磷銨干燥多變量自控系統技改
2017-11-01 06:12:43李榮
化工自動化及儀表 2017年9期
關鍵詞:系統
李 榮
(四川信息職業技術學院)
磷銨干燥多變量自控系統技改
李 榮
(四川信息職業技術學院)
針對磷銨滾筒式噴霧干燥工藝控制不穩定且產品質量經常出現不合格情況的問題,設計了多變量自控系統技改方案。改造后,生產過程實現了精確控制,生產過程的穩定性有所提高,大幅提高了磷銨產品的質量和產量。
多變量自控系統 噴霧干燥 磷銨 滾筒式
噴霧干燥是把含有固體成分的液體分散成小液滴,較溫和地除去液滴中水分的技術。磷銨滾筒式噴霧干燥工藝利用霧化器將一定濃度的液體分散成小液滴,與熱空氣相遇后由于熱交換溶劑迅速揮發水分而成為粉末或顆粒狀固體,從而達到干燥物料的目的。傳統的滾筒式噴霧干燥控制全部采用人工操作,存在系統運行不穩定、人力成本高且勞動強度大,不同班組生產操作差異大的現象。為保證產品質量(要求含水量小于5%),企業常常按產品含水量小于1%的指標控制生產,致使資源浪費大;當粉料水分有偏差時,人工調節波動大、調節時間長,粉料品質得不到保證。為此,筆者進行噴霧干燥多變量自控系統的技術改造。
1 磷銨滾筒式噴霧干燥系統
滾筒式噴霧干燥系統(圖1)由滾筒式噴霧干燥器、鏈條式燃煤熱風爐、噴漿控制和計量、旋風分離和尾氣水膜除塵以及控制系統組成。磷銨產品質量要求含水量小于5%,因而產品的水含量在4.5%左右是最佳狀態[1]。控制參數為尾氣溫度和尾氣負壓,只要這兩個參數穩定,磷銨產品的含水量就能基本保持穩定。
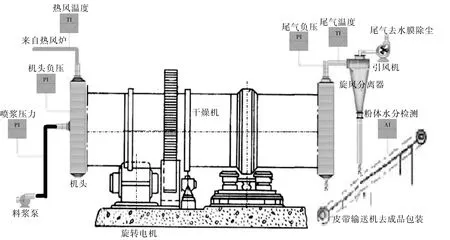
圖1 滾筒式噴霧干燥系統的組成結構示意圖
滾筒式噴霧干燥器。過程變量有熱風流量、溫度、濕度,磷銨料漿流量、密度、溫度。干燥器機頭負壓,控制目標是尾氣溫度、負壓;熱風3個參數、料漿3個參數和機頭負壓7個參數中的任何一個參數發生變化都會引起尾氣溫度和負壓變化,而且在系統穩定運行時,料漿3個參數中任意一個參數發生變化還會引起熱風3個參數變化。該過程是多變量且相互關聯耦合的,手動控制要達到最佳狀態幾乎不可能,因而必須采用多變量解耦控制[2]才能使生產過程穩定長周期運行。
鏈條式燃煤熱風爐(圖2)。過程參數有鏈條運行和停止時間比,鼓風機、引風機調節,爐膛負壓,爐膛溫度,控制目標是熱風溫度恒定;生成的熱風溫度隨鼓風機、引風機轉速、煤的質量(燃值)和鏈條運轉比的變化而變化;熱風流量隨鼓風機、引風機轉速的變化而變化;熱風濕度隨著煤濕度和空氣濕度的變化而變化,天晴和下雨都會影響裝置的運行。
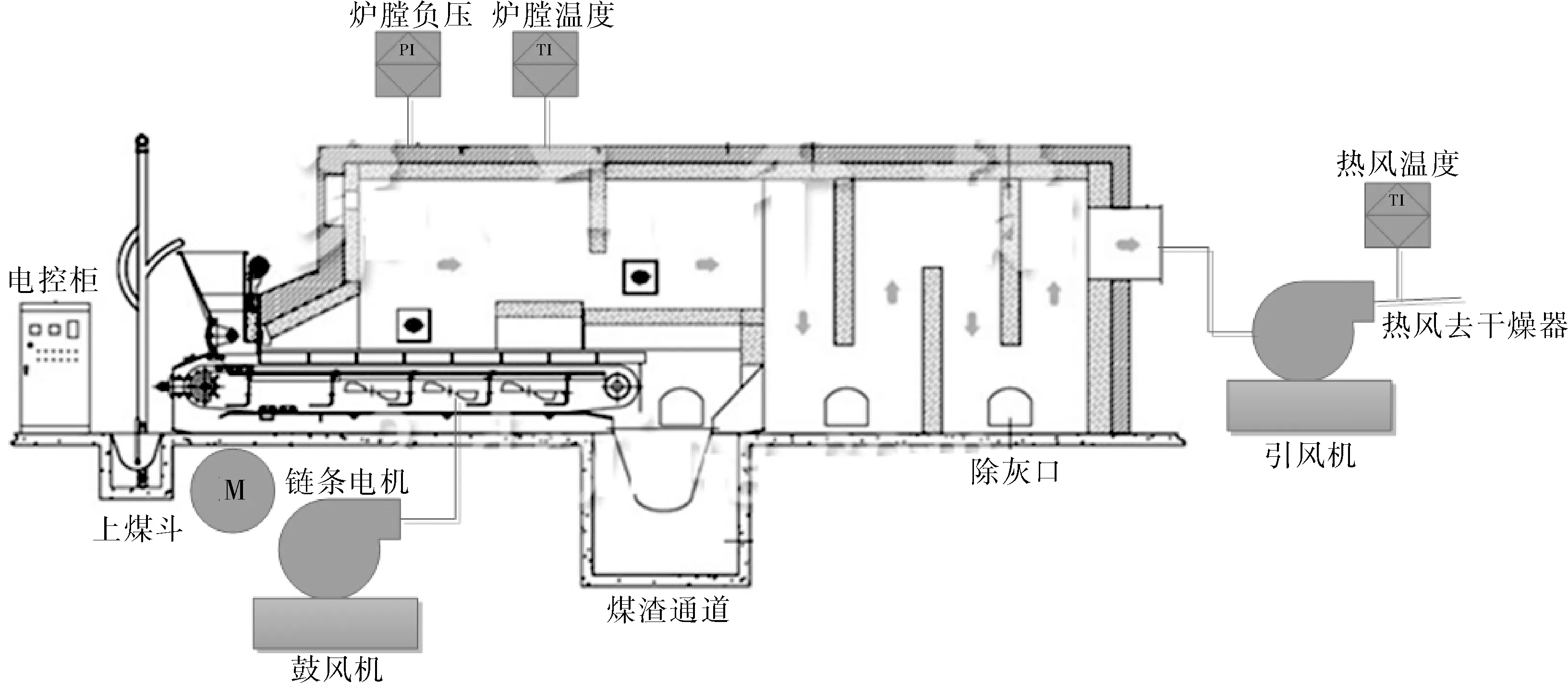
圖2 鏈條式燃煤熱風爐結構示意圖
噴漿系統。料漿溫度和密度隨上工段變化而變化,料漿流量變頻控制。
尾氣系統。控制目標是尾氣壓力和溫度。
2 多變量自控系統設計
滾筒式噴霧干燥多變量自控系統(圖3)由燃燒爐控制子系統、料漿控制子系統、熱風溫度控制子系統、負壓控制子系統、尾氣溫度控制子系統和微機控制平臺系統組成。
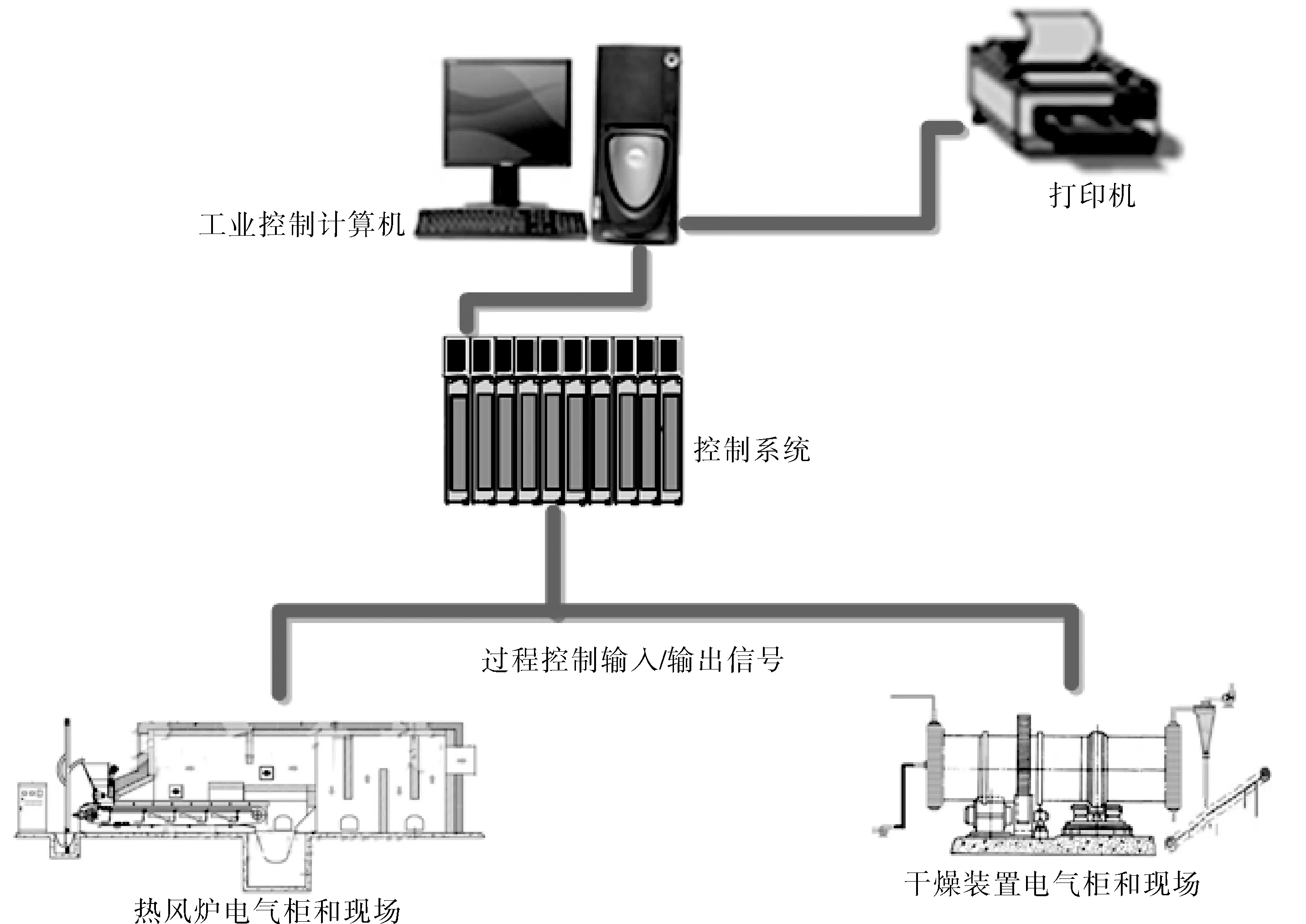
圖3 滾筒式噴霧干燥多變量自控系統組成
燃燒爐控制子系統。PIC-101通過引風機變頻調速閉環調節爐膛負壓穩定在-50Pa左右;TI-101檢測顯示爐膛溫度,TIC-102通過鼓風機變頻調速閉環調節去干燥設備熱風溫度穩定在390℃左右;鏈條運行停止時間比K根據熱風溫度TI-102和尾氣溫度TI-103進行調節,(ΔTE102×K1+ΔTE103×K2)/K=ΔK;計算周期以當改變K值時,熱風溫度發生顯著變化所需時間為最小時間,K1和K2的值根據實際運行工況設定。
料漿控制子系統。FIC-101通過料漿泵變頻調速閉環調節料漿流量,采用電磁流量計檢測流量;由于料漿濃度和溫度會受料漿工序的影響,使得干燥系統的進口熱風溫度、尾氣溫度等參數發生變化,在該控制系統中主要考慮進口熱風溫度和尾氣溫度變化確定流量調節回路FIC-101設定值的變化量ΔKFS101=(ΔTE102×KF1+ΔTE103×KF2)/FS101(FS101為料漿流量調節設定值);檢測料漿噴嘴壓力PIA-102,實現超壓報警,溫度由料漿工序檢測顯示,密度人工分析。
熱風溫度控制子系統。系統負責將干燥機進口熱風溫度TIC-102和尾氣溫度TIC-103協調控制在規定范圍內;系統根據熱風溫度和尾氣溫度智能判斷和計算燃煤鏈條運行停止時間比以及噴漿流量的調節量。
負壓控制子系統。PIC-101通過引風機變頻調速閉環調節爐膛負壓;PIC-104通過尾氣風機變頻調速閉環調節尾氣負壓,并根據機頭負壓PI-103的實際情況調整尾氣負壓設定值。
尾氣溫度控制子系統。尾氣溫度控制TIC-103確定產品質量,當超出規定范圍時,系統將智能改變FIC-101切換到手動狀態并報警,其他控制系統改變為非聯動解耦狀態,手動調節料漿流量;當尾氣恢復到正常范圍內時,料漿控制切換成自動狀態,投運聯動解耦。
微機控制系統由操作臺、工控機、打印機、控制站機柜、系統電源、系統CPU(帶以太網口)、系統底板、輸入輸出模塊及繼電器等組成。系統的檢測控制設備包括溫度檢測熱電偶和熱電阻、壓力變送器、電磁流量計及變頻器等。系統采用Windows軟件、人機界面系統軟件和應用軟件、下位機編程軟件和組態應用軟件。
微機控制系統的操作過程為:原熱風爐鼓風機、引風機和尾氣風機手動風門全開,風量由變頻器調節。開機順序:成品輸送機→干燥機轉動電機→尾氣風機→熱風爐引風機→熱風爐鼓風機→鏈條運行電機→熱風溫度達到要求時風機運行投自動→啟動料漿泵進料→手動調節料漿流量待尾氣溫度達到要求時流量調節投自動、投運聯動解耦程序。停機順序:解除聯動解耦程序→停料漿泵→停熱風爐鼓風機→停熱風爐引風機→停尾氣風機→停鏈條電機→停干燥機轉動電機→停成品輸送機。
微機控制系統的聯鎖保護控制:尾氣風機故障停機→聯鎖停止料漿泵、熱風爐鼓風機和引風機;熱風爐引風機故障停機→聯鎖停止料漿泵、熱風爐鼓風機;熱風爐鼓風機故障停機→聯鎖停止料漿泵。
微機控制系統的功能是實現數據采集和處理、動態工藝流程、報警與事件管理、分組控制畫面、控制參數設置畫面、趨勢曲線、歷史曲線、報表生成和打印以及操作權限管理等。
3 結束語
磷銨滾筒噴霧干燥多變量自控系統的技改方案,較好地解決了人工操作系統不穩定、能耗高、勞動強度大、產品質量不穩定的問題。方案用于四川高宇化工有限公司磷銨干燥系統改造取得了較好的效果,現場回饋系統工作穩定,風機和料漿泵電耗節約15%以上,產品的質量穩定,水分保證在4.5%左右,提高了生產過程的穩定性,單位時間內產量提高了10%以上。
[1] 郭輝,應建康,陳瑜,等.粉狀磷銨生產流程綜述[J].化肥工業,2002,29(2):12~14.
[2] 高肇凌,郭雪,張少雷,等.基于模糊PID控制的煤層氣智能排采系統應用[J].石油化工自動化,2016,52(1):46~49.
TH862;TQ573+.4
B
1000-3932(2017)09-0903-03
2017-03-07,
2017-05-25)
歡迎來稿歡迎訂閱歡迎刊登廣告
李榮(1965-),高級工程師,從事工業企業節能,電氣傳動控制、過程自動設計,自動控制的教學與研究,285911250@qq.com。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32