Q235鋼表面TIG堆焊308L不銹鋼的組織和性能研究
2017-09-26 00:54:09,,,,
石油化工腐蝕與防護 2017年4期
, , , ,
(1.蘭州蘭石集團蘭駝農業裝備有限公司,甘肅 蘭州 730314;2.蘭州市蘭石能源裝備工程研究院,甘肅 蘭州 730314)
Q235鋼表面TIG堆焊308L不銹鋼的組織和性能研究
張金彪1,潘強2,楊華2,彭正昶2,陸祥輝2
(1.蘭州蘭石集團蘭駝農業裝備有限公司,甘肅 蘭州 730314;2.蘭州市蘭石能源裝備工程研究院,甘肅 蘭州 730314)
為了提高Q235鋼表面的耐腐蝕性和硬度等性能,使用TIG(非熔化極惰性氣體保護焊)堆焊技術在Q235B鋼表面堆焊不銹鋼。進行了30組試驗,選取其中堆焊效果好的4個試樣,分析了堆焊層組織的宏觀和微觀形貌,比較了堆焊層的硬度。結果表明:Q235B鋼板堆焊不銹鋼進行表面改性后,鋼板的表面硬度有明顯提高,表面堆焊層的耐腐蝕性能比Q235B鋼母材的耐腐蝕性能顯著提高。
Q235鋼堆焊不銹鋼組織性能
石油化工工業的許多設備及其關鍵零部件通常在高溫、高壓和腐蝕性介質中服役,經常選用不銹鋼作為制造這類設備及零部件的材料。但不銹鋼材料價格昂貴,為了降低成本,在實際生產中常常采用碳素鋼作為基體,在其表面堆焊不銹鋼材料,以此來滿足設備力學性能和耐腐蝕性能要求[1-3]。然而,在以碳素鋼為基體堆焊不銹鋼過程中,其熔合線附近會發生C和Cr 等元素擴散和遷移,形成脆性相析出層,影響堆焊質量。為了使堆焊層獲得理想的性能,就要保證其具有合適的合金含量,即控制焊縫合金元素稀釋率。
堆焊是用焊接方式來增大或恢復焊件尺寸,或把耐磨、耐腐蝕等特殊性能的填充金屬熔覆在基體金屬表面而使焊件表面獲得特殊性能的一種工藝方法。各種熔化焊工藝,如焊條電弧焊、MIG (熔化極惰性氣體保護焊)、埋弧焊及等離子弧焊等焊接方法都可以用于堆焊,但考慮到成本、效率、堆焊變形及焊縫稀釋率等綜合因素,這些方法各有優缺點,在堆焊時應改進與優化[4-6]。
TIG(非熔化極惰性氣體保護焊)堆焊是在惰性氣體保護下,利用鎢電極與工件間產生的電弧熱熔化母材和填充焊絲的一種焊接方法[7]。采用防護效果優良但價格較為便宜的ER308L 奧氏體不銹鋼焊絲作為堆焊材料進行了堆焊試驗,并分析了堆焊層的組織和性能。
1 試驗材料及設備
該試驗母材采用4塊Q235B鋼板,鋼板厚度為3.60 mm,標準要求的化學成分及力學性能見表1和表2。焊接材料為308L型不銹鋼焊絲,焊絲直徑為1.00 mm,主要化學成分見表3。試驗用焊接設備是由TT2200型全數字直流TIG焊機、KD4010送絲機、工業控制機和XKA714B/1E 數控銑床等組裝成的堆焊成套系統。

表1 Q235B鋼化學成分 w,%

表2 Q235B鋼力學性能

表3 308L不銹鋼焊絲化學成分 w,%
2 單道單層堆焊試驗
堆焊試驗采用TIG方式,直流正接,焊縫長度70 mm。保持焊接電弧長約4.5 mm;送絲角度為20°~30°,焊絲末端距工件高度1 mm;鎢極直徑2.4 mm,尖端錐角約35°;保護氣體為體積分數99.9%的普通工業純氬,氣體流量為10~15 L/min。
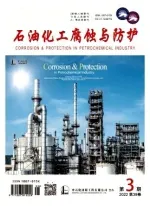
由相關試驗得知,TIG堆焊不銹鋼最合適電流為110~130 A,送絲速度為90~130 cm/min,焊接速度為100~140 mm/min,因此共設計了30組試驗,堆焊參數見表4。 堆焊前,用砂紙將待焊表面手工逐級磨光,去除試件表面的氧化層,然后用丙酮擦拭,用熱風吹干后進行堆焊試驗。試板堆焊形貌見圖1。

表4 不銹鋼單道單層堆焊參數
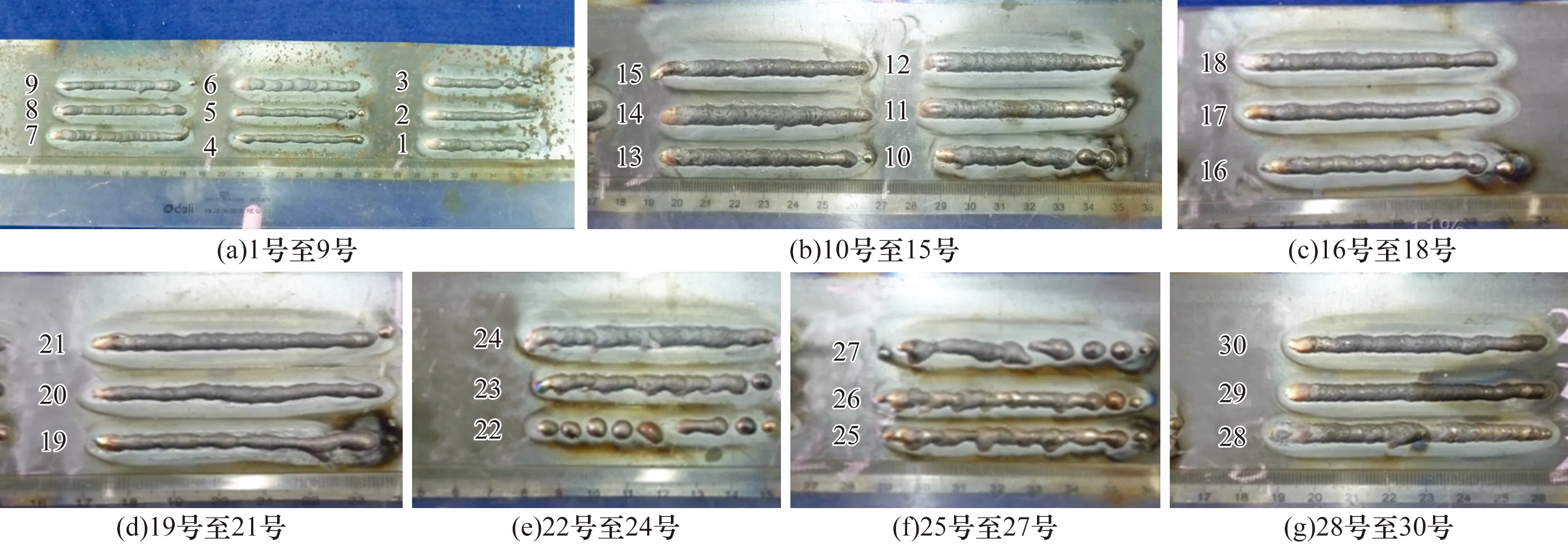
圖1 不銹鋼堆焊層形貌
從30組試樣中選擇2號、12號、15號和18號堆焊效果好的試樣分別標記進行后續試驗。
3 金相分析試驗
用2號、12號和18號堆焊試樣制作成金相試驗樣品,用XL30 ESEM-TMP型掃描電鏡觀察焊縫斷面形貌。圖2為堆焊試樣橫截面宏觀形貌。圖3為12號試樣的金相組織。圖4為不銹鋼堆焊層與母材結合區組織。
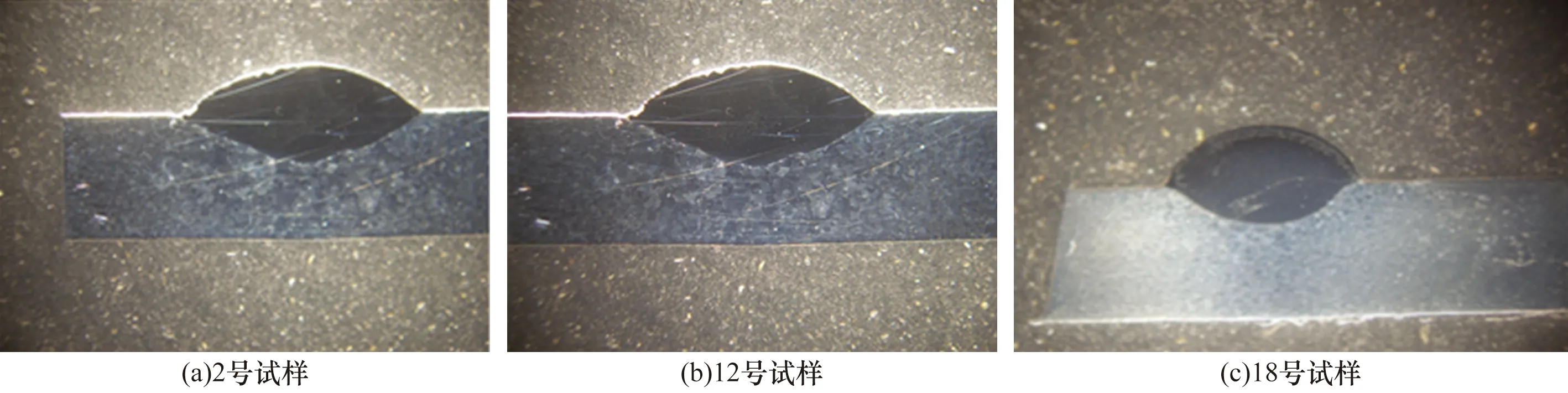
圖2 堆焊試樣橫截面宏觀形貌
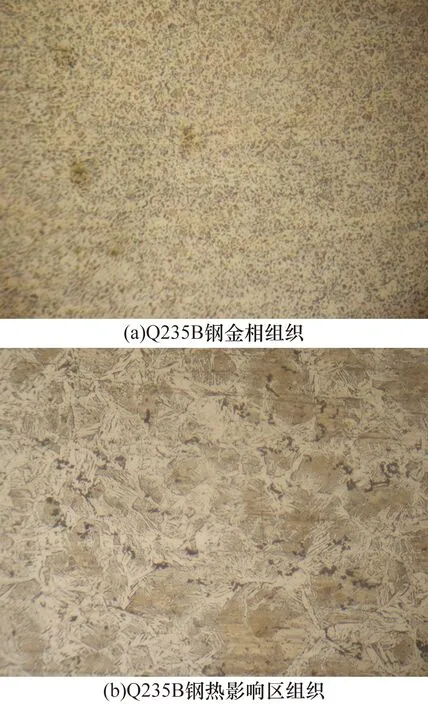
圖3 12號試樣金相組織
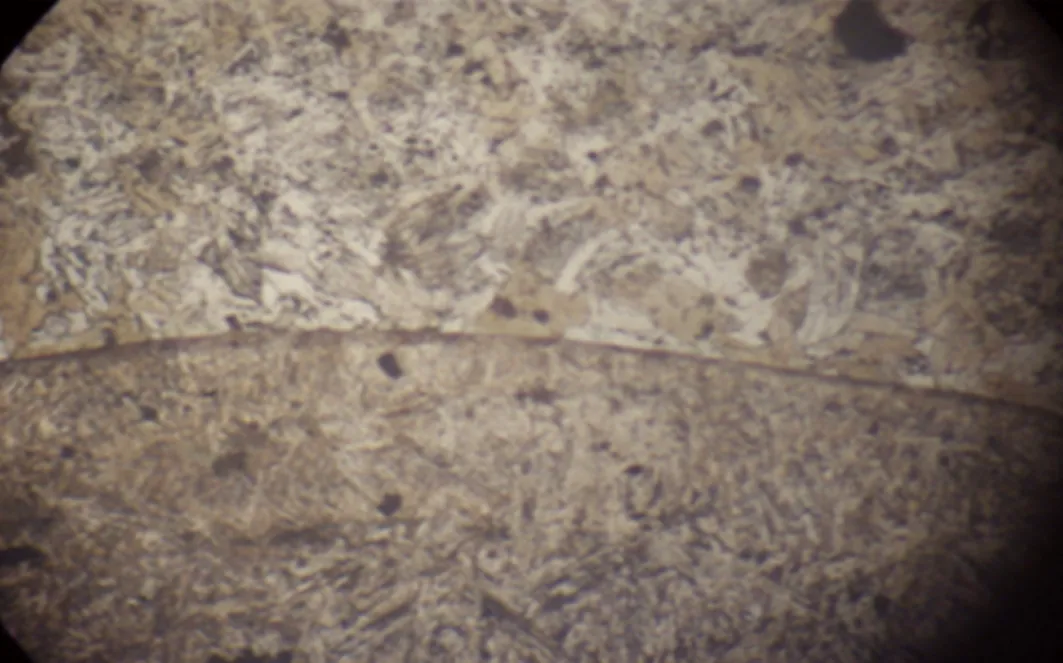
圖4 不銹鋼堆焊層與母材結合區組織
從圖2和圖3可以看出,母材的組織主要由鐵素體和珠光體組成。粒狀的珠光體彌散分布在比較粗大的鐵素體晶粒中間。而熱影響區組織經歷過回復(新的無畸變晶粒出現之前所產生的亞結構和性能變化階段)、再結晶(出現無畸變等軸新晶粒逐步取代變形晶粒的階段)和晶粒長大(再結晶結束之后晶粒繼續長大階段)過程[8-10]。經歷這個過程之后,得到尺寸較為穩定、無畸變的細等軸晶粒組織。
從圖4可以看出,靠近母材結合部分的組織有部分等軸晶,這是因為有Fe滲透進去,即堆焊過程中發生滲鐵現象[11]。在堆焊過程中,靠近母材的熔敷層中溶解了較多的Fe,Fe一方面作為形核質點,大大增加了液態金屬中的晶核,而另一方面,在凝固過程中Fe和其他雜質元素又阻礙了晶粒生長,從而使晶粒以等軸晶形式存在。而在遠離結合面的堆焊層中,滲透的Fe很少或根本沒有,所以其組織以樹枝晶形式存在[12-13]。
4 堆焊層硬度及耐蝕性
該試驗研究鋼板上堆焊不同材料后的硬度變化。用HVS-1000型顯微硬度計測試顯微硬度,載荷100 g,加載時間15 s,每個試樣測3個值,如果數值離散太大則測5個值,最后求平均值。測量的試樣是堆焊不銹鋼試驗中15號堆焊試樣,與未堆焊的Q235B鋼板對照,測試結果見表5。

表5 鋼板和堆焊層表面硬度值 HRC
從表5可以看出,Q235B鋼板表面硬度值較低,而不銹鋼堆焊層表面硬度值比Q235B鋼板硬度值高得多,達到了該研究的預期目標。
用化學浸泡試驗來研究堆焊層耐腐蝕性能。將15號堆焊試樣切割成規則尺寸的腐蝕試樣,用樹脂鑲嵌,留出堆焊熔覆層和母材結合面并磨制拋光。同時,用未進行堆焊的Q235B鋼板制作腐蝕試樣作為對照。采用質量分數15%的FeCl3鹽酸溶液作為腐蝕液, 試驗條件為溫度25 ℃、 時間24 h,以試樣腐蝕形貌來評價其耐腐蝕性能。通過觀察發現,兩個試樣經過腐蝕試驗后,母材都發生了嚴重腐蝕,堆焊層未發現明顯腐蝕,這是因為不銹鋼含有可以形成保護膜的Cr和Ni元素,其耐腐蝕性能更好。結果表明,Q235鋼表面堆焊不銹鋼后其表面耐蝕性顯著提高。
5 結 論
(1)焊接電流、焊接速度和送絲速度影響表面堆焊層熔寬和余高;焊接電流是決定焊縫熔深的主要參數;焊接速度決定單位長度焊縫的熱輸入,焊絲送絲速度與焊絲直徑、焊接電流、焊接速度和接頭間隙等因素有關。
(2)在奧氏體不銹鋼焊接接頭中, 按照鐵素體形態變化定義特征區,較為合理的過渡區由未混合區、部分熔化區和固態相變區組成,與兩側的焊縫區和熱影響區之間均有明顯邊界。
(3)Q235B鋼板表面用不銹鋼堆焊進行表面改性后,鋼板的表面硬度有明顯提高。金相分析和腐蝕試驗結果表明, Q235B鋼表面堆焊不銹鋼后其表面耐蝕性顯著提高。
[1] 禹業曉,李玉龍,徐健寧,等.Q235鋼板表面TIG法熔覆銅接頭的組織和力學性能[J].航空材料學報,2014,34(1):62-68.
[2] 李玉龍,禹業曉.TIG堆焊技術研究進展[J].電焊機,2012,42(12):70-76.
[3] 禹業曉.低碳鋼堆焊表面改性工藝及其熱過程分析[D].南昌:南昌大學,2013.
[4] 劉陽,劉愛國.Q235鋼表面CMT堆焊310不銹鋼的組織與性能[J].焊接,2017(1):64-71.
[5] 吳志生,云暉,劉翠榮,等.Q235鋼表面堆焊不銹鋼的組織與性能[J].焊接技術, 2014(3):13-15.
[6] 白梅,劉斌,廖海紅,等.基于激光熔覆不銹鋼涂層技術的工藝及腐蝕性研究[J].熱加工工藝,2015(6):125-128.
[7] 牛艷,林振龍,林國基,等.Q235鋼在海洋鐵細菌作用下的腐蝕行為研究[J].海洋環境科學,2014,33(5):739-744.
[8] 徐仰濤,夏天東,趙文軍,等.TIG堆焊Co-9Al-7.5W合金堆焊層的顯微組織和耐磨性能[J].中國有色金屬學報,2013,23(4):1019-1026.
[9] 丁志敏,馮秋元,石子源,等.Q235鋼表面熔鹽電鍍鋁及其耐蝕性的研究[J].金屬熱處理,2004,29(7):41-43.
[10] 田野,賴于樹,崔俊,等.Q235焊接鋼板受剪聲發射時頻特性分析[J].聲學技術,2016,35(6).493-499.
[11] 張方銘,曾志翔,王剛,等.Q235鋼超疏水表面制備及耐蝕性能研究[J].中國腐蝕與防護學報,2016,36(6):617-623.
[12] 金鐸,王國斌,毛葉紅,等.Q235鋼在模擬淡水、海水、鹽水大氣環境中的腐蝕動力學研究[J].山東化工,2016,45(22):87-89.
[13] 羅鵬,王洪志,劉磊,等.Q235鋼在凍土區管線土壤腐蝕性研究[J].管道技術與設備,2015(6):37-39.
(編輯 王維宗)

層狀結構先進復合材料的清潔生產關鍵技術開發與示范取得重大進展
近日,由北京化工大學等單位承擔的863計劃“層狀結構先進復合材料的清潔生產關鍵技術開發與示范(2013AA032501)” 課題通過技術驗收。在863計劃新材料技術領域支持下,研制的系列新型材料在相關行業的數十家企業中得到了實際應用,顯示出了優異的性能,并形成了批量銷售。
層狀雙金屬氫氧化物(LDHs)是近年來迅速發展的一類新型金屬氫氧化物基層狀結構先進復合材料,通過對其主客體結構進行科學調控和插層組裝,可使材料的性能得到大幅度強化或產生新的功能,市場前景廣闊。
2013年起北京化工大學和北京泰克來爾科技有限公司在LDHs結構設計、復合插層關鍵制備技術、關鍵裝置等方面開展研究并實現了創新。制備的系列無鹵阻燃抑煙劑、PVC熱穩定劑和選擇性紅外吸收材料,應用于阻燃高分子材料、各種PVC制品和農膜中。該課題以我國優勢無機礦產資源水鎂石為原料,一步反應制備層狀雙金屬氫氧化物產品,無副產物生成,產品不需洗滌即可進行干燥,節約了能源,降低了用水量,實現了系列產品的大規模清潔生產。
通過課題實施,建成的千噸級示范裝置解決了異相成核大規模制備金屬氫氧化物基層狀結構先進復合材料的難題,同時對于其他以異相成核原理制備無機材料的產業化生產具有較強的通用性,拓展了裝置的應用領域,為相關領域新材料的清潔生產以及轉型升級做出了較大貢獻。
(葉春波 摘編)
StudyonMicrostructureandPerformanceofSurfacing308LStainlessSteelbyTIGMethodonQ235SteelSurface
ZhangJinbiao1,PanQiang2,YangHua2,PengZhengchang2,LuXianghui2
(1.LanzhouLSGroupLANTUOAgriculturalEquipmentCo.,Ltd.,Lanzhou730314,China;2.LanzhouLSEnergyEquipmentEngineeringInstituteCo.,Ltd.,Lanzhou730314,China)
In order to improve the properties of corrosion resistance and hardness of Q235 steel surface, TIG (Tungsten Inert Gas Welding) was used to surfacing stainless steel on Q235B steel surface. 30 sets of experiments were carried out, in which 4 specimens with good surfacing effect were selected for analyzing macro and micro morphology and comparing the hardness of surfacing layer. The results confirmed that surface hardness of Q235B steel was improved obviously and corrosion resistance of surfacing layer was higher than that of Q235B steel base metal.
Q235 steel, surfacing welding, stainless steel, microstructure property
2017-03-27;修改稿收到日期:2017-06-26。
張金彪(1984—),工程師,大學本科,主要從事焊接技術、車輛工程方面的研發設計工作。E-mail:1294930648@qq.com
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16