“鰲通”輪舵系海損修理工藝
2017-10-16 02:02:28陳金琨
中國修船 2017年5期
關鍵詞:測量
陳金琨
(交通部煙臺打撈局船舶修造中心,山東 煙臺 264000)
“鰲通”輪舵系海損修理工藝
陳金琨
(交通部煙臺打撈局船舶修造中心,山東 煙臺 264000)
文章分析了舵桿銷座由于海水嚴重腐蝕造成舵系失效的成因,提出采用舵桿銷座上鑲鋼套的修理工藝方案,解決了常規修理周期長、成本高的問題。并對工藝參數進行了設計,安裝恢復進行了檢測。在目前航運市場普遍低迷,船東經費緊張的情況下,采用該修理方案得到了良好的市場效益,對類似舵系海損船舶修理具有現實的指導意義。
舵銷座;舵桿;鑲鋼套;海損修理
Abstract:Analysis is focused on the rudder pin seat because of serious corrosion which causes rudder failure.The steel sleeve repair process on the rudder pin solves the unfavorable factors of conventional repair including long cycle and high cost.The process parameters were designed,and the installation and recovery were tested.Especially in the current downturn in the shipping market and the owners' lack of funds,the repair program achieved positive and good market efficiency,which is of practical significance to the similar ship repair with rudder.
Keywords:rudder pin;rudder;steel sleeve;average repair
2016年6月,由于長期舵效不好,2萬噸級散貨船“鰲通”輪進塢修理,進塢后發現其舵葉傾斜嚴重,隨時有脫落的危險。將舵葉拆卸落地后,發現其舵桿銷座及舵桿錐體部分被海水腐蝕嚴重,經測量舵桿銷座與舵桿錐體配合間隙最大處為3 mm,舵桿錐體部分鍵與鍵槽磨損嚴重,有咬邊現象,而且鍵在海水腐蝕作用下已明顯變小,起不到緊固連接作用,整個舵系已無法繼續使用。如圖1、圖2所示。

圖1 舵銷座海損情況

圖2 舵桿海損情況
1 失效原因分析
舵桿銷座與舵桿錐體部分銹蝕嚴重,產生該現象的原因有2方面:①密封問題。舵桿銷座與舵桿錐體大端密封損壞或者壓緊力不夠,導致密封不嚴造成海水進入,海水逐漸滲入錐面配合處,腐蝕嚴重致使結合力下降,舵葉及舵桿緊配失效,長期使用出現舵葉傾斜。②裝配問題。舵葉與舵桿安裝不牢靠,裝配時軸向力不夠。在轉舵過程中,舵葉與舵桿有輕微的偏轉,其扭轉力由鍵與鍵槽承擔,磨損逐步加劇,鍵與鍵槽產生咬邊,致使舵葉松脫。
經過對現場舵桿、舵葉、鎖緊螺母勘察情況,確認由于上次塢修中工人安裝疏忽,鎖緊螺母未加防松脫裝置,長期使用使螺母松脫,定位出現偏差,海水進入腐蝕錐體,使舵桿銷與銷座銹蝕磨損嚴重導致失效。
2 修理方案選擇
方案1:舵桿銷座換新。首先光車加工舵桿錐面,去除腐蝕部分鐵銹,根據舵桿錐體部分尺寸,加工制作舵桿銷座。然后,將損壞舵桿銷座割除,更換新舵桿銷座。此方案舵葉需要上胎架,新舵桿銷座與舵葉焊接時,定位精度要求非常高,保證舵桿銷座與舵銷座圓心的同軸度,和舵葉中心面基本重合。使舵銷座與舵銷同軸,對焊工及鉗工要求非常高,出現微小偏差都導致舵系無法裝復。
方案2:舵葉錐孔可采取鑲鋼套的方法恢復錐孔尺寸。制作舵葉胎架,將舵葉安放于胎架上,在原有舵銷座的基礎上鏜孔,鍛打一個鋼套,鑲入鏜孔位置,使其成為一個與舵桿銷緊配的新舵銷座。此方法舵葉與舵銷座定位方便,而且精度高,出現定位偏差幾率低,簡單實用。
經過對比,方案1施工難度較大,舵桿銷座是鑄件,定做周期長,耽誤船方用船。無論在時間還是費用方面對船方來講都是不小的負擔。方案2工期較短,費用低廉,加工制作方便,為修復最佳方案。
3 修理施工工藝
1)根據舵葉圖紙制作胎架,然后將舵葉放置于胎架上,并焊接固定。
2)將鏜床刀頭中心與舵葉上舵桿銷座中心拉線找中,選擇合適刀具進行鏜孔,鏜孔尺寸D410 mm,為了防止使用過程中鋼套的脫落,對舵桿銷座鏜階梯孔,將舵桿銷座銹蝕部分完全去除。
3)將舵桿放置于車床上,找中后,對錐體部分表面進行光車,沿錐度方向光車1 mm,去除表面銹蝕部分,然后上磨床對表面進行拋光處理,粗糙度達到Ra3.2。
4)舵桿上部舵承處磨損嚴重,使用不銹鋼焊條進行焊補長肉,車床光車,表面磨床拋光。
5)舵桿錐體下螺紋部分銹蝕無法使用,焊補長肉,再光車螺紋。
6)根據舵桿錐體部分錐度,用35#鋼鍛造一個外徑410 mm,內孔與舵桿錐體配合的鋼套,鋼套上下端面開設15 mm坡口,錐孔開平鍵鍵槽1個。
7)根據鋼套內平鍵槽尺寸,使用35#鋼鍛造平鍵1個,鍛造后調質處理,保證強度。
8)將鍛造后鋼套用干冰冷縮,表面收縮0.5 mm,過盈裝配到舵葉上,然后上下端面開坡口處進行焊接固定,為增加使用過程中的安全系數,在焊接完成的新舵銷座上安裝穩釘,防止長期使用鋼套脫落。
9)將加工好的舵桿和舵桿銷座,在胎架上進行現場拂配,要求接觸均勻,在25 mm×25 mm范圍內斑點不能少于4個,接觸面積必須達到80%以上。
10)使用35#鋼鍛造舵桿與舵葉連接鎖緊螺母1個。
11)上船安裝,試航。
4 修理前后數據測量
舵葉拆卸后對整個舵系進行拉線測量,檢驗舵系軸線是否因為舵葉部件損壞,長期使用造成舵系軸線不正。舵承內部與舵系中心距離,拉線測量結果顯示,經過數據測量軸線處于合理范圍內,未出現不正現象。
舵葉加工前后,對舵葉進行檢查,對整個舵葉軸線進行同軸度測量;測量點位置如圖3,測量數據如表1所示。

圖3 舵葉軸線同軸度測量點示意圖
通過數據對比發現,加工后的舵銷座同軸度較加工前的數據偏差減小很多,保證了精度,滿足安裝要求。
將加工完成的舵桿放置胎架上進行舵桿直線度檢測,測點位置如圖4所示。舵桿加工前后測量數據對比結果如表2所示。加工后的舵桿直線度要比加工前偏差減小,滿足安裝要求。
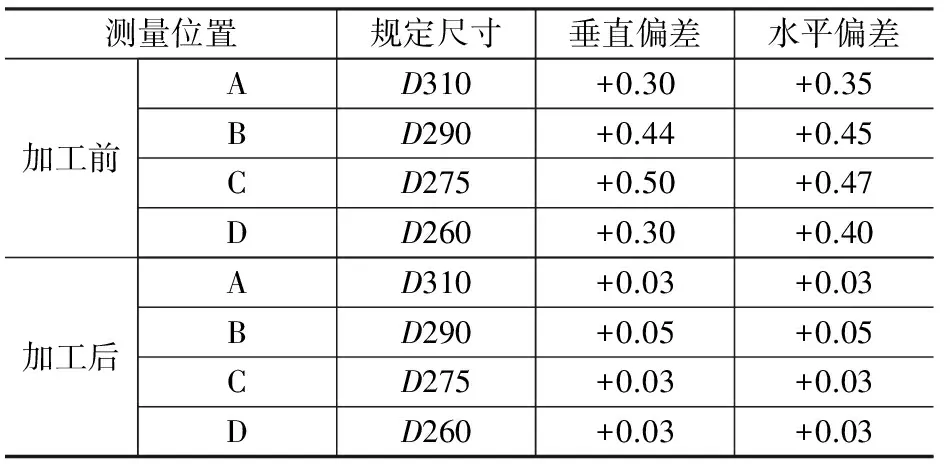
表1 舵葉加工前后同軸度測量結果對比 mm
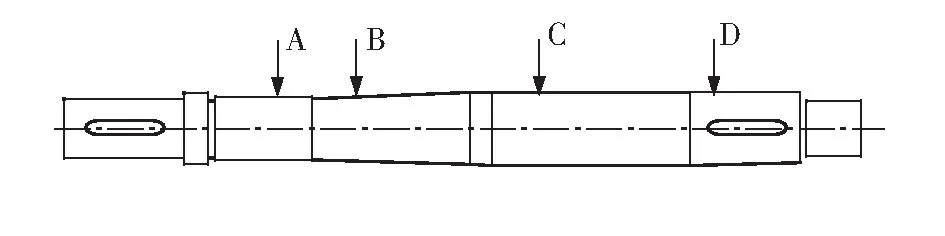
圖4 舵桿軸線測量位置示意圖
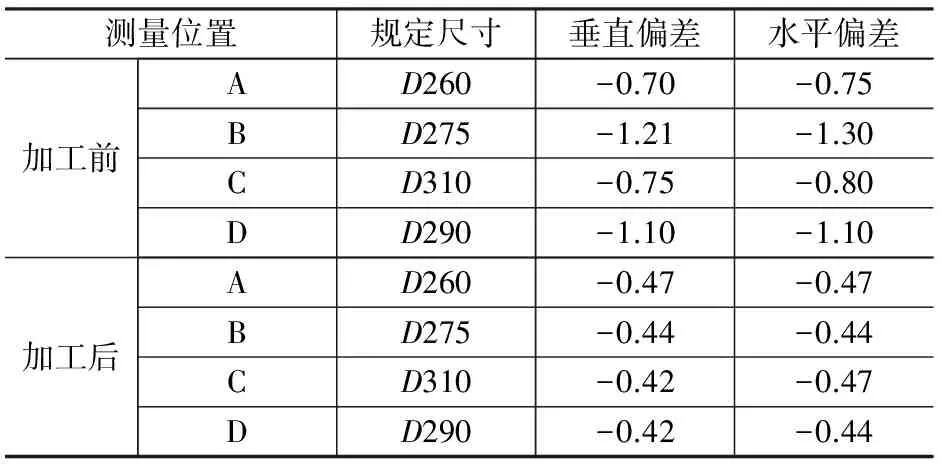
表2 舵桿加工前后軸線測量結果對比 mm
5 舵系恢復安裝試驗
將加工好的舵桿及舵葉運至塢邊,對外觀進行檢查,觀察運輸過程中是否出現損壞。加工后的舵銷座及舵桿如圖5,圖6所示。

圖5 加工后的舵銷座錐孔

圖6 加工后的舵桿及鎖緊螺母
將舵桿吊運上船安裝,更換舵承座及舵承,舵機恢復固定,液壓管路恢復連接。舵葉安裝,螺母鎖緊,安裝螺母鎖緊裝置完成。轉舵試驗,舵葉由左舵35 °轉至右舵35 °,所需時間28 s,滿足CCS要求[1]。舵系安裝過程中,使用塞尺對舵桿和舵承間隙再次進行測量,測量點如圖7所示,測量數據符合船舶舵系修理技術標準,如表3所示。
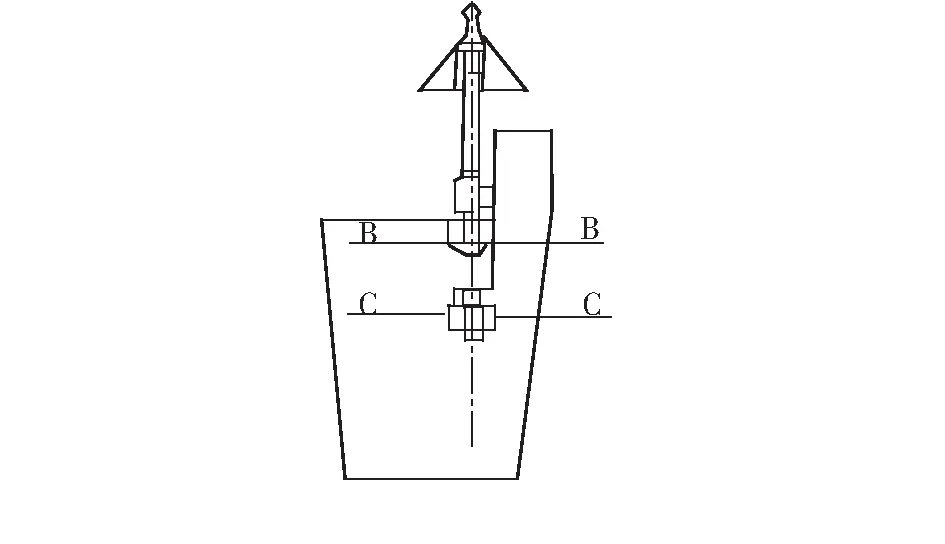
圖7 舵桿與舵承間隙測量
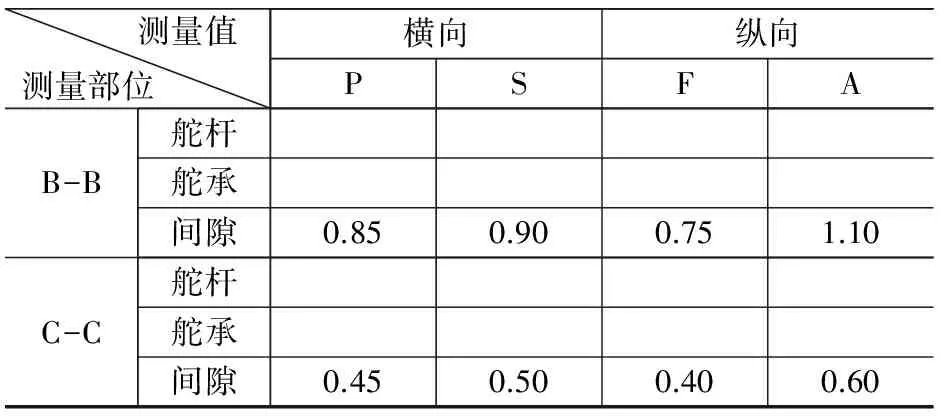
表3 舵桿與舵承間隙測量結果
6 結束語
該輪舵葉、舵桿尺寸較大,常規修理工藝復雜,工期長,成本高。我公司通過在舵葉上加裝鋼套的方法解決了由于舵桿銷座腐蝕無法使用的問題,既縮短了工期又節約了成本。通過船舶近半年的航行反饋,轉舵靈活,再未發生舵效不好的情況,得到了船方一致的肯定。
[1]中國船級社.鋼質海船入級規范[M].北京:人民交通出版社,2012.
陳金琨(1983-),男,山東煙臺人,工程師,工學碩士,主要從事船舶維修改造工作。
U672.2
10.13352/j.issn.1001-8328.2017.05.002
2017-05-03
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00