激光-GMAW復合焊接電弧熱源形式對焊接過程參數及焊縫形狀的影響
2017-09-11 14:23:08王傳剛
電焊機 2017年8期
關鍵詞:焊縫
王傳剛
(中車青島四方機車車輛股份有限公司,山東青島266111)
激光-GMAW復合焊接電弧熱源形式對焊接過程參數及焊縫形狀的影響
王傳剛
(中車青島四方機車車輛股份有限公司,山東青島266111)
激光-脈沖GMAW復合焊接和激光-連續GMAW復合焊接兩種熱源形式在復合焊接中使用范圍廣,應用前景好。系統研究這兩種熱源形式和脈沖GMAW焊接以及連續GMAW焊接在焊接過程中的電參數變化特征及焊縫的形狀尺寸。結果表明,激光-脈沖GMAW復合焊接中電參數平穩,焊接過程穩定,可有效地促進熔滴過渡,并且獲得的焊縫尺寸較理想,熔深大、余高小,但激光功率3 000 W的復合焊接短路時電參數波動性增大。
激光-GMAW復合焊接;脈沖電弧;電參數;焊縫尺寸
0 前言
激光-電弧復合熱源焊接技術兼具激光焊的高焊速、低熱載、大熔深以及電弧焊的低裝配精度等優勢,焊接速度快,厚板焊接能力、接頭橋接能力、熔池穩定性和接頭冶金性能有所提高,保證了生產的高效性和焊接質量的穩定可靠。國內外大量學者的研究結果表明,激光-電弧復合焊接能夠顯著提高激光的能量利用率、改善表面成形、抑制氣孔和飛濺等的產生、降低接頭裝配精度以及調節焊縫成分組織、改善焊接接頭力學性能等[1-3]。
激光-電弧復合熱源焊接中電弧能量主要用于熔化焊絲和形成熔滴[4],對液態金屬的鋪展及熔池狀態具有重要作用。研究復合熱源耦合機理可為后續復合焊接過程的模擬提供理論模型,同時對控制焊接生產效率和接頭質量具有重要意義。
長春理工大學張斌等人研究了針對不同波長激光在激光-MAG復合(激光前置)焊接中的熔滴行為的變化,發現激光功率增加的過程中熔滴過渡頻率的下降幅度會出現差異,分析認為YAG激光比CO2激光產生的等離子體密度和壓強更低,有助于焊絲端部熔滴的形成和脫離,使熔滴過渡頻率更高。然而隨著激光功率的增大,YAG激光小孔中金屬蒸汽噴發速度大于CO2激光,即對熔滴的阻礙作用更強。因此,激光功率增加相同值時,YAG激光-MAG電弧復合焊接熔滴過渡頻率下降幅度更大。此外,本研究認為熔滴的過渡行為主要取決于電弧形態,射滴過渡時呈鐘罩狀電弧狀態,而激光功率的變化、電弧電位梯度的變化和匙孔產生的高溫蒸汽是引起電弧形態發生跳邊的根本原因[5]。
焊縫截面形狀及組織是影響接頭性能的決定性因素,而熔池的凝固過程及焊縫的冶金性能主要取決于復合焊接過程中激光與電弧兩種能量源的熱循環過程。目前,針對如何將激光與電弧熱源有效結合進行了大量試驗,并分析各種工藝參數對焊縫形狀的影響。試驗證明焊縫熔寬主要取決于電弧功率和熔滴的過渡形式,而熔深主要由激光功率決定[6-7]。
在此采用激光-脈沖GMAW復合熱源焊接與激光-連續GMAW復合焊接兩種方法焊接奧氏體不銹鋼301L材料,系統研究激光對兩種電弧參數及熔滴過渡的影響以及焊縫形狀的變化規律。
1 試驗材料和方法
采用德國TRUMPF公司的TruDisk10002碟片激光器,焦距300 mm,輸出波長1.06 μm,光束聚焦最小直徑0.4 mm。焊機為福尼斯Transpuls Synergic 4000。使用PhotronFastcam SA4高速攝影機觀測熔滴過渡模式,采集頻率5000幀/s,同時結合NIDAQ同步采集實時電流、電壓信號,以獲得電參數圖形。試驗過程中保持焊槍、激光器、高速攝像機和背光源固定不動,通過導軌帶動試板平行移動完成焊接。采用平板堆焊,沿焊接方向激光在前、電弧在后的復合熱源形式進行焊接。試驗板材為SUS301L奧氏體不銹鋼,填充焊絲為ER308L,焊絲直徑1.0mm,母材及填充焊絲成分如表1所示。試件尺寸為150mm× 80 mm×6 mm,焊前機械打磨試件表面。焊槍保護氣體為φ(Ar)95%+φ(CO2)5%,氣體流量25 L/min,焊槍傾角65°,激光器傾角95°。高速攝像機與焊接方向垂直,與試件水平面成30°。焊接工藝參數如表2所示。

表1 試驗板材及填充焊絲化學成分 %
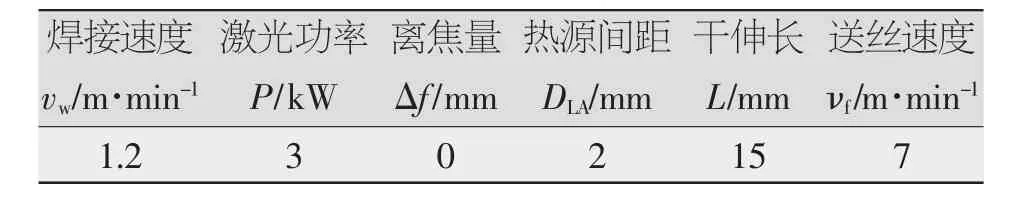
表2 焊接試驗參數
2 試驗結果與分析
2.1 脈沖GMAW焊與激光-脈沖GMAW復合焊電壓波形及熔滴過渡
脈沖GMAW焊熔滴的過渡周期主要由電流電壓的脈沖周期決定,在激光-脈沖GMAW復合焊接中激光能量對熔滴的過渡周期基本無影響。直流脈沖MAG和激光-脈沖GMAW復合焊接電壓概率密度如圖1所示。與脈沖MAG焊相比,激光-脈沖GMAW復合焊的曲線峰值右移,焊接過程中基值電壓由23V增至25 V。直流脈沖GMAW焊曲線有3個波峰,對應的區間分別表示基值電壓、熔滴脫離焊絲時的電壓、脈沖峰值電壓。脈沖GMAW焊和激光-脈沖GMAW復合焊電壓波形如圖2所示,激光-脈沖GMAW復合焊脈沖電壓基值高于GMAW焊接基值。當脈沖電壓波形下降為27 V時出現一個小“臺階”,此時熔滴從焊絲底部脫落。激光-脈沖GMAW焊接電壓概率密度曲線主要表現為脈沖基值和峰值區間的波峰,而熔滴脫離焊絲時刻的小波峰不明顯,因為該時刻對應的電壓值與脈沖基值電壓很接近,因此波峰下降趨勢變緩慢。同時,可觀察到激光-脈沖GMAW復合焊的基值電壓存在波動性(見圖2b),即電弧較弱時激光對焊接導電空間有一定的影響。
一個脈沖周期內GMAW焊接與激光-脈沖GMAW復合焊熔滴過渡高速攝像如圖3所示,圖2中的“小臺階”對應的時刻如圖3a、圖3e所示。熔滴的突然斷開導致焊絲底部與熔池間距離增大,電壓增加,但在電路控制過程中波形應下降,因此綜合表現為“臺階”狀,在概率密度圖中出現一個小波峰。圖3d、圖3h均為脈沖峰值時刻的大電流,使得電弧明亮,并促進熔滴脫離焊絲。其余時刻為電流的基值時段,電弧較弱,焊接空間較暗,熔滴已脫離焊絲向熔池過渡。
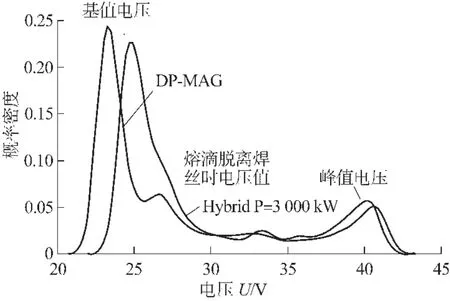
圖1 脈沖MAG焊與復合焊接電壓概率密度
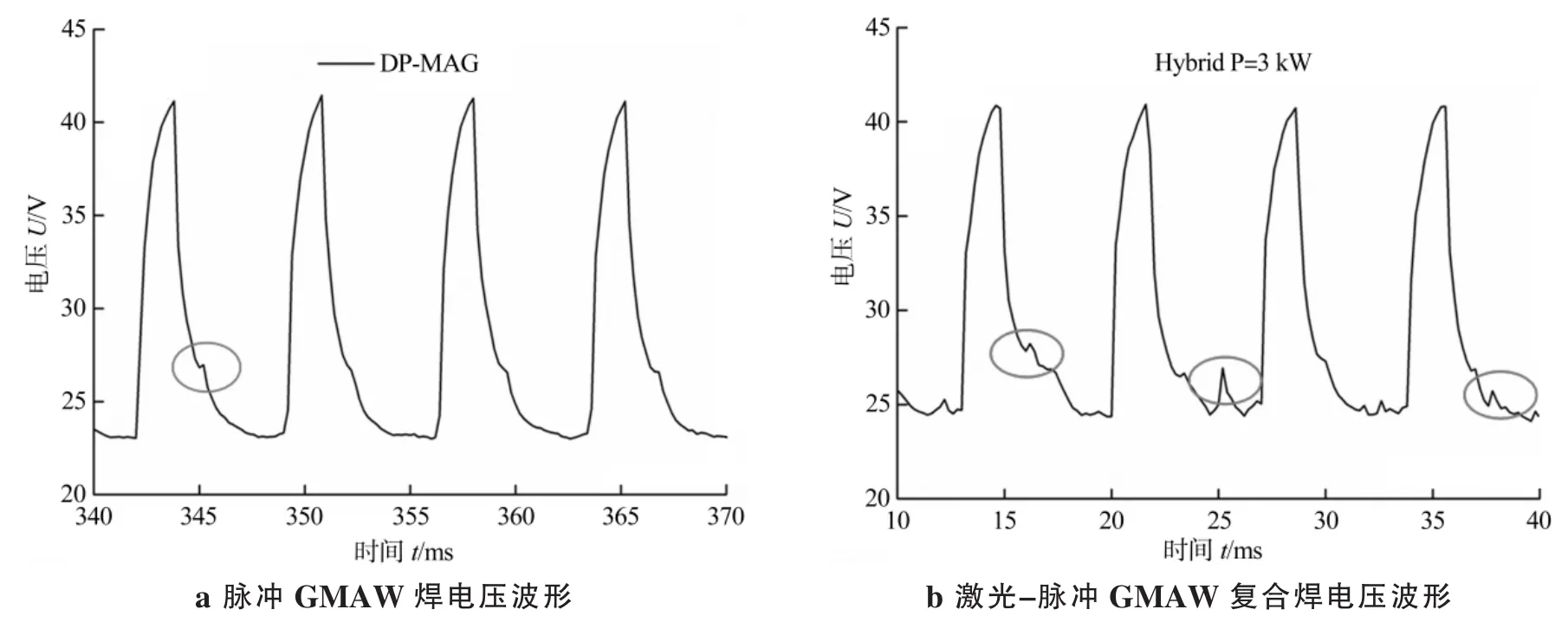
圖2 脈沖GMAW焊和激光-脈沖GMAW復合焊電壓波形
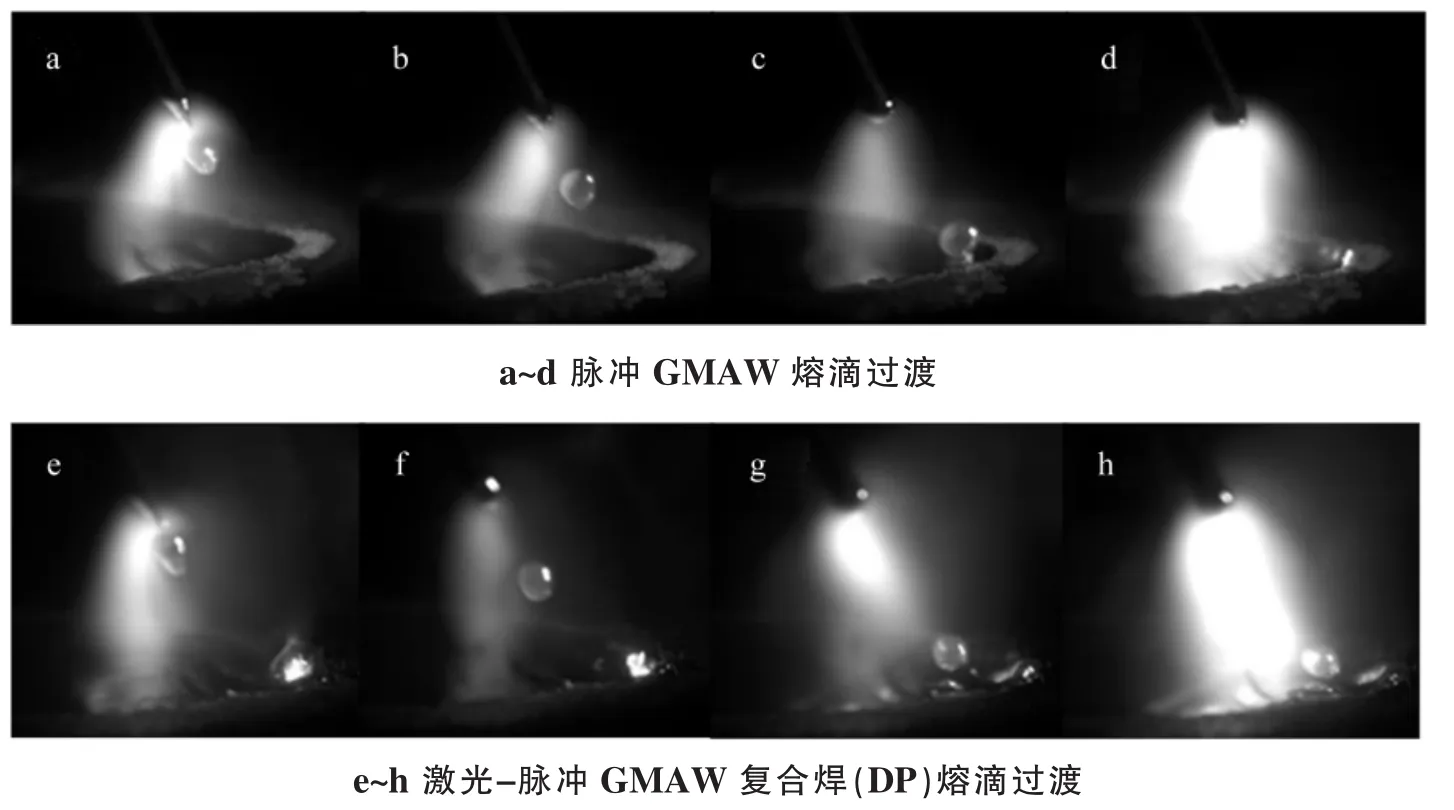
圖3 脈沖MAG焊接與激光-脈沖GMAW復合焊接熔滴過渡
2.2連續GMAW與激光-連續GMAW復合焊的電壓波形及熔滴過渡
送絲速度為7m/min時,直流MAG焊與激光-MAG(直流)復合焊接電壓概率密度如圖4所示。相較而言,連續GMAW焊接過程中電壓分布更加集中,表明短路過程規律性更強,熔滴過渡更穩定。連續GMAW和激光-連續GMAW復合焊接電壓波形如圖5所示。可以看出,焊接過程均為短路過渡,且平均電流約145 A、平均電壓約23 V,焊機的自動調節功能使得激光的加入并未導致電流、電壓產生較大變化。此外,短路過渡時電流和電壓波形較為穩定。
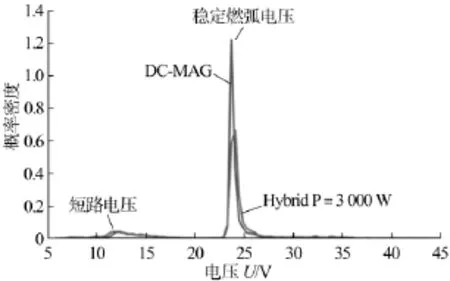
圖4 直流GMAW焊與激光-GMAW(直流)復合焊接電壓概率密度
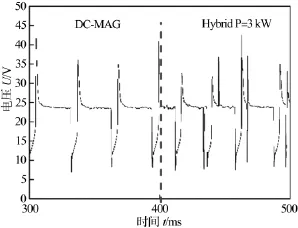
圖5 連續GMAW焊和激光-連續GMAW復合焊接電壓波形
高速攝像機拍攝的熔滴過渡圖像如圖6所示,熔滴脫離焊絲的整個過程中熔融金屬未發生頸縮現象,每個過渡周期內熔滴過渡經歷4個階段:a.焊絲與熔池短路接觸,電壓突然下降10~15 V,電流迅速增加至300 A以上。b.金屬液橋爆炸,產生的爆破力強迫熔滴脫離焊絲,向熔池過渡。c.電流恢復基值,燃燒電弧促進焊絲熔化形成熔滴。d.焊絲再一次與熔池接觸,準備下一次熔滴過渡。
當外加激光與直流MAG電弧作用于同一熔池形成復合焊接時,隨著激光能量的變化,熔滴形態和電弧電參數會發生規律性變化。激光功率為3 kW時,一個過渡周期內出現2次短路現象,使得電壓連續兩次突變,但只完成了一顆熔滴過渡,說明熔滴與熔池短路接觸時有阻礙熔滴過渡的力增大,使過渡出現困難。一個周期內熔滴非正常過渡圖像如圖6所示。熔滴長大與熔池短路,電弧熄滅,此時熔滴表面光滑(見圖6a);熔滴底部發生爆炸,引燃電弧,同時熔滴回彈,并且表面出現褶皺(見圖6b);熔滴沿著焊絲向上凝聚,振蕩并長大(見圖6c);較大體積的熔滴與熔池再次短路(見圖6d)。
從圖6e~6h可以看出,一個過渡周期內熔滴與熔池發生多次短路。與直流MAG焊短路過渡相比,熔滴短路后出現的回彈現象可能與激光能量有關,激光熱源能量的增加使熔池上方空間內金屬蒸汽密度增大,向上的金屬蒸汽對熔滴過渡的阻礙作用增強。試驗中直流MAG焊以及復合焊中熔滴均未發生頸縮現象,說明促進熔滴過渡的電磁收縮力較弱。而熔滴主要受重力和表面張力作用,尺寸較大。
2.3 不同熱源形式對焊縫尺寸的影響
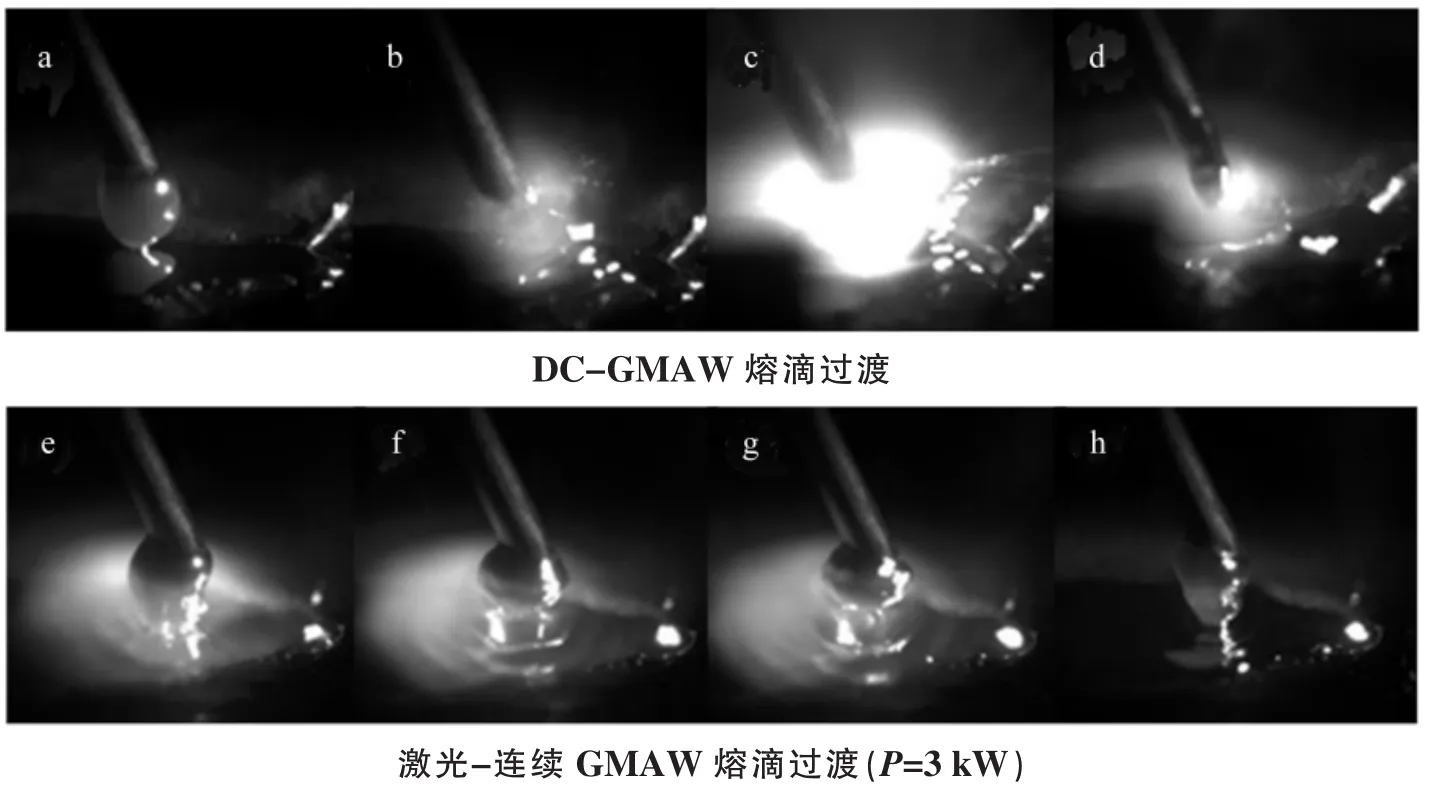
圖6 連續GMAW焊接與激光-連續GMAW復合焊接熔滴過渡
在送絲速度7m/min、焊接速度1.2m/min條件下,連續GMAW焊接、脈沖GMAW焊接、激光-連續GMAW和激光-脈沖GMAW(激光功率3 kW)焊接4種熱源焊接形成的焊縫截面尺寸如圖7所示。由于連續GMAW焊接過程中電弧對熔池的沖擊和攪拌作用較小,焊縫熔深淺、熔寬窄、余高大。而相同條件下脈沖GMAW焊縫的變化明顯,熔寬增加、余高減小,即脈沖電弧的作用有利于增加焊縫熔寬和熔深,減小余高。同時,激光作用對熔深影響最大,對熔寬和余高影響不顯著。
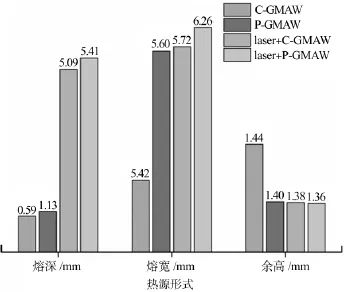
圖7 不同熱源形式下的焊縫尺寸對比
3 結論
通過試驗對比分析脈沖電弧焊接與激光-脈沖GMAW復合焊接、連續電弧焊接與激光-連續GMAW復合焊接過程中的電壓變化和熔滴過渡狀態,以及4種熱源形式下焊縫尺寸的變化規律。結果表明,脈沖電弧可促進熔滴過渡,有利于增加焊接的穩定性。在連續電弧焊接的短路過渡中,激光功率3 000W的復合焊接短路時電參數波動性較大。4種復合焊接熱源中,激光-脈沖GMAW復合焊接形成的焊縫熔深和熔寬大,余高小。
[1]左鐵釧,陳虹.21世紀的綠色制造——激光制造技術及應用[J].機械工程學報,2009,10(45):106-110.
[2]武傳松,秦國梁.輕金屬材料激光+GMAW復合熱源焊接機理的研究進展[J].焊接,2009(7):11-17.
[3]MoriakiONO,YukioSHINBO,AkihideYOSHITAKE,etal. Welding Properties of Thin Steel Sheets by Laser-Arc Hybrid Welding Laser Focused Arc Welding[J].International Society for Optics and Photonics,2003:369-374.
[4]EL Guen,R Fabbro,M Carin,et al.Analysis of hybrid Nd:Yag laser-MAG arc welding processes.Optics&Laser Technology,2011,43(7):1155-1166.
[5]張斌,張宏,劉雙宇.不同波長激光對激光—MAG電弧復合焊接熔滴行為的影響[J].機械工程師,2014(2):10-12.
[6]Gao M,Zeng X,Yan,J,et al.Microstructure characteristics of laser MIG hybrid welded mild steel.Applied Surface Science,2008,254(18):5715-5721.
[7]Campana G,Fortunato A,Ascari A,et al.The influence of arc transfer mode in hybrid laser-MIG welding.Journal of Materials Processing Technology,2007,191(1):111-113.
Effect of laser-GMAW compound welding arc heat source form on the welding process parameters and the weld shape
WANG Chuangang
(CSR SIFANG Co.,Ltd.,Qingdao 266111,China)
Laser-pulse GMAW and laser-continuous GMAW welding possessed good application prospect and wide use.The changes of electric parameters and the weld shape size in the process of these two kinds of heat source form and pulse GMAW welding and continuous GMAW welding were systematically researched.The results showed that the electricity parameter was smooth and the welding process was stable that could enhance the transition of droplets and ideal weld dimension with big penetration and low excess weld metal could be obtained in the laser-pulse GMAW welding.The electricity parameter increased in volatility when the welding process was in short circuit of the laser power was 3 000 W.
laser-GMAW welding;pulse arc;electricity parameter;weld dimension
TG444+.72
B
1001-2303(2017)08-0119-05
10.7512/j.issn.1001-2303.2017.08.24
2017-03-20
王傳剛(1963—),男,學士,主要從事材料應用方面的研究和技術工作。E-mail:wangchuangang@cqsf. com。
本文參考文獻引用格式:王傳剛.激光-GMAW復合焊接電弧熱源形式對焊接過程參數及焊縫形狀的影響[J].電焊機,2017,47(08):119-123.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
