硼微合金化SS400B熱軋板卷卷取缺陷控制
2017-09-19 09:39:00魏明賀
四川冶金 2017年4期
魏明賀,柴 超
(1.吉林電子信息職業技術學院,吉林吉林 132021; 2.通化鋼鐵股份有限公司技術中心,吉林通化 134003)
硼微合金化SS400B熱軋板卷卷取缺陷控制
魏明賀1,柴 超2
(1.吉林電子信息職業技術學院,吉林吉林 132021; 2.通化鋼鐵股份有限公司技術中心,吉林通化 134003)
針對FTSR熱軋生產線所產生的硼微合金化SS400B的卷形質量問題,分析卷形缺陷產生的原因。通過對設備及工藝進行調整,總結出相應的解決措施,改善帶鋼卷形質量。
硼;微合金化;卷曲缺陷;控制
1 引言
隨著工業的發展,熱軋帶鋼作為直縫焊管、螺旋焊管、異形管材、鍍鋅鍍錫鋼板、冷軋深加工產品的主要原料,應用行業越來越多,對熱軋帶鋼的質量要求越來越高。通鋼在生產硼微合金化SS400B熱軋板卷過程中,卷形缺陷一直存在,不僅嚴重影響了熱軋帶卷的產量和成材率,還對裝車及外觀帶來影響。通過分析卷形缺陷產生的原因,結合現場工裝設備及生產工藝,優化了卷曲工藝。
2 SS400B板卷卷形缺陷種類
從板卷外觀上可對卷形缺陷分類為:頭部塔形、錯層、尾部塔形等。
2.1 帶鋼頭部塔形
頭部塔形是在卷取過程中對產生偏離進行強制糾正出現的現象。形成的原因是卷取開始帶鋼頭在進入卷取機偏離了卷取中心,被兩側導板強制糾正,鋼帶被迫回到中心線,這個過程中頭部會出現塔形,這種塔形在生產中我們叫頭部塔形,見圖1所示。這種塔形如果在帶頭控制檢測就及時發現,并能及時通過卷取導板控制,是可以避免的。但是如果控制檢測出現了誤差,那么就會出現頭部塔型[2]。

圖1 頭部塔形
2.2 錯層
錯層缺陷是指板帶在卷取過程中,層與層之間發生相對位置偏差,并逐漸累積,最后導致鋼卷側面不平,出現溝槽或突起口。分析其產生的原因主要為:側導板在安裝后沒有進行標定或標定過程中出現偏差,導致卷取時側導板位置控制發生偏差而未對中;機架與夾送輥之間的張力缺失或者變化過大,側導板磨損嚴重,壓力控制超出了設備范圍,這種情況產生的塔形我們稱之為錯層,這種錯層大多數情況會伴有松卷現象出現[4],見圖2所示。

圖2 錯層
2.3 尾部塔形
帶卷尾部塔形的產生是因為卷取中鋼帶跑偏,側導板同時強制糾正,帶鋼運行路線為弧形,在卷取過程中鋼帶也沒有回到中心線上,當帶鋼離開軋機,鋼帶尾部會失去張力,這時候側導板的糾偏作用就會隨之消失[5]。因此產生尾部塔型,見圖3所示。
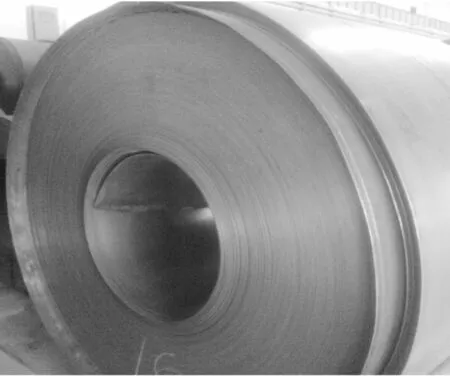
圖3 尾部塔形
3 卷形缺陷原因分析
3.1 設備原因
3.1.1 夾送輥上下輥之間不水平
夾送輥上下輥之間不水平分為兩種情況。第一,安裝新夾送輥時,由于上下輥之間軸線不平行,造成在卷鋼過程中容易形成塔形。第二,夾送輥在使用一定時間后,沿輥身長度方向出現磨損不均的情況,會造成上下輥面凸凹不平,在帶鋼卷取中容易形成塔形。
3.1.2 芯軸與助卷輥之間不水平
當帶鋼頭部進入卷取機時,頭部幾圈在助卷輥壓力下緊緊纏繞在芯軸上,如果助卷輥與芯軸之間不水平,帶鋼受到助卷輥壓力不一致,造成帶鋼頭部發生橫向移動形成塔形。
3.1.3 側導板控制檢測異常
側導板運行速度的快與慢都會影響帶鋼控制,側導板的控制檢測端出現誤差,就會容易出現塔型。特別是在軋制薄規格時,規格越薄速度越快,頭部越容易出現嚴重的塔型。
3.1.4 助卷輥壓力異常
助卷輥實際壓力是由助卷臂液壓缸活塞兩側的壓力傳感器測量的。當壓力傳感器反映遲鈍或者位置傳感器誤差大時,助卷輥壓力異常,在卸卷外抽時頭部松卷產生塔形[1]。
3.1.5 帶鋼頭部信號檢測不準確
當帶鋼頭部經過時,系統向側導板發出動作指令。如果信號檢測不準確,系統發出的指令相對滯后,現場側導板實際動作也相對滯后。這對于高速穿帶薄規格帶鋼來說,頭部一段距離側導板沒有起糾偏作用,容易出現頭部塔形。
3.1.6 卷取機芯軸漲縮精度低
卷取的芯軸使用的周期一般都比較長,所以會出現不同程度的磨損,由于磨損造成了芯軸精度降低,在卷取過程中,芯軸的漲縮精度也會降低,所以會在卸卷抽取芯軸時頭部松卷產生塔形。
3.2 工藝原因
3.2.1 原料板坯質量不高影響
由于板坯來料會有楔形、鐮刀彎和頭尾形狀不好等問題,給軋制過程帶來了難以控制的影響,容易形成塔形。
3.2.2 帶鋼偏離軋制中心線影響
由于末架精軋機兩側軋制力不均衡,壓下量隨之不同,而帶鋼厚度也不相同,造成跑偏嚴重,側導板強制糾正后帶鋼仍不能回到中心線,因此形成塔形。
3.2.3 張力波動影響
帶鋼離開最后一架軋機之前,張力是由芯軸與末架精軋機之間建立的,而帶鋼離開軋機后,芯軸與末架精軋機之間的張力也會隨之消失,這時張力是在芯軸與夾送輥之間建立的,這個過程中如果張力變化大,帶鋼就會在輥道上蛇形擺動,尾部就會出現塔形。
3.2.4 夾送輥壓力影響
夾送輥壓力值有一個壓力基準值由系統自動控制,當帶鋼頭部經過夾送輥時,在特定的時間內夾送輥壓力值未能達到設定壓力值,造成夾送輥不能很好地控制帶鋼頭部,形成頭部塔形;當夾送輥控制方式由位置控制轉為壓力控制時,如果夾送輥兩側壓力偏差超出允許范圍,帶鋼會向一側跑偏,造成尾部幾圈形成塔形[1]。
4 改善卷取缺陷的方案措施
(1)減少板坯鐮刀彎、控制板坯頭尾形狀,對連鑄結晶器下口進行精確測量、精確定位,加強對扇型段的維護,保證設備處于良好運行狀態,從而保證了板坯的平直度。調整擺剪間隙對控制板坯頭尾形狀也起到一定作用。
(2)加強對卷取設備的定期點檢和維護。如定期更換卷取側導板;定期更換卷取夾送輥和助卷輥;定期潤滑卷取設備及其附屬零備件。
(3)改進側導板的對中和導向作用。側導板要求其具備一定夾緊力、穩定性和快速性[3]。如果側導板開閉速度過快,帶鋼邊部很容易被夾住,生產穩定性不能得到保證;如果側導板開閉速度過慢,帶鋼頭部沒有被及時夾緊,頭部容易出現塔形。針對以上情況,可以通過修改側導板短行程時間來控制頭部塔形。
(4)優化帶鋼頭部跟蹤信號。建立帶鋼頭部位置與軋機速度之間的函數。當檢測到帶鋼頭部時,系統開始計算位于夾送輥前的帶鋼頭部位置值,向側導板發出動作指令。由于軋機速度受制于很多因素影響,帶鋼頭部位置計算會存在誤差,因此需要對參數進行不斷修改、摸索,使帶鋼頭部跟蹤信號檢測準確。
(5)優化夾送輥壓力控制過程。根據不同帶鋼產品,通過對比生產過程監控壓力值與系統設定壓力值,修改夾送輥設定壓力值,保證夾送輥有效地控制頭部塔形形成;可以通過調整夾送輥水平程度來消除系統不能控制兩側壓力而引起的偏差,從而有效地控制尾部塔形。
5 結語
通過加強現場工裝設備的檢修和維護、改善來料坯形以及調整卷取工藝參數等措施,卷形缺陷得到很大的改善。不僅提高了產品的質量,減少了因塔形缺陷而帶來不必要的損失,還大大增強了通鋼產品在市場的競爭力,為通鋼的生存發展提供了助力。
[1] 王銘哲,蔚永清.2250mm熱軋帶鋼塔形產生原因及控制措施[J].包鋼科技,2015,(06):60-61.
[2] 孫 平,毛新平,陳貴江,等.熱軋鋼帶卷取塔形控制方法的研究[J].南方金屬,2004,(05):25-28.
[3] 高 燕.唐鋼板卷卷形工藝優化及應用[C].唐山鋼鐵集團有限公司.2008年河北省軋鋼技術與學術年會論文集(上).唐山鋼鐵集團有限公司,2008:4.
[4] 陳小波.熱軋卷形原因分析及控制[J].江西冶金, 2014,(01):35-37.
[5] 安玉超,曾 琦,栗建輝,等.唐鋼熱軋板卷卷形缺陷的原因分析與改進[J].河北冶金,2015,(07):62-65,71.
Coiling Process Optimization of Boron-microalloyed SS400B Hot-rolled Coil
WEI Minghe1,CHAI Chao2
(1.Jilin Technology College of Electronic Information,Jilin 132021,Jilin,China;
2.Technological Center of TISCO,Tonghua 134003,Jilin,China)
For the roll quality problems produced by FTSR production line,we analyzed the cause of roll-shaped defects.Through the adjustment of the equipment and technology,we summarized the corresponding measures to improve the quality of strip-shaped roll.
boron,microalloyed,crimp defect,control
TG335.5
B
1001-5108(2017)04-0053-03
魏明賀,副教授,主要從事金屬壓力加工方面的教學和科研工作。