超聲波消應法在大型岔管施工中的應用
2017-10-18 06:06:04馬凌
東北水利水電
2017年10期
關鍵詞:焊縫
馬凌
(遼寧省水利廳信息中心,遼寧沈陽110003)
超聲波消應法在大型岔管施工中的應用
馬凌
(遼寧省水利廳信息中心,遼寧沈陽110003)
本文論述的大型引水工程中,岔管單重達222.72 t,直徑達到5.8 m,設計要求岔管焊縫消除應力大于95%,在施工中沒有采取傳統工藝,而采取了超聲波消應法,在消應后采取壓痕法檢測,最終達到設計指標。
大型岔管;焊縫消應;超聲波消應法;壓痕法
1 工程概況
某大型引水工程為一穿山工程,為DN3200PC?CP管與DN5800隧洞相結合工程,其中采用DN5800岔管連接,其斷面如圖1。DN5800岔管共計5個,5個岔管總重978.98 t,其中最重為222.72 t,直徑達5.8 m。5個岔管主管、支管、短管、彎管、直管部分相同,僅U梁及腰梁規格不同,設計要求岔管焊縫消除應力大于95%。
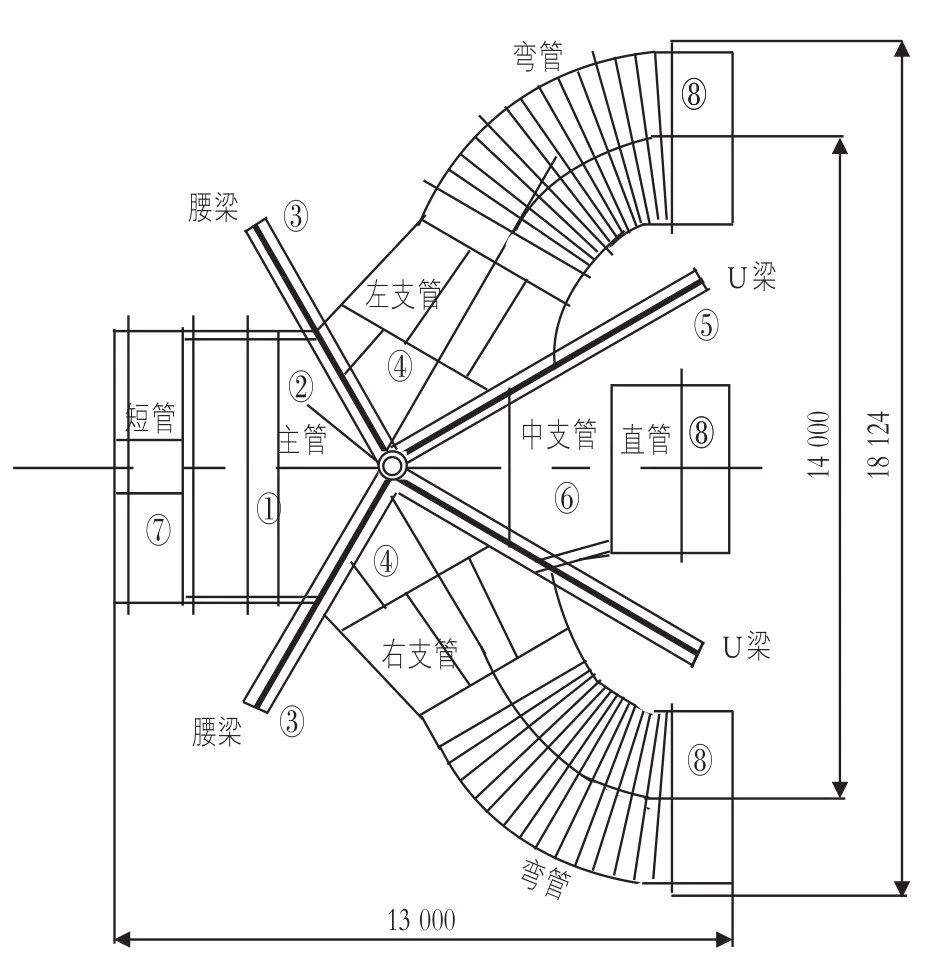
圖1 岔管整體示意圖
2 焊接方法及質量要求
1)焊接方法:采用手工電焊條電弧焊或CO2氣體保護焊進行焊接。
2)焊接質量要求:焊縫后熱消氫工作完成24 h后對焊縫進行外觀檢查和探傷檢測;岔管主管管壁的環縫、縱縫,加強構件的對接環縫,加強構件與管壁相接處的組合焊縫為一類焊縫;主管管壁縱縫環縫用100%超聲波對焊縫進行探傷和5%的射線復驗;腰梁、U梁、加強板的對接焊縫,腰梁、U梁、加強板與焊柱的對接焊縫,由于鋼板厚度大,無法使用射線探傷,采用雙面100%超聲波進行檢測和5%的磁粉復驗;焊縫經檢查發現外觀質量不符合要求時,需返工,修磨并按工藝進行局部補焊,補焊的焊縫應并與原焊縫保持平滑過渡。
3 岔管的超聲波消應法
岔管焊縫消應處理步驟為:焊前準備——組裝和定位焊——焊縫焊前預熱——焊后消氫熱處理以——焊縫超聲波時效儀進行時效處理。……
登錄APP查看全文
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
燕山大學學報(2014年2期)2014-03-11 15:28:16