
大型扇形定子片沖模加工變形和開裂分析與對策
2017-09-23 02:46:48巫志華
裝備制造技術 2017年7期
巫志華
大型扇形定子片沖模加工變形和開裂分析與對策
巫志華
(廣西機電技師學院,廣西柳州545005)
通過大型扇形定子片沖模加工時,出現的變形和開裂現象的案例,進行技術分析,結合實地生產設備條件,采取了相應對策,優化改進加工工藝,取得了良好的實踐效果,模具加工精度得到了保證,同時縮短了模具加工和裝配周期,希望對類似模具加工有一定工藝指導作用。
扇形定子片;凸模拼塊;凹模拼塊;變形;開裂;熱處理;線切割
一臺外徑為¢6 300 mm的2 000 kW水輪發電機組定子鐵芯,是由大約16萬片、0.5 mm厚度、材料為硅鋼片的定子扇形沖片繞轉子中心螺旋疊裝而成,如圖1所示。沖片落料沖模結構經過優化后,為了方便加工和裝配,單齒鑲拼結構改為多齒組合鑲拼結構,如圖2所示為凸模組合拼塊,這樣拼塊的齒數多、型齒細長,制造精度高、公差小,但加工工藝過程如果控制不理想,會造成加工的凸模和凹模變形和開裂,使得模具成本增加和延誤制造周期。通過本文的論述能給讀者在模具設計和制造中,作為參考,有效地解決模具出現變形與開裂這一難題。

圖1 水輪發電機組定子鐵芯結構圖

圖2 凸模組合拼塊
1 凸模和凹模加工出現變形和開裂
扇形沖片落料沖模的凸模組合拼塊和凹模組合拼塊,如圖3和4所示,材料采用CrWMn,厚度為45 mm,其制造工藝流程:鍛造→球化退火→銑→磨→鉗→淬火與回火→線切割。在圖3和圖4中凹模組合拼塊⑥、⑦、⑧、⑨、⑩和凸模組合拼塊11、12、13、14、15加工過程最容易出現變形和開裂,變形處多為兩齒間中心夾角變大或變小,開裂處多在每個齒形的根部。

圖3 凹模組合拼塊
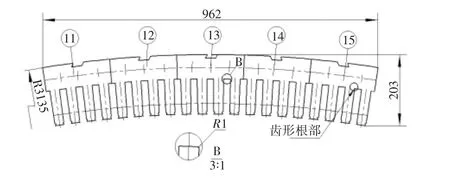
圖4 凸模組合拼塊
在加工過程中,對模具產生變形和開裂現象,和對模具加工工藝過程中材料問題、熱處理問題、結構設計問題、工藝安排問題及工藝加工等問題進行研究,總結了以下經驗。
1.1 與模具的結構有關
(1)單塊拼塊凸模和凹模的形狀齒窄長,經過淬火,加熱溫度高,組織比容變化大冷卻劇烈,造成熱內應力集中,挖掉的腔體較長,長寬比越大,其變形量越大。變形的規律是型腔中部癟入,凸模通常翹曲。
(2)熱處理工藝和模具材料選擇不合理,尖角和清角的淬火凹腔,常常在尖角和清角處,內應力較集中,極易產生裂紋,甚至易出現炸裂現象。
(3)深口齒槽零件,從外部切入,消除了局部的內應力,模具內部出現內應力不平衡,產生變形,變形的規律為口部內收,變形量的大小與槽口的深度及材料性質有關。
1.2 與熱加工工藝有關
(1)CrWMn材料毛坯鍛造時,在始鍛溫度和終鍛溫度過高或過低。
(2)鍛造加熱速度過快,一次加熱到鍛造加熱溫度為1 130~1 150℃.
(3)淬火加熱溫度偏高,避免成氧化和脫碳現象,奧氏體晶粒粗大,材料強韌性降低,脆性增加。
由表2可知,當支架工作阻力為p時,工作面頂板下沉量Δh2=600 mm,控頂效果為“差”;當支架工作阻力為p、p1時,工作面頂板下沉量分別為Δh1=365 mm和Δh3=456 mm,控頂效果為“中”,當支架工作阻力為p2時,工作面頂板下沉量為Δh4=294 mm,控頂效果為“好”。比較控頂效果,支架工作阻力為額定工作阻力p、來壓支架均值上阻力p2時,頂板下沉量分別為365、294 mm,區別不大。
(4)模具零件淬火后,未按時回火和回火不完全[1]。1.3與加工工藝有關[2]
(1)模具零件熱處理后,磨削工藝掌控不嚴格,砂輪粒度和進刀量選擇不合理,工件冷卻不及時,造成表面有燒傷及微裂紋等現象。
(2)齒形較長的凹槽,沒有挖空掉中間大面積余量,淬火后,采用線切割一次精加工,去掉凹腔較大的余量,齒形間夾角將產生一定的變形。
(3)經過淬火CrWMn材料零件,在線切割加工時,從坯料外切入的,零件內應力平衡遭到破壞,容易產生變形,甚至產生裂紋和開裂。
(4)線切割編程軌跡的進刀位置和加工方向,以及加工電參數選擇不合理,易產生變形。
(5)工件的夾壓位置不對,壓緊力方式不可靠,均易產生變形。
2 防止變形和開裂的措施
根據模具加工出現變形和開裂的原因,為了避免零件報廢,防止變形和開裂。可對癥下藥,具體的措施從以下幾個方面入手。
在模具使用允許的情況下,拼塊齒形根部由原來的清角,改為倒R1圓角,防止內應力集中在清角處。
2.2 正確的熱處理工藝
(1)坯料應合理鍛造,遵守鐓粗、拔長、鍛壓比等鍛造守則,采用的始鍛溫度為1 100℃~1 150℃,終端溫度800℃~850℃.鍛后空冷至650℃再緩冷。
(2)采用合理熱處理工藝方法。雙質淬火,即鹽水—油或堿水—油雙介質淬火。
2.3 優化加工工藝
(1)為了方便線切割二次加工時,裝夾的夾持力穩定,工件坯料的外形尺寸,通常應取圖形邊緣到坯料邊距大于10 mm.
(2)熱處理后的磨削加工,砂輪采用鉻剛玉砂輪磨,46#粒度和5%~10%金屬切削液與水冷卻方式等工藝加工。
(3)在線切割第一次粗切割加工時,切除去齒形多余廢料,以緩解應力集中的現象,如下圖5凹模拼塊⑧和圖6凸模拼塊13.
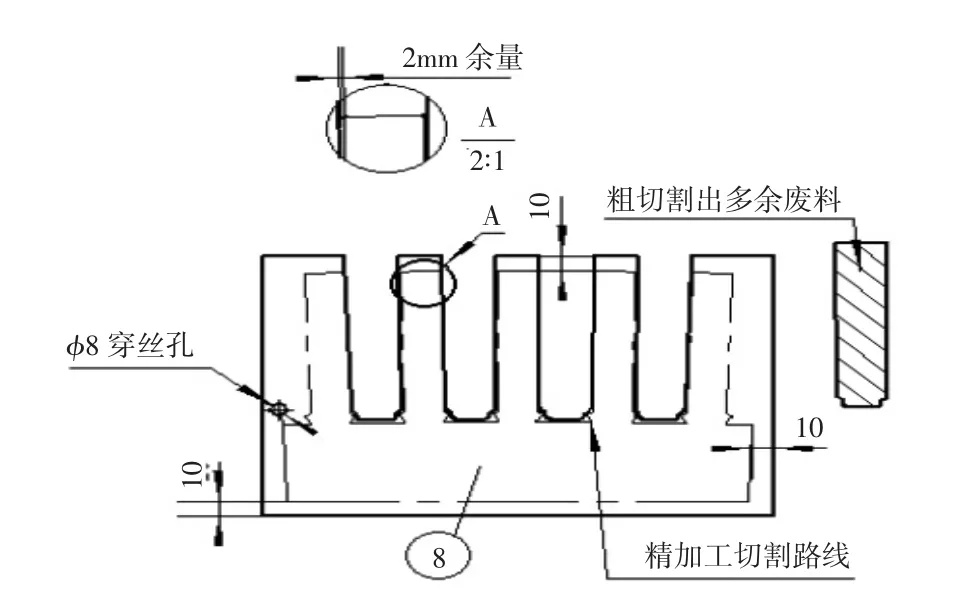
圖5 凹模整體拼塊

圖6 凸模整體拼塊
(4)優化線切割加工的工藝方案
第二次精切割加工,采用封閉式切割,起始點為上圖中的¢8穿絲孔,避免從材料外切入引起開裂變形,這樣可以使工件在切割時產生的內應力平衡且不被破壞,程序走向是先切割齒形再切割光滑大外徑,工件采用4個壓板分布在4個方角位置上均勻壓緊[3]。
3 結束語
經過對扇形定子沖片凸模和凹模組合拼塊在加工過程中,出現變形和開裂原因進行分析,找到合理的對策并運用。經過實踐,凸模、凹模組合拼塊容易加工,加工精度高,達到圖紙技術要求,模具使用過程中性能穩定。模具在交付使用效果較好后,達到了預期效果。
[1]黃毅宏.模具制造工藝[M].北京:機械工業出版社,1996.
[2]趙孔祥.模具材料與熱處理中國勞動社會保障出版社[M]. 2016.
[3]周明貴,辛曉峰.模具淺切割加工變形和開裂[J].模具工業,2007,33(4):70-72.
Big Fan Stator Die Machining Deformation and Cracking Analysis and Countermeasures
WU Zhi-hua
(Guangxi Institute of Mechanical and Electrical Technician,Liuzhou Guangxi 545005,China)
Through a large fan stator die processing,deformation and cracking phenomenon of the case,technical analysis,combined with field production equipment,adopt corresponding countermeasures,improved processing technology,and achieved good results in practice,to ensure the accuracy of the mold processing,at the same time to reduce the mold processing and assembly cycle.I hope to have some guidance for similar mold processing technology.
fan stator slices;punch block;die block;deformation;cracking;heat treatment;wire cutting
TG385.2
A
1672-545X(2017)07-0097-03
2017-04-15
巫志華(1978-),男,廣西南寧人,本科,教師,研究方向:模具設計及模具制造。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
