卷繞機(jī)控制系統(tǒng)與張力分析
2017-11-01 06:35:51廣東工業(yè)大學(xué)自動化學(xué)院陳柏良張文輝
電子世界
2017年19期
廣東工業(yè)大學(xué)自動化學(xué)院 陳柏良 李 軍 張文輝
卷繞機(jī)控制系統(tǒng)與張力分析
廣東工業(yè)大學(xué)自動化學(xué)院 陳柏良 李 軍 張文輝
為滿足某工出廠的具體要求,設(shè)計一套適用于該工廠的卷繞機(jī)控制系統(tǒng),且能對張力問題進(jìn)行分析與解決。本文通過介紹卷繞機(jī)控制系統(tǒng)、張力系統(tǒng)控制結(jié)構(gòu)、張力的產(chǎn)生及影響因素,最終設(shè)計出本套卷繞機(jī)控制系統(tǒng),并已滿足該工廠的需求。
卷繞機(jī);控制系統(tǒng);張力系統(tǒng)控制結(jié)構(gòu)
1.概述
鋰電池卷繞機(jī)多種多樣,從生產(chǎn)的鋰電池產(chǎn)品形狀來分有方形卷繞機(jī)和圓形卷繞機(jī);根據(jù)卷繞機(jī)的控制方式分為半自動卷繞機(jī)和全自動卷繞機(jī);其中半自動鋰電池卷繞機(jī)的主要工作任務(wù)是將制作好的極片與絕緣但可以讓鋰離子通過的隔膜按照一定的規(guī)則卷繞成特定的形狀(一般分為圓形、方形)的電芯。根據(jù)使用的卷針多少分為單卷針型卷繞機(jī)和多卷針型卷繞機(jī)。
2.卷繞機(jī)控制系統(tǒng)的設(shè)計
卷繞機(jī)控制系統(tǒng)由兩部分組成:主控制電路部分和輸入/輸出電路部分。主控制部分包括:電源電路,DSC(STM32F407)最小系統(tǒng)、ISP/實時監(jiān)控電路、J-LINK下載/監(jiān)控電路、使用SPI2的SD卡存儲電路,RS485-Modbus通信電路;輸入/輸出電路包括:編碼器輸入電路、通用輸入/輸出電路、拓展輸入/輸出電路、位置傳感器輸入電路、電機(jī)驅(qū)動電路,系統(tǒng)設(shè)計圖如圖1所示。
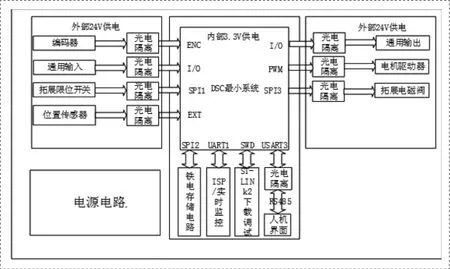
圖1 卷繞機(jī)控制系統(tǒng)
3.張力控制系統(tǒng)的結(jié)構(gòu)
工藝與控制的流程如圖2所示,包括放卷機(jī)構(gòu)、張力檢測、控制器、收卷機(jī)構(gòu)等組成。……
登錄APP查看全文
