基于人工蜂群算法的工藝規劃方法研究
2017-09-18 08:01:57王秀琳何霆初佃輝
智能計算機與應用 2017年4期
王秀琳 何霆 初佃輝
摘要: 為合理利用制造資源、縮短開發周期、降低生產成本、提高產品質量,本文針對離散制造行業的工藝規劃方法進行了研究。在考慮資源工藝能力、狀態以及工序優先關系對工藝方案可行性的約束的基礎上,建立了多目標非線性的零件工藝規劃模型,對零件工藝方案的質量、成本、工期、環境消耗等多個維度進行了優化,并利用改進的人工蜂群算法對模型進行了求解。最后通過一個代表性的實例證明了模型及算法的有效性。
關鍵詞: 工藝規劃; 多目標優化; 人工蜂群算法
中圖分類號:TP164
文獻標志碼:A
文章編號:2095-2163(2017)04-0092-04
0引言
計算機輔助工藝規劃(Computer-Aided Process Planning)作為在計算機輔助設計(Computing Aided Design, CAD)與計算機輔助制造(Computing Aided manufacturing, CAM)二者連接的關鍵環節,對離散制造企業產品生產的成本、質量、效率以及資源利用率等都有著重要影響[1]。在早期生產所應用的主要是一種基于實例歸納的工藝評估及優化方法,這種工藝優化方法的局限在于須事先設計出多個可行的工藝方案,自動化程度低,且不能充分考慮生產對象的工藝柔性[2-3]。
[JP2]近年來,國內外許多學者對工藝規劃問題展開了更為深入的系統研究,提出了自動化程度更高、優化效果更為明顯的工藝規劃模型。Mendes等人構造了一種針對零件工藝規劃的混合整數線性規劃模型,并在該工藝方案模型中引入了加工過程中刀具分配以及數控加工中心選擇等因素,再通過一個案例分析證明了模型的有效性,該模型的成功運用使得數控環境的加工任務更進一步地實現了與計算機輔助工藝規劃(CAPP)高端集成[4]。Etienne等人論證了基于形式化工藝知識的工藝方案自動生成策略。為避免生成過多不可行工藝方案,同時改進并解決工藝方案生成過程中的組合爆炸問題,該文獻貢獻定義了一種PAG(Process Ascending Generation,PAG)系統,為零件選擇成本最低的工藝方案[5]。Liu等人探討了基于STEP-NC的零件工藝規劃方法,與此同時則一并實現了可互操作的規劃和生產CAPP原型系統(PPS),提升了零件工藝方案的可行性,并且通過案例驗證了PAG系統的可行穩定性[6]。此外,還有Dae-Hyuk Chunga等人在2008年發表的文章中,基于STEP-NC,且以最小化零件加工時間和成本為優化目標,最終規劃設計了針對復雜零件的非線性工藝規劃模型[1]。[JP]
部分學者認為,在實時制造環境中車間生產具有動態性的特點,而工藝設計階段已為產品或零件指定的工藝方案與作業計劃表無法達到匹配呼應,如此即會導致工藝設計階段的工藝方案多會陷入不可行或不利于資源負載等困境。因此,工藝規劃與車間任務調度的集成問題也隨之成為頗具實效的研究課題[7]。基于此,Manupati等人在2010年針對IPPS問題開啟了相關研究,建立了求解多任務環境下的非線性多目標工藝規劃問題的數學模型。在工藝規劃層為零件選擇加工時間最小的工藝方案,在作業調度層,同時考慮完工時間、資源負載、拖期時間等優化目標。該文獻的局限在于各零件的可選擇的工藝方案均為事先給定的,而并未將零件加工過程中的工藝柔性引入考量范疇[8]。Etienn等將模擬退火算法應用于多目標工藝規劃與車間調度集成問題的求解中,并對其增加了一定的改進處理,提出了多目標混合模擬退火算法(Hybrid Multi-objective Simulated Annealing,HMOSA)。在求解過程中,以最小化零件的加工時間和最小化最大拖期時間為優化目標,利用尋優過程建立解空間的非支配解,進而通過對非支配解集的暴力搜索的方式獲得該優化問題的最優解[5]。Abu等人利用遺傳算法求解多目標工藝規劃問題,并基于模型及問題特點對該算法提供了技術改進;求解過程中,該文獻提出了基于Pareto優化的分類方法,以此來確定各優化目標的權值,同時文獻中也是通過對非支配解集進行暴力搜索及模糊綜合評價等方式獲得最優解。但隨著問題復雜性的增加,建立非支配解集所需的時間及空間出現了指數級增長,使得該方法的可行性也隨即呈現出降低態勢[9]。
1零件工藝柔性信息描述
[HT5”SS][ST5”BZ][WT5”BZ]
在零件加工過程中,各工序之間的加工順序需遵循一定的工藝約束,如定位夾緊約束、基準約束、工藝結構約束、材料切除約束等。另一方面,由于工藝資源種類繁多,功能相近,且零件制造的加工方法具有非唯一性以及多種工藝設計原則的使用機制,同一制造特征通常可組織有多種加工方法。因此,零件加工的工藝信息具有柔性的特點[10]。為了描述零件工藝柔性,本文定義了工序多元組:
op=(id,name, fea,m,t,TAD,m_list,t_list,TAD_list,ev)
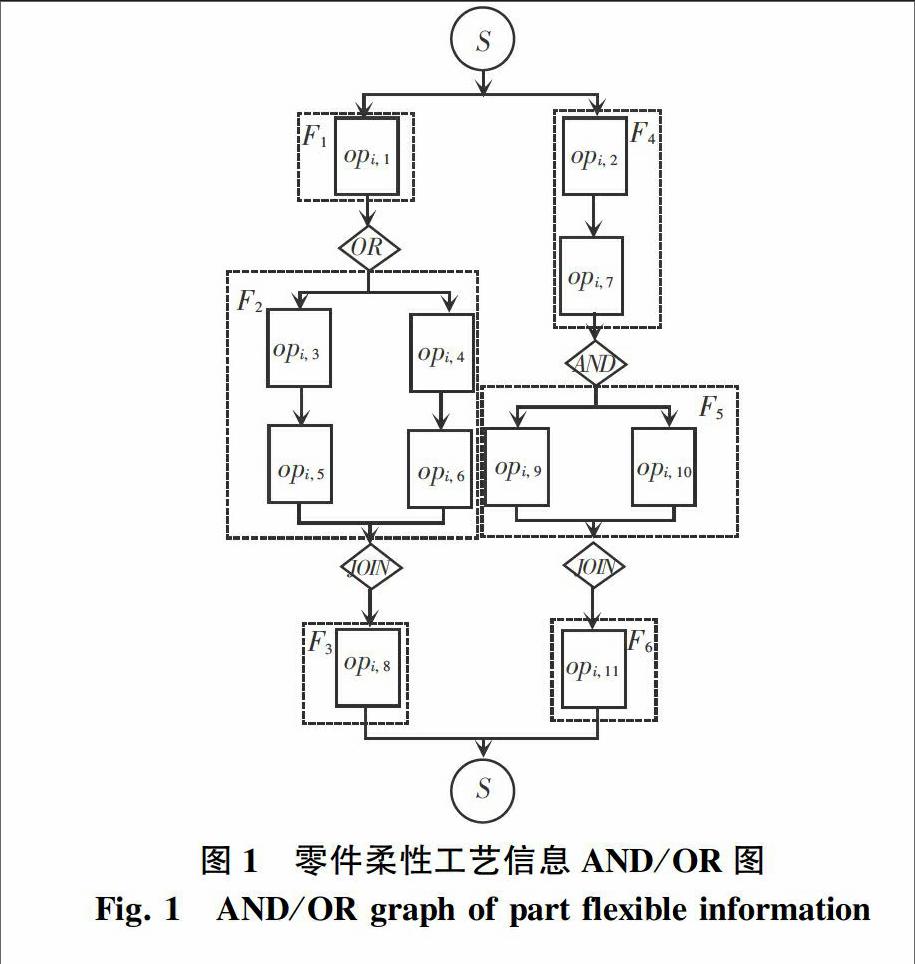
[JP3]該多元組各屬性分別描述工序的Id、名稱、所屬特征單元,所選擇的機床、刀具、TAD以及機床、刀具、TAD的可選資源集。另外,ev則為該工序的評價信息集。此外,本文利用AND/OR圖來表示零件的特征加工方法柔性及工序執行順序柔性信息[11],具體如圖1所示,這是一種各單項、非循環圖。該有向圖由3個要素構建生成:工序節點、虛擬節點以及有向邊。相應地,圖1中方框為工序節點;虛擬節點包括開始節點S和結束節點E、 AND節點、OR節點以及JOIN結點。有向邊表示各工序間的優先關系。進一步地,OR節點用于表示各制造特征的加工方法柔性信息,也就是說此特征可以由不同的工藝進行加工;[JP4] AND節點表示該特征的加工需執行多道工序,但各工序間不存在優先約束關系。
2工藝規劃模型的建立endprint
優化目標函數1為最大化零件工藝方案綜合評價值的加權和。給出如下數學描述:
F1=max(∑〖DD(〗4〖〗i=1〖DD)〗wiQos_comi)[JY](1)
優化目標函數2為最小化機床及刀具的更換次數,數學實現公式為:
F2=Min(∑〖DD(〗op_Num-1〖〗i=1〖DD)〗M_ei, i+1+∑〖DD(〗op_Num-1〖〗i=1〖DD)〗T_ei, i+1)[JY](2)
s.t.〖JB({〗∑〖DD(〗method_numi〖〗j=1〖DD)〗Xi, j=1;
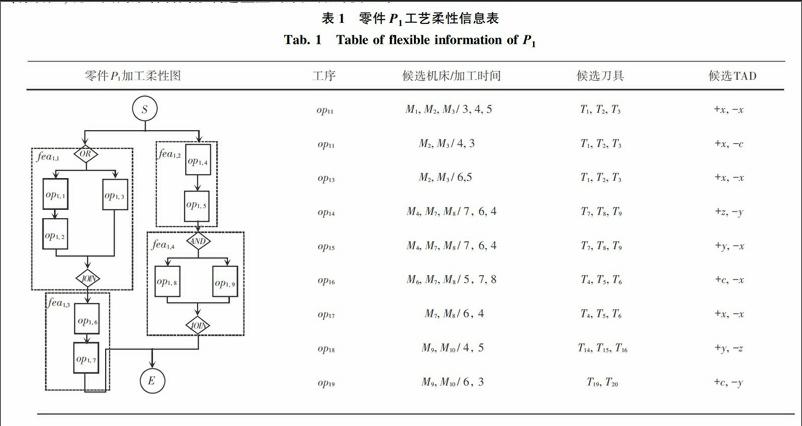
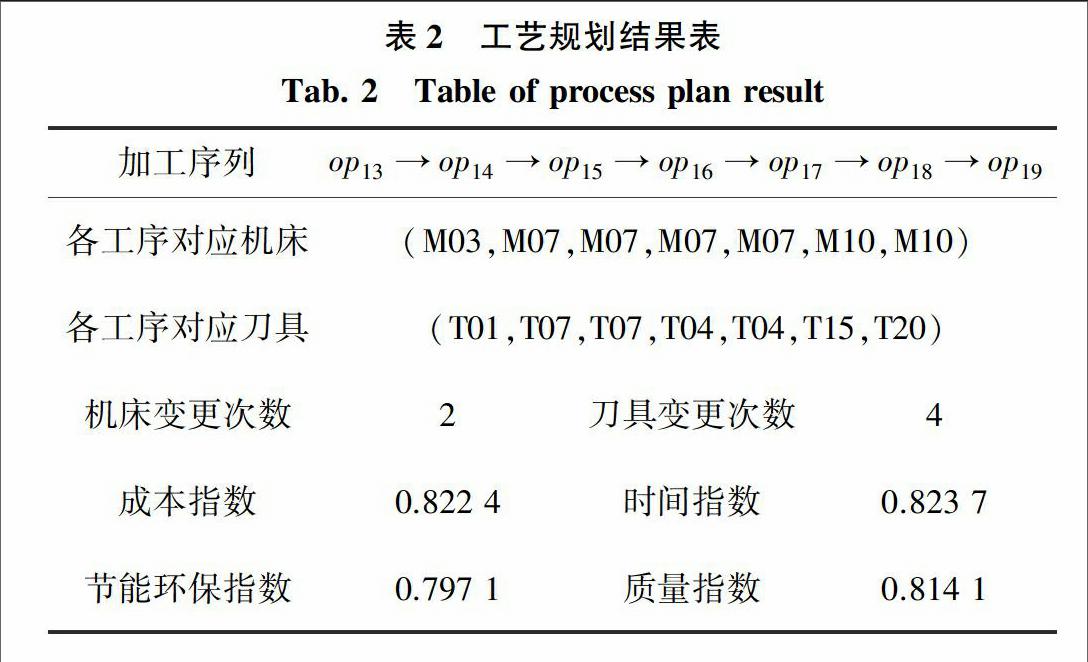
∑〖DD(〗op_Num-1〖〗i=1〖DD)〗Yi,i+1=0Qos_com.TIME Qos_com.COST [JP3]其中,wi為各評價指標的權重值;fea_num為零件的特征單元數;feai為零件的第i個特征單元;method_numi為特征單元feai的加工方法數;methodi, j為特征單元feai的第j種加工方法;op_numi, j為特征單元feai的第j種加工方法所包含的工序數;opi, j, k為特征單元feai的第j種加工方法的第k道工序;nm為可用于加工的機床數量;nt為可用于加工的刀具數量;Mi為第i臺機床,i=1,2,…,nm;Ti為第i個刀具,i=1,2,…,nt;Qos_thr為零件的綜合評價指標閾值,并且Qos_thr=(TIME,COST,QUA,SOC);op_Num表示零件工藝方案的總工序數,而且op_Num=∑〖DD(;〗fea_num〖〗i=1〖DD)〗∑〖DD(;〗method_numi〖〗j=1〖DD)〗op_numi, jXi, j;PP則為零件的工藝方案,且PP=(op1,op2,…,opop_Nun);此外,另有:[JP] Xi, j=[JB({]1特征單元feai選擇methodi, j作為加工方法 0特征單元feai未選擇methodi, j作為加工方法[JB)] M_ci, j, k, u=〖JB({〗1工序opi, j, k選擇機床Mu進行加工 0工序opi, j, k未選擇機床Mu進行加工〖JB)〗 [JY]〖HL(1〗(Mu〖HL)〗∈opi, j, k.m_list) T_ci, j, k, u=〖JB({〗1工序opi, j, k選擇刀具Tu進行加工 0工序opi, j, k未選擇刀具Tu進行加工〖JB)〗 [JY]〖HL(1〗(Tu〖HL)〗∈opi, j, k.t_list) Yi, i+1=〖JB({〗1PP[i]優先于PP[i+1]可行 0PP[i]優先于PP[i+1]不可行〖JB)〗 [JY](i=1,2,…,op_Num-1); M_ei, i+1=〖JB({〗1PP[i].m!=PP[i+1].m 0PP[i].m=PP[i+1].m〖JB)〗 [JY](i=1, 2, …, op_Num-1) T_ei, i+1=〖JB({〗0PP[i].t=PP[i+1].t & M_ei,i+1=0 1PP[i].t!=PP[i+1].t||M_ei, i+1=1〖JB)〗 [JY](i=1, 2, …, op_Num-1) 在所求解問題的解空間中搜尋優化解時,需要根據優化目標來判斷解的質量。因此優化目標是求解過程時的唯一判別依據,對于相同的解,目標不同,其質量也將有所不同。 3案例分析 為驗證本次研究中提出的多目標工藝規劃模型的正確性、有效性,現以國內某著名離散制造企業的某產品的核心零件為例,對其進行了多目標工藝規劃,該零件的工藝柔性信息則如表1所示。本文采用人工蜂群算法對上述多目標工藝規劃模型進行求解[12],可得規劃結果如表2所示。結果表明,該改進的工藝方案在工藝成本、質量、效率及環境消耗等維度上均已得到了一定量的優化,而且同時也顯著減少了工藝方案中機床及刀具的變更次數。 4結束語 本文中,首先建立了針對復雜零件工藝方案的層次化評價指標體系,除考慮零件加工的質量、成本、加工效率外,基于企業社會責任感及綠色制造的環保倡導,將工藝方案的環境消耗作為其評價指標之一,以求對工藝方案進行更全面綜合的評價,而且更引入了工序過渡范圍內制造資源的變更對工藝方案的影響。針對工藝約束問題,本文建立了有向弱連通圖表達工序之間的順序約束關系,將工藝規劃問題轉變為圖的最優哈密頓回路搜索問題,并建立了多目標工藝規劃模型;最后采用改進的人工蜂群算法對模型進行了求解,在求解過程中,采用對象編碼的形式表示問題的解空間,基于工序優先關系有向弱連通圖對食物源種群進行優化,并最終利用一個復雜零件驗證了模型及算法的有效性。 參考文獻: [WTBZ][ST6BZ][HT6SS][1] [ZK(#〗 [JP5]CHUNGA D H. ISO 14649based nonlinear process planning[JP] implementation for complex machining[J]. ComputerAided Design, 2008 (40): 521-536. [2] PANDE S S. PCCAPPA Computer assisted process planning system for prismatic components[J]. Computer Aided Engineering Journal, 1989 (13):133-138.
[3] WANG Chenghua. Design and manufacturing of sheetmetal parts: Using features to aid process planning and resolve manufacturability problems[J]. Robotics and ComputerIntegrated Manufacturing, 1997, 13(3): 281-294.
[4] MENDES M. A mixedinteger linear programming model for part mix, tool allocation, and process plan selection in CNC machining centres[J]. International Journal of Machine Tools and Manufacture, 2003, 43(11): 1179-1184.
[5] ETIENNE A, DANTAN J Y, SIADAT A, et al. An improved approach for automatic process plan generation of complex borings[J]. Computers in Industry, 2006, 5(7): 663-675.
[6] [JP3]LIU Riliang. Featurebased process planning for interoperable stepnc manufacture[J]. IFAC Proceedings Volumes, 2006, 39(3): 835-830.[JP]
[7] LIU Min, LI Bai, ZHANG Shensheng. Modeling integrated CAPP/PPS systems[J]. Modeling integrated CAPP/PPS systems, 2004, 46(2): 275-283.
[8] MANUPATI V K. Optimal process plan selection in networked based manufacturing using gametheoretic approach[J]. The International Journal of Advanced Manufacturing Technology, 2012, 50(18): 5239-5258.[ZK)]
[HT5”SS][ST5”BZ][WT5”BZ][JY](下轉第98頁)[FL)]
[9] AYOB A H, MORELL J A. The historical path of evaluation as reflected in the content of evaluation and program planning[J]. Evaluation and Program Planning, 2016 (58): 20-27.
[10]黃偉軍. 復雜零件工藝方案優化關鍵技術研究[D]. 武漢:華中科技大學, 2012: 43-49.
[11]張英杰. 制造工藝規劃與FMS[M]. 北京:科學出版社, 2014.
[12]DONG Xiaohong, HE Ting, ZHU Chunhui. Research on scheduling the containers between container storage station and container terminal[C]//2015 International Conference on Service Science (ICSS 2015). Weihai, China:IEEE, 2015: 32-36.endprint
