樣本數量為36個/水平
結論:P值小于0.05,接受備擇假設,改善前狀態:0.26~0.30 g/L。
改善后狀態:0.16~0.20 g/L改善后鎂離子含量沒有超出指標要求,達到項目目標,見圖5。
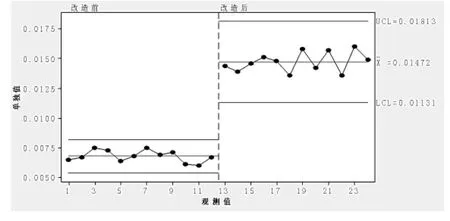
圖5 含鎂(mg/L)按改善前、改善后的單值控制圖
4.2 X23改善計劃及與X23相關X19試驗范圍確定
脫氯加堿原理:脫氯加堿屬化學脫氯,含氯淡鹽水在堿性條件下pH值為10.0~11.0后加入10 wt%亞硫酸鈉溶液以徹底除去殘余的游離氯。脫氯后鹽水送至一次鹽水工序,化學反應式如下:
Cl2+2NaOH→NaOCl+NaCl+H2O
NaOCl+Na2CO3→Na2SO4+NaCl
但在實際生產中為了將Cl2除凈,控制含氯淡鹽水ORA<-50 mV,堿pH值長期控制高限為10.5~11.5,增加了自用堿單耗。
項目團隊一致認為,X19加堿前pH值在分析階段雖然與Y3沒有直接關聯,但與X23加堿后pH值有關聯,若想X23加堿后pH值低限并平穩控制降低堿耗,必須保證加堿前pH值平穩。項目團隊根據生產出現過的區間值,設定實驗范圍。
(1)X23加堿后pH值:由于脫氯加堿屬化學脫氯,含氯淡鹽水在堿性條件下pH值為10.0~11.0后加入10 wt%亞硫酸鈉溶液以徹底除去殘余的游離氯。根據歷史數據選定區間值,加堿后pH值控制為10.0~11.5。
(2)X19加堿前pH值:真空脫氯物理脫氯是指在酸性條件下及真空度作用下把溶解在液體的氯氣吸脫。根據歷史數據選定區間值控制加堿前pH值控制為0.8~1.6,見表2。

表2 X19、X23加堿前后pH值對比
由于在生產中進行試驗易造成生產波動,所以在DOE試驗前先對歷史觀數據進行了充分的分析得出以上的試驗水平。
4.3 設計說明
在現有流程控制上、下限附近綜合考慮安全、環保和實驗成本的基礎上,通過團隊成員反復討論后進行二因子兩水平實驗。又因加堿前后pH值的平方與Y3有影響,所以采用響應曲面實驗設計,不需新增投資,但有生產出不合格品的風險,在做實驗期間,加大對產品分析頻次(1天1次提高為1班1次)確保不合格品第一時間發現以便進行處理。
結合實驗分析,團隊人員進行認真充分的討論,認為在現有流程中以一個點為控制限長期運行可行性較小,結合在實際操作的經驗確定加堿前pH值控制在1.5~1.6;加堿后pH值控制在10.0~10.1。
4.5 試運行控制計劃(見表3)
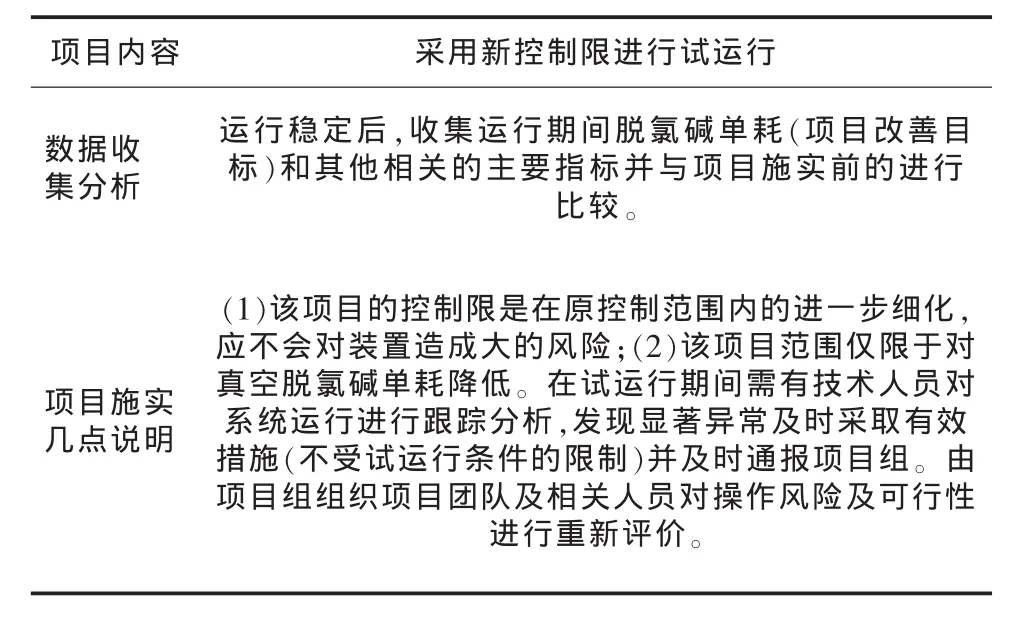
表3 試運行控制計劃
4.6 試運行條件(見表4)
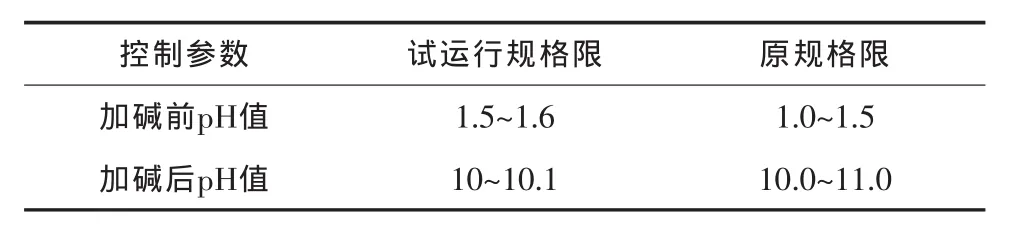
表4 主要參數試運行控制計劃表
通過改善前后對比,改善后的堿單耗有明顯的下降為20.035 kg/t。
達到項目目標每噸堿的自用堿單耗20 kg/t的目標。
4.7 改善措施小結和標準化
(1)在工藝操作規程的變更后,車間工藝員對全體操作人員進行了系統的培訓。
(2)在嚴格執行新的工藝參數同時,班組長加強項目的限制性指標控制。
(3)通過近期裝置運行來看,自用堿單耗及產品質量都處于較好狀態。
4.8 項目財務節省預估
經過從以上幾個方面的調整,每噸自用堿單耗下降2.3 kg,按裝置年產能22萬t計,全年可減少堿消耗506 t,按堿單價2 450元/t(含稅)計算,全年可減少支出123.97萬元。
收益=堿平均價格(含稅)(元/t)×堿減少消耗量(噸)÷10 000
=2 450×2.3×220 000÷1 000÷10 000
=123.97(萬元)
通過這項持續改進項目的實施,提高了生產裝置穩定性,改善了員工的作業環境,社會效益顯著。
天津濱海新區對危化企業實施常態化監管
天津港“8·12”重大火災爆炸事故發生兩年來,天津濱海新區持續加強對危化企業、安全風險點的分析研判,形成了城市安全風險評估報告、電子地圖,建成危化品企業安防網,監管日益實現常態化。
2015年8月12日,位于天津市濱海新區天津港的瑞海公司危險品倉庫發生特別重大火災爆炸事故。
事故發生后,濱海新區對全區安全風險進行了深入調查及系統分析,先后形成了城市安全風險評估報告、城市安全風險電子地圖;對新區583家危險化學品企業進行全面排查摸底,實現以“一張圖”展示全區危化品企業分布情況;對全區94家企業141處重大危險源進行全面梳理,建立臺賬;對32家企業48處一級重大危險源開展定量風險評估,制定專項整治方案。
濱海新區還建成了危化品企業安防網,實現了新區區級、功能區和街鎮級、企業級三級危化品企業24小時不間斷視頻在線監測。目前,濱海新區危化品企業安防網在線監測平臺已完成241家企業入網,自去年6月份開始全天值守以來,每天通過安防網接收企業危化品情況日報表,日報率達100%。
同時,天津港集團完善安全生產主體責任落實體系。公司21個部門和79個企業按要求遞交《安全生產責任目標認定書》及《安全生產承諾書》,并依據相關制度制定考核標準。通過持續強化安委會工作機制,完善安全管理制度體系。
天津港集團對危貨作業企業、生產安全事故應急管理和物資公司自營加油站等專項開展安全檢查。今年以來,集團所屬企業開展班組級隱患排查13萬余次。
宜賓海豐和銳入選首批綠色工廠示范企業
近日,國家工業和信息化部發布了《2017年第一批綠色制造體系示范名單》,宜賓天原集團下屬的海豐和銳公司入選國家首批綠色制造體系綠色工廠示范企業,這是西南地區唯一一家獲此殊榮的氯堿化工企業。
從2008年起,海豐和銳公司先后投入兩千多萬元,通過自主創新,開發了三段法精餾尾氣凈化回收利用裝置,解決物料流失問題。
該裝置采用目前先進的變壓吸附技術,通過三段吸附處理,第一段回收其中氯乙烯,第二段回收其中的乙炔氣體,第三段回收其中的氫氣,氯乙烯、乙炔、氫氣均是我公司的物料原料,通過變壓吸附處理的惰性氣體進行排放處理,實現對環境的零污染,每年實現的效益在500萬元以上。
據了解,該項技術獲得了四川省科技進步獎。此外,海豐和銳公司還相繼實施了全工業廢渣新型干法制水泥技術項目、低汞觸媒研究與應用項目,大力發展節能、清潔生產循環經濟。日前,海豐和銳被列入了國家首批綠色制造體系綠色示范工廠,成為西南地區氯堿化工行業唯一入選的企業。
Ionic membrane electrolysis process alkaliconsumption reduce for private use
YU Hai-jun
(Heilongjiang Haohua ChemicalCo.,Ltd.,Qiqihar161033,China)
Through the analysis ofthe production process ofionic membrane electrolytic tanks,tracking the production practice,find the root of the caustic soda,saving reduce the usage of self-use alkali,alkali consumption reducing tons,furtherreduce production cost.
ion membrane;electrolysis;caustic soda;consumption
TQ114.26
B
1009-1785(2017)08-0011-04
2017-06-12
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16