齒輪鋼18Cr2Ni4WA磨削燒傷實驗及仿真預測研究
2017-11-09 09:22:30梁志強黃迪青周天豐李宏偉喬治王西彬劉心藜
兵工學報 2017年10期
梁志強, 黃迪青, 周天豐, 李宏偉,, 喬治, 王西彬, 劉心藜
(1.北京理工大學 先進加工技術國防重點學科實驗室, 北京 100081;2.北京北方車輛集團有限公司, 北京 100072)
齒輪鋼18Cr2Ni4WA磨削燒傷實驗及仿真預測研究
梁志強1, 黃迪青1, 周天豐1, 李宏偉1,2, 喬治1, 王西彬1, 劉心藜2
(1.北京理工大學 先進加工技術國防重點學科實驗室, 北京 100081;2.北京北方車輛集團有限公司, 北京 100072)
18Cr2Ni4WA鋼以其韌性好和強度高的特點,廣泛使用于螺旋傘齒輪等重載齒輪的生產與制造。磨齒作為齒輪加工的最后工序,磨削區域較高溫度場容易引起磨削燒傷發生,使加工表面質量和疲勞壽命難以保證。針對齒輪鋼18Cr2Ni4WA磨削燒傷問題,設計SG砂輪磨削實驗,研究其發生磨削燒傷時表面形貌、顯微硬度的變化規律,并通過有限元仿真預測燒傷層深。研究結果表明:當砂輪速度為20.3 m/s、工件速度為0.03 m/s、磨削深度大于0.05 mm時工件發生磨削燒傷,隨著磨削深度的增加,燒傷程度加重,磨削表面氧化層顏色由淡黃色轉為褐色最后呈現青色,表面形貌由紋理清晰轉為涂覆;工件產生回火燒傷時,產生硬度較低的回火索氏體;燒傷層深的仿真模擬值與實驗測量值基本吻合,驗證了有限元仿真對磨削燒傷預測的可行性。
材料表面與界面; 磨削燒傷; 齒輪鋼; 顯微硬度; 有限元仿真
0 引言
18Cr2Ni4WA鋼是生產高速重載零部件的重要材料[1],具有強度高、韌性好的特點,廣泛應用于螺旋傘齒輪的生產與制造。螺旋傘齒輪的工作環境惡劣,受力狀況復雜,因此要求其表面具有足夠高的硬度和耐磨性以及良好的表面形貌。“銑齒—熱處理—磨齒”是目前齒輪生產加工中普遍采用的生產流程。磨削作為齒輪生產制造環節中的最后一步,若選用合理的磨削工藝參數,則可以使齒輪表面產生強化層[2],否則容易發生磨削燒傷,對齒輪的硬度、強度以及使用壽命具有極大的影響。因此開展齒輪鋼18Cr2Ni4WA的磨削燒傷研究,對齒輪的生產制造具有極其重要的意義。
磨削時,由于磨削區的瞬時高溫,加工表面出現氧化變色且工件表層組織發生變化,這種現象稱為磨削燒傷[3]。磨削燒傷主要分為回火燒傷和二次淬火燒傷。當磨削溫度大于馬氏體轉變起始溫度TMS時發生回火燒傷;當磨削溫度大于奧氏體轉變終了溫度TAc3且迅速冷卻時發生二次淬火燒傷。針對磨削燒傷問題,張紅霞等[4]采用實驗方法探究磨削力、磨削溫度對磨削燒傷的影響,明興祖等[5]采用數值仿真法探究不同磨削參數對磨削燒傷程度的影響,文獻[6-8]對難加工材料進行了磨削實驗與單顆磨粒有限元仿真后發現,未變形切削厚度對磨削燒傷起著關鍵作用。為了防止磨削燒傷對工件的使用性能造成影響,郭力等[9]總結出避免磨削燒傷的磨削參數優化準則,關宏博等[10]通過對磨削工件施加預應力來避免磨削燒傷。在磨削燒傷的檢測方面,黃新春等[3]、Wang等[11]和Santa-aho等[12-13]分別利用酸洗法、神經網絡法及巴克豪森效應法對磨削燒傷進行了檢測。
綜上所述,學者們對磨削燒傷做了較多的研究和分析,但針對磨削燒傷與材料硬度之間的關系有待深入研究。為此,本文針對齒輪鋼18Cr2Ni4WA的磨削燒傷問題設計了磨削實驗,首先通過觀察磨削后工件的氧化層顏色及表面形貌判定工件是否發生磨削燒傷;其次通過測量磨削后工件的硬度梯度變化規律判斷發生何種磨削燒傷,并解釋其產生機理;最后通過有限元仿真模擬工件磨削時是否發生燒傷及其燒傷層深,旨在為齒輪實際生產加工提供參數優化依據和理論指導。
1 磨削實驗
1.1 實驗材料
實驗材料為調質處理后的18Cr2Ni4WA鋼,熱處理工藝流程為:1)表面滲碳:滲碳溫度900 ℃,420 min;2)淬火:800 ℃,80 min后油冷;3)回火:200 ℃,200 min后空冷。試樣尺寸為30 mm×20 mm×10 mm,其成分為:碳質量分數wC=0.19%,錳質量分數wMn=0.52%,鉻質量分數wCr=1.5%,鎳質量分數wNi=4.41%,余量為Fe. 砂輪采用粒度為46、直徑為400 mm的SG砂輪。SG磨料是一種新型陶瓷燒結剛玉磨料,與傳統剛玉磨料相比,具有磨耗比高、工件表面加工質量好、砂輪修整量少、磨削效率高等優勢,更適用于齒輪鋼的磨削。
1.2 實驗設計

圖1 磨削實驗裝置Fig.1 Grinding experimental device
磨削實驗在德國ELB公司產高精度數控平面磨床N10 Kombi KGT 840D上進行。采用單因素實驗法,保證磨削速度vs和工件速度vw等不變的條件下,考察磨削深度ap對工件表面性能的影響,實驗裝置如圖1所示,具體磨削參數如表1所示。磨削前采用單顆金剛石修整筆對砂輪進行修整,修整參數如表2所示。磨削過程中采用德國Kistler公司產9256C2三向測力儀測量磨削力,磨削后使用拋光機對工件表面進行拋光并采用4%硝酸酒精溶液進行腐蝕處理,使用日本Future-tech公司產FM300半自動數字顯微硬度計測量磨削表面顯微硬度和硬度梯度,使用日本基恩士公司產VK-X100激光共焦顯微鏡觀察表面形貌與顯微組織。

表1 磨削條件

表2 金剛石筆修整參數
2 實驗結果分析
2.1 工件磨削表面形貌
磨削過程中加工表層產生塑性變形,磨削深度增加時磨削熱與磨削力逐漸增大,磨削表面產生撕裂、皺疊等瑕疵,嚴重時將產生磨削燒傷和磨削裂紋等缺陷,導致工件的疲勞強度和抗腐蝕能力降低。當發生磨削燒傷時工件表面生成氧化膜,膜的厚度不同對光的反射狀態不同,因此在工件表面形成不同的顏色[14]。如圖2所示,當ap=0.01 mm和ap=0.03 mm時,工件表面未發生燒傷。當ap增大到0.05 mm時,工件表面呈淡黃色且產生魚鱗狀皺疊,此時工件表面開始發生磨削燒傷。隨著磨削深度的增加,燒傷程度加重,工件表面氧化膜顏色從ap=0.07 mm時的褐色轉向ap=0.09 mm時的青色。

圖2 磨削表面氧化色Fig.2 Oxidation tint of grinding surface
圖3分別表示18Cr2Ni4WA鋼在不同的磨削深度下磨削表面形貌的變化。當正常磨削時,工件表面加工紋理清晰、規整;當ap=0.05 mm時,工件發生淡黃色燒傷,強烈的擠壓變形和磨削高溫的綜合作用使得燒傷表面出現大量的魚鱗狀皺疊,磨削紋路不再清晰,犁溝兩側隆起,翻卷嚴重;當ap=0.09 mm時,工件發生青色燒傷,由于磨削溫度很高,材料被軟化,磨削時與磨粒底部和邊緣接觸部位的工件材料同時發生塑性流動,使工件表面產生嚴重的涂覆現象,出現大塊涂覆區域。

圖3 磨削表面形貌(vs=20.3 m/s,vw=0.03 m/s)Fig.3 Topography of ground workpiece (vs=20.3 m/s,vw=0.03 m/s)
2.2 燒傷工件硬度梯度分析
將未經磨削的原始工件沿垂直表面的截面制備試樣,并測量磨削表層維氏硬度梯度,結果如圖4所示。由圖4可以看到,工件滲碳層為1.5 mm左右,且滲碳層顯微硬度維持在800 HV左右,變化不大。工件表面調質處理后組織如圖5所示,磨削前熱處理過程中滲碳淬火時形成的馬氏體在回火后發生分解,碳從固溶體中析出并產生回火馬氏體。距表面1.5 mm以后,碳含量逐漸下降,顯微硬度隨之減小。距表面深度增加到2 mm后為基體組織層,碳含量保持不變,基體顯微硬度保持在480 HV左右。

圖4 原始工件表層硬度梯度Fig.4 Hardness gradient of original workpiece

圖5 原始工件表面金相組織Fig.5 Metallographic structure of original workpiece
不同磨削深度加工后工件磨削表層的維氏硬度梯度如圖6所示。當ap≤0.03 mm時,工件表面硬度都大于未磨削時的硬度,沿層深方向隨著距表面深度的加深,硬度逐漸減小,最終降至未磨削時的硬度。這是因為磨削深度較小時磨削熱量較低,工件表面層在磨削過程中由于磨粒的劃擦、耕犁和切削作用發生了劇烈的塑性變形,必然會產生位錯,金屬內各滑移系之間位錯的相互作用以及缺陷形成的障礙共同引起位錯的塞積,使變形阻力大大增加,從而使晶體產生加工硬化,導致工件表面的顯微硬度增大。隨著距表面深度的加深,磨粒的劃擦、耕犁和切削作用的影響逐漸減弱,硬度也逐漸減小到基體的硬度。隨著磨削深度的增加,砂輪和工件的接觸弧增長,不僅使未變形切屑厚度增加,而且使同時工作的磨粒數增多,導致磨粒的劃擦、耕犁和切削作用增加。因此ap由0.01 mm增加到0.03 mm時,表面顯微硬度增大,加工硬化的影響層加深。

圖6 磨削表層硬度梯度Fig.6 Hardness gradient of grinding surface layer
當ap=0.05 mm時,磨削表面硬度比未磨削時硬度低,沿層深方向隨著距表面深度的加深,硬度逐漸增大,最終與未磨削時的硬度相同。這是因為隨著磨削深度的增加,磨削溫度逐漸升高,當磨削溫度達到TMs時,磨削過程相當于對工件進行了回火,在回火馬氏體板條束周圍形成大量的α相,組織逐漸趨于球化,產生硬度較低的回火索氏體如圖7所示,此時工件發生了回火燒傷。隨著距表面深度的加深,磨削過程溫度作用逐漸減小,回火作用減弱,因此硬度逐漸達到未磨削時的硬度。
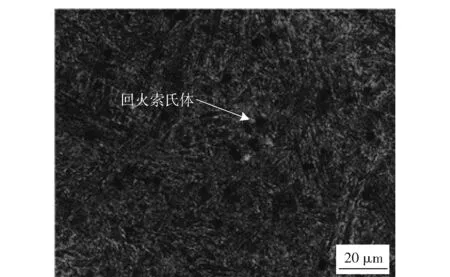
圖7 燒傷工件表面金相組織Fig.7 Metallographic structure of grinding burn workpiece
當ap≥0.07 mm時,磨削表面硬度比未磨削時硬度高,沿層深方向隨著距表面深度的加深,硬度先減小后增加,下降至最低時低于未磨削時的硬度,而后逐漸上升到未磨削時的硬度。這是因為隨著磨削深度的增加,磨削力與磨削熱都增大,但由于自然冷卻,產生了回火燒傷。磨削力增大,使工件表面產生劇烈的塑性變形,導致表層硬度增加。隨著距離表面深度的增加,磨削力影響減弱,回火燒傷效應使得這一區域的硬度有所減小。
磨削工件表層示意圖如圖8所示,當磨削深度較小時,不發生磨削燒傷,在工件表層產生加工硬化區域,此區域的硬度大于基體。當磨削深度逐漸升高時,開始發生磨削燒傷,磨削過程雖伴有加工硬化現象,但由于達到回火溫度,使得表層產生回火索氏體,此區域硬度低于基體。隨著磨削深度繼續增加,磨削力與磨削熱同時增加,加工硬化區域與回火燒傷軟化區域同時存在。

圖8 磨削工件表層示意圖Fig.8 Schematic diagram of grinding workpiece surface layer
3 有限元仿真分析
3.1 ANSYS仿真模型
磨削溫度可以通過熱電偶進行動態測量,但是由于熱電偶的插入會對工件造成破壞,并且熱電偶本身也會影響溫度場的分布,這種測溫方式存在較大的誤差。此外,使用熱電偶僅能測量工件表面磨削溫度,無法測量工件截面磨削溫度梯度值。因此,本文采用ANSYS仿真分析軟件,獲取磨削過程所產生的溫度。
工件仿真模型與實驗工件大小相同,長×寬×高為30 mm×20 mm×10 mm. 在磨削時,熱力作用主要影響工件的磨削表層,因此在網格劃分時,將表層網格劃分較細,下層網格劃分較粗,既節省運算空間,還能提高計算的精度,網格劃分模型如圖9所示。在單元類型選擇方面,采用ANSYS提供的SOLID90三維20節點單元,對實體進行離散化處理。由于磨削時間較短,且空氣為熱的不良導體,假設工件表面為絕熱的。工件發生相變的表層深度很淺,相變潛熱引起的熱量與磨削熱量相比較小、可以忽略不計。工件的初始溫度取實驗時的室溫20 ℃. 工件及砂輪仿真參數如表3所示。

圖9 實驗工件網格劃分模型Fig.9 Mesh model of experimental workpiece

表3 工件及砂輪仿真參數
根據Rowe對熱量分配比的研究[15],能夠求解出傳入工件的磨削熱流量百分比如(1)式所示,式中的ap、vs和vw等參數直接影響磨削力的大小,進而影響熱流密度的大小。采用實驗測得的切向磨削力Ft,根據(2)式可以求解出熱流密度的大小。在仿真模型的磨削表面沿磨削方向分段加載熱流密度,每段加載后進行計算。當進行下一段加載計算時,消除上一段所施加的熱流密度,并使用上一次加載計算的溫度值作為下一段加載的初始值。如此依次循環,模擬熱源的移動,實現磨削區溫度場的計算。
(1)

(2)
3.2 ANSYS仿真結果
取實驗中相同的磨削速度和工件速度,在磨削深度ap分別為0.01 mm、0.05 mm、0.09 mm 3種條件下進行有限元仿真。仿真結果如圖10所示,可以看到隨著磨削深度的增加,磨削溫度逐漸升高。這是因為磨削深度增大時,單顆磨粒的切削厚度增大,同時參與切削的磨粒數增多,因此在磨削深度增大時磨削過程中產生的熱量增多,導致磨削表面及表面層內的峰值溫度都增加。垂直于磨削面的工件截面溫度梯度如圖11所示,從圖中可以看出,隨著距表面深度的加深,溫度逐漸降低,最終降至室溫20 ℃,并且溫度降低的速度由快變慢。

圖10 有限元溫度場仿真結果Fig.10 Simulated results by the finite element method
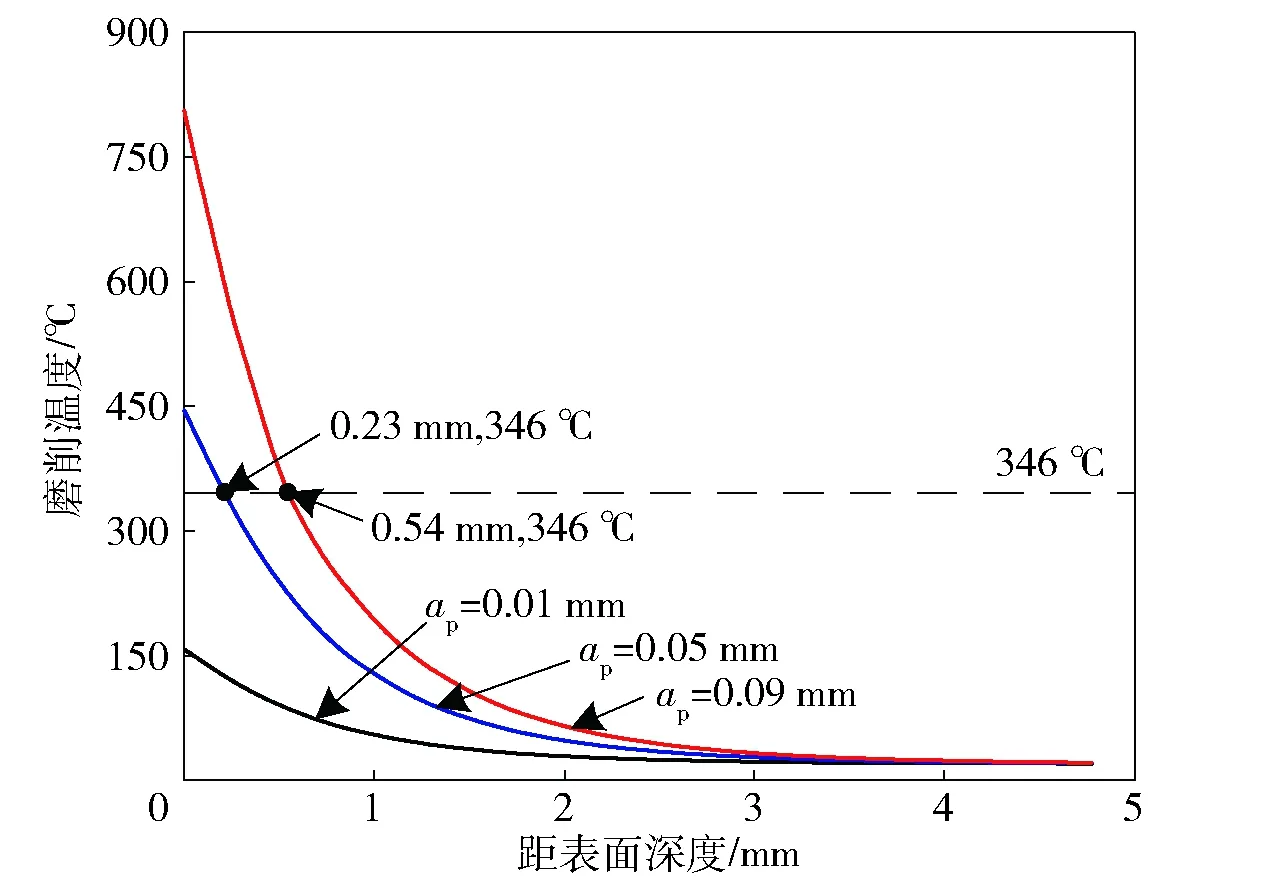
圖11 溫度梯度仿真值Fig.11 Simulated results of temperature gradient
3.3 結果比較
由圖4可以看到,工件表層滲碳層的厚度為1.5 mm左右,磨削燒傷對工件造成的影響皆在滲碳層內。根據Andrews提出的經驗公式[16]可以計算出18Cr2Ni4WA鋼滲碳層的TMs值,如(3)式所示:
TMs=539-423wC-30.4wMn-17.7wNi-12.1wCr=346 ℃.
(3)
由圖8可知,當發生磨削燒傷時,工件表層存在小于基體硬度的回火燒傷軟化區域,此區域溫度大于TMs. 因此,回火燒傷層深度為實驗中硬度小于基體部分的深度以及仿真中溫度大于TMs部分的深度。將實驗測量得到的燒傷層深度與仿真得到的燒傷層深度進行對比,結果如表4所示。由表4可以看出,當ap=0.01 mm進行仿真時,工件不存在燒傷層,此時工件不發生磨削燒傷與實驗結果相同;當ap=0.05 mm及ap=0.09 mm進行仿真時,燒傷層的深度與實驗得到的燒傷層深度相近,此時工件發生磨削燒傷,與實驗結果相同。因此可以通過ANSYS對工件在磨削時是否發生燒傷以及發生燒傷的程度進行模擬與預測。

表4 仿真與實驗結果對比
4 結論
1) 在vs=20.3 m/s、vw=0.03 m/s條件下,當ap≥0.05 mm時,18Cr2Ni4WA鋼工件發生不同程度的磨削燒傷,隨著磨削深度的增大,燒傷程度加重,磨削表面氧化層顏色由黃色轉為褐色最后呈現青色,表面形貌由紋理清晰轉為涂覆嚴重。
2) 當磨削溫度高于TMs時,工件發生回火燒傷,產生硬度較低的回火索氏體。
3) 燒傷層深的實驗測量值與仿真模擬值大致相同,預測結果可靠有效,說明利用有限元法對磨削燒傷程度進行預測是可行的。
References)
[1] 徐子健, 魏紹鵬, 周鵬, 等. 18Cr2Ni4WA鋼真空滲碳后熱處理工藝的優化[J]. 金屬熱處理, 2014, 39(9):32-35.
XU Zi-jian, WEI Shao-peng, ZHOU Peng, et al. Optimization of heat treatment process after vacuum carburizing of 18Cr2Ni4WA steel[J]. Heat Treatment of Metals, 2014, 39(9):32-35. (in Chinese)
[2] 喬治, 梁志強, 趙文祥, 等. 齒輪鋼30CrMnTi磨削強化試驗[J].中國表面工程, 2017, 30(1):26-32.
QIAO Zhi, LIANG Zhi-qiang, ZHAO Wen-xiang, et al. Grinding hardening of 30CrMnTi gear steel[J]. China Surface Engineering, 2017, 30(1):26-32. (in Chinese)
[3] 黃新春, 張定華, 姚倡鋒, 等. 超高強度鋼AerMet100磨削燒傷研究[J]. 機械工程學報, 2015, 51(9):184-190.
HUANG Xin-chun, ZHANG Ding-hua, YAO Chang-feng, et al. Research on the grinding burn of the ultrahigh strength steel AerMet100[J]. Journal of Mechanical Engineering, 2015, 51(9):184-190. (in Chinese)
[4] 張紅霞, 陳五一, 陳志同. SG砂輪磨削鈦合金燒傷機理[J]. 北京航空航天大學學報, 2008, 34(1):22-26.
ZHANG Hong-xia, CHEN Wu-yi, CHEN Zhi-tong. Grinding burn mechanism of titanium alloys with SG wheels[J]. Journal of Beijing University of Aeronautics and Astronautics, 2008, 34(1):22-26. (in Chinese)
[5] 明興祖, 李飛, 周靜. 弧齒錐齒輪磨削表面燒傷建模仿真與實驗驗證[J]. 機械傳動, 2014, 38(5):15-20.
MING Xing-zu, LI Fei, ZHOU Jing. Modeling simulation and experimental validation of grinding surface burn of spiral bevel gear[J]. Journal of Mechanical Transmission, 2014, 38(5):15-20. (in Chinese)
[6] Dai C, Ding W, Xu J, et al. Effects of undeformed chip thickness on grinding temperature and burn-out in high-efficiency deep grinding of Inconel718 superalloys[J]. International Journal of Advanced Manufacturing Technology, 2017, 89(4):1841-1852.
[7] Ding W, Linke B, Zhu Y, et al. Review on monolayer CBN superabrasive wheels for grinding metallic materials[J]. Chinese Journal of Aeronautics, 2017, 30(1):109-134.
[8] Ding W F, Xu J H, Chen Z Z, et al. Fabrication and performance of porous metal-bonded CBN grinding wheels using alumina bubble particles as pore-forming agents[J]. The International Journal of Advanced Manufacturing Technology, 2013, 67(5):1309-1315.
[9] 郭力, 盛曉敏, 李波. 超高速深磨磨削表面燒傷的試驗研究[J]. 精密制造與自動化, 2012(4):6-8.
GUO Li, SHENG Xiao-min, LI Bo. Experimental study on surface burn of ultra high speed deep grinding[J]. Precise Manufacturing & Automation, 2012(4):6-8. (in Chinese)
[10] 關宏博, 陳磊, 張修銘, 等. 預應力干磨削加工40Cr工件表面微結構損傷[J]. 中國表面工程, 2016, 29(2):117-122.
GUAN Hong-bo, CHEN Lei, ZHANG Xiu-ming, et al. Surface micro-structure damage of 40Cr samples in pre-stressed dry grinding process[J].China Surface Engineering, 2016, 29(2):117-122. (in Chinese)
[11] Wang Z, Willett P, Deaguiar P R, et al. Neural network detection of grinding burn from acoustic emission[J]. International Journal of Machine Tools & Manufacture, 2001, 41(2):283-309.
[12] Santa-Aho S, Vippola M, Sorsa A, et al. Development of bark hausen noise calibration blocks for reliable grinding burn detection[J]. Journal of Materials Processing Technology, 2012, 212(2):408-416.
[13] Santa-Aho S, Vippola M, Sorsa A, et al. Optimized laser processing of calibration blocks for grinding burn detection with Barkhausen noise[J]. Journal of Materials Processing Technology, 2012, 212(11):2282-2293.
[14] 任敬心, 華定安. 磨削原理[M]. 北京: 電子工業出版社, 2011: 242-243.
REN Jing-xin, HUA Ding-an. Grinding principle [M]. Beijing: Publishing House of Electronics Industry, 2011: 242-243. (in Chinese)
[15] Rowe W B, Black S, Mills B, et al. Grinding temperatures and energy partitioning[J]. Proceedings of the Royal Society, 1997, 453(1):1083-1104.
[16] Andrews K W. Empirical formulae for calculation of some transformation temperatures[J]. Journal of the Iron and Steel Institute, 1965, 203(7):721-72.
ExperimentandSimulationPredictionofGrindingBurnofGearSteel18Cr2Ni4WA
LIANG Zhi-qiang1, HUANG Di-qing1, ZHOU Tian-feng1, LI Hong-wei1,2, QIAO Zhi1, WANG Xi-bin1, LIU Xin-li2
(1.Key Laboratory of Fundamental Science for Advanced Machining, Beijing Institute of Technology, Beijing 100081, China; 2.Beijing North Vehicle Group Corporation, Beijing 100072, China)
18Cr2Ni4WA steel has been widely used to manufacture the heavy-duty gears, such as spiral bevel gear, which is characterized by high toughness and high strength. Grinding burn easily occurs due to the high temperature during grinding, which makes the grinding precision and surface quality difficult to meet the requirements. The surface hardness, hardness gradient and surface morphology of workpiece are analyzed through single factor experiment, and the degree of grinding burn is simulated using the finite element analysis software. The results show that, with the increase in grinding depth, the degree of grinding burn is aggravated, the color of oxide layer is changed from faint yellow to brown, and finally becomes cyan, and the surface morphology is changed from clear texture to heavily coated. The hardness of surface layer decreases and a tempered sorbite is produced due to tempering burn. The measured and simulated values of grinding burn depth are basically identical, which shows that the degree of grinding burn can be predicted by the finite element simulation.
surface and interface of materials;grinding burn; gear steel; microhardness; finite element analysis
2017-03-02
國家國防科技工業局技術基礎科研項目(A0920132008); 國家重點基礎研究計劃項目(2015CB059900)
梁志強(1984—), 男, 副教授, 碩士生導師。 E-mail: liangzhiqiang@bit.edu.cn;
黃迪青(1993—), 男, 碩士研究生。 E-mail: huangdiqing1993@foxmail.com
周天豐(1981—), 男, 教授, 博士生導師。 E-mail: zhoutf@bit.edu.cn
TG580.64
A
1000-1093(2017)10-1995-07
10.3969/j.issn.1000-1093.2017.10.016
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55