鈉硫電池不銹鋼真空激光焊接工藝的研究*
2017-11-09 06:59:25潘紅濤徐中超
裝備機械 2017年3期
□ 潘紅濤□ 徐中超□ 魏 錚
1.上海電氣鈉硫儲能技術有限公司 上海 201815
2.上海電氣集團股份有限公司 中央研究院 上海 200070
鈉硫電池不銹鋼真空激光焊接工藝的研究*
□ 潘紅濤1□ 徐中超1□ 魏 錚2
1.上海電氣鈉硫儲能技術有限公司 上海 201815
2.上海電氣集團股份有限公司 中央研究院 上海 200070
研究了大功率光纖激光器在真空下對鈉硫電池正極側封口進行焊接的問題,分析了焊接夾具、真空度、速度,以及熱影響等因素對焊接質量的影響,并確定了最佳焊接工藝。通過進行焊接件氣密性測試、焊縫金相分析、接頭強度測試等,表明所確定的工藝可以滿足鈉硫電池技術要求。
鈉硫電池;不銹鋼;激光焊接
1 課題背景
儲能系統作為電力系統必備的能量緩沖環節,能夠起到電網電力調峰、提高系統運行穩定性及提高電能質量的作用。鈉硫電池被認為是最具有應用前景的大容量儲能電池,分別以硫和鈉為正、負極材料,以鈉離子導體β"-Al2O3陶瓷管為電解質[1-2],具有比能量高(達760 Wh/kg)、充放電效率高、可大電流充放電、無自放電、原料來源容易、運行費用低、維護較方便、不污染環境和壽命長等優點,適合電力系統的儲能使用。鈉硫電池工作溫度為300~350℃,在該溫度范圍內,正、負極材料均為液態。為了確保正、負極活性物質與外界空氣隔絕,在結構上必須要求電池為全密封結構。
激光焊接具有焊接速度快、深度大、變形小、熱量小、功率密度高等優點,并能在特殊條件下焊接,如在真空、空氣及某些氣體環境中均能施焊,因此被用于鈉硫電池金屬與金屬間的焊接[3-4]。由于鈉硫電池的正極側需要真空環境,因此正極側的封口焊接需在真空環境中進行。由于在焊接位置處不僅有316L不銹鋼,還有與其熱膨脹系數相差較大的金屬鋁和α-Al2O3陶瓷材料,在對316L不銹鋼進行激光焊接的同時,需要考慮熱量對金屬鋁和陶瓷材料作用時所產生的熱膨脹情況,否則將會破壞不銹鋼和陶瓷的結合或陶瓷自身性能。另外,常規連續激光焊接時,一般會有惰性氣體對焊接位置進行吹氣保護,在保護氣體的作用下,焊縫的寬度也會變大,有助于激光焊接性能的提高。然而,在真空環境中,焊接過程中形成的等離子體籠罩在焊接位置的表面,吸收和散射了激光,導致激光有效功率降低[5-8],這也大大增加了真空焊接的難度。因此,筆者通過試驗,研究了鈉硫電池不銹鋼材料在真空環境下的激光焊接性能。
2 試驗方法
2.1 試驗設備
試驗使用的激光焊接方式為連續激光焊,設備為IPG2000型光纖激光器,光纖耦合輸出,最高功率為2 000 W,激光波長為1 064 nm,光纖芯徑為150 μm。焊接工藝采用自行設計的夾具,伺服電機驅動,焊接件在夾具中焊接精度可滿足激光焊接的要求。
2.2 試驗材料
試驗采用的材料為鈉硫電池焊接零件用316L不銹鋼,其主要成分見表1。焊接試件由上、下兩個零件組成,如圖1所示。

表1 316L不銹鋼成分%
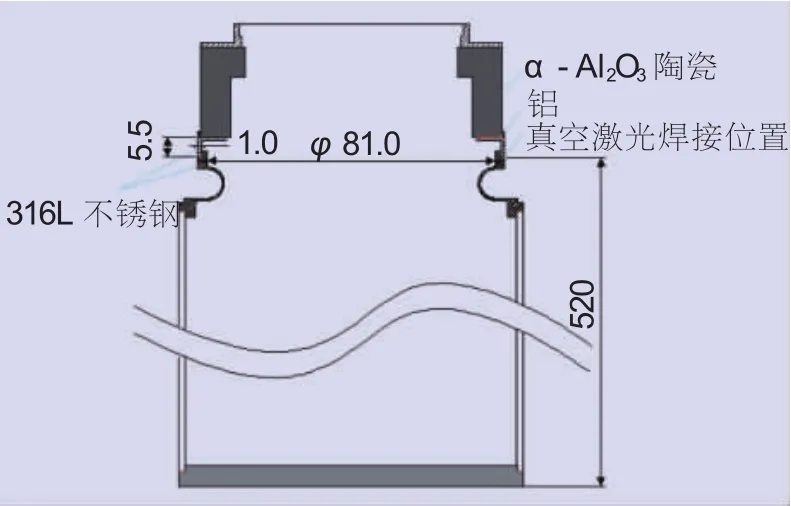
圖1 鈉硫電池真空激光焊接試件結構示意圖
2.3 方法及過程
試驗過程中,對夾具精度進行優化改進,通過對鈉硫電池的模擬金屬件進行不同工藝條件下的焊接試驗,探討工藝參數對焊縫氣密性、尺寸、強度、晶粒度,以及陶瓷-不銹鋼結合面受熱情況的影響,以獲得最佳工藝參數。試驗前,將兩個需要焊接的零件放入自行設計的焊接夾具中,并進行機械固定,通過底部旋轉電動機旋轉,調節激光器激光發射的位置及焊接離焦位置,使激光束對準待焊件的配合縫隙。為了獲得更有效的焊接熔深,試驗中激光焦距為負離焦狀態[9-10]。焊接時,通過底部旋轉電動機使焊接試件以一定速度旋轉。焊接后通過氦氣檢漏測試儀來進行焊縫氣密性測試,采用內水壓測試及剪切拉伸試驗來評定焊接接頭的強度,并用金相顯微鏡觀察焊縫的尺寸、缺陷及微觀結構。
3 結果與討論
3.1 真空激光焊接機理
激光深熔焊接一般采用連續激光光束完成材料的連接,在具有足夠功率密度的激光照射下,焊接材料蒸發并形成小孔。這個充滿蒸氣的小孔猶如一個黑體,幾乎吸收全部的入射光束能量,孔腔內平衡溫度達2500℃左右[10]。熱量從這個高溫孔腔外壁傳遞出來,使包圍在這個孔腔四周的金屬熔化。小孔內充滿在光束照射下母體材料連續蒸發所產生的高溫蒸氣,小孔四壁包圍著熔融金屬,液態金屬四周包圍著固體材料。孔壁外液體流動和壁層表面張力與孔腔內連續產生的蒸氣壓力保持著動態平衡,光束不斷進入小孔,小孔外的材料在連續流動,隨著光束移動,小孔始終處于流動的穩定狀態。因此,小孔和圍著孔壁的熔融金屬隨著前導光束的前進而向前移動,熔融金屬充填著小孔移開后留下的空隙并隨之冷凝,進而形成焊縫[7,11]。
3.2 夾具對真空激光焊接質量的影響
在激光焊接中,夾具的精度是影響電池焊接質量的關鍵因素之一。對于圓柱型電池而言,一般采用橫焊的方式進行焊接。在焊接過程中,當焊接參數不變時,軸向竄動和徑向跳動的大小直接決定焊接熔深及熔寬一致性的好壞。由于鈉硫電池的不銹鋼外殼為薄壁管,圓度較差,普通夾具并不能滿足焊接精度要求,因此,試驗過程中設計了如圖2所示的三點定心夾具裝置。這一裝置由兩個固定定心軸承和一個伸縮定心軸承組成,焊接過程中,在伸縮定心軸承的作用下,可以保證焊接點與激光頭間的距離不變,即離焦量恒定。
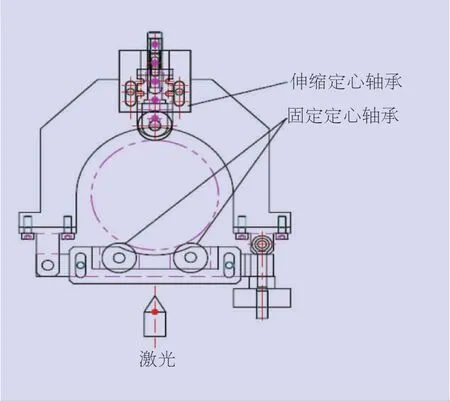
圖2 鈉硫電池激光焊接三點定心夾具示意圖
圖3和圖4為電池在普通夾具和改進夾具中徑向跳動和軸向竄動的情況,可以看出,改進后的電池在夾具中軸向竄動和徑向跳動都不超過0.12 mm。圖5為不同軸向竄動對有效焊接熔深的影響,圖中a、b、c依次為偏離 0.2 mm、0.12 mm和 0 mm,其有效焊接熔深對應減小0.30 mm、0.12 mm和0 mm,由偏離量及實際焊接要求可以看出,軸向竄動在0.12 mm以內較好,改進后的夾具精度剛好可以滿足要求。

圖3 鈉硫電池在真空夾具中徑向跳動情況

圖4 鈉硫電池在真空夾具中軸向竄動情況
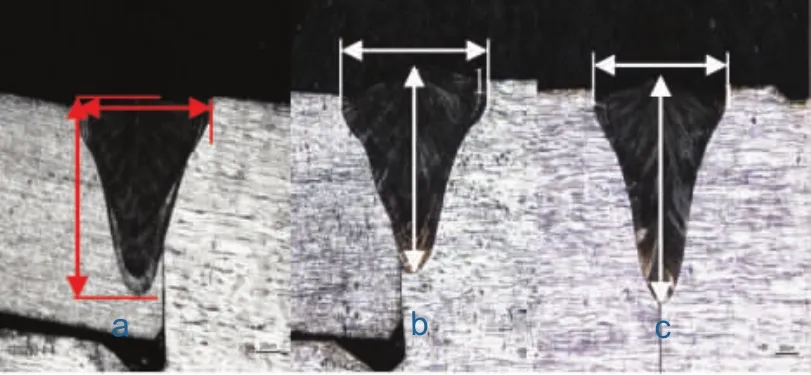
圖5 電池在真空夾具中軸向竄動對焊接偏離量的影響
3.3 焊接工藝對焊接質量的影響
在鈉硫電池真空激光焊接過程中,焊接真空度、焊接速度及熱影響等是影響真空焊接質量的關鍵因素。
(1)真空度的影響。表2是不同真空度下焊縫的外觀,可以看出:隨著真空度的不斷升高,焊縫的外觀顏色逐漸接近金屬光澤;在100 Pa時,焊縫表面氧化嚴重,為黑褐色;在10 Pa時,焊縫為金黃色;在1 Pa時,焊縫為金屬亮色。產生這些現象主要是因為真空度越高,環境中氧氣含量越少,高真空環境下焊接可避免焊縫的氧化和不銹鋼的燒損[8]。雖然隨著真空度的提高,對等離子體的抑制作用不斷加強,導致等離子體熱傳導作用大大減弱[4],但由于焊接速度較快,達50 mm/s,焊接功率達1 020 W,此時等離子體不會大量吸收激光能量,對激光產生散射和折射作用不明顯,焊縫的熔寬并沒有明顯變化。

表2 真空度對焊接質量的影響
表3為在1 Pa真空度下,電池在不同焊接速度下的焊接熔深及熔寬情況,可以看出,隨著真空焊接速度減小,焊接熔寬和熔深逐漸增大。這主要是由于當焊接速度較慢時,激光在焊接位置上停留的時間長,使熔池部位金屬獲得較充分的能量,從而使焊接熔深及熔寬變大。

表3 焊接速度對焊接質量的影響
(2)吸熱材料的影響。在鈉硫電池結構中,真空激光焊縫離陶瓷與不銹鋼的封接面僅有5.5 mm,在焊接過程中,熔池的瞬間溫度高達2 500℃,由于陶瓷、不銹鋼及鋁的熱膨脹系數相差較大(表4),陶瓷-鋁-不銹鋼封接面受到瞬間的熱沖擊,產生熱應力,甚至會導致陶瓷開裂。可見,在焊接過程中需要對焊接金屬進行冷卻,在真空中最有效的方法是在焊接面附近位置增加吸熱材料。試驗中,在電池結構中的下部凹環處增加與之緊固配合的純銅套。在加純銅套作吸熱材料之后,焊接過程中沒有出現材料受熱后因膨脹不均勻而產生開裂的情況。因此,鈉硫電池在真空激光焊接過程中,增加吸熱材料可有效提高焊接質量。
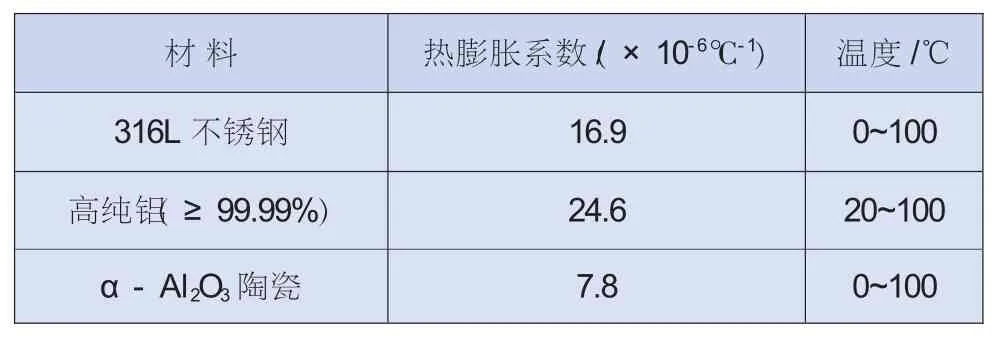
表4不同材料熱膨脹系數
3.4 焊接件氣密性測試
焊接件的氣密性是評價焊接質量的一個重要指標。試驗中,對焊接試樣進行統計,其中一次焊接氣密性合格率達100%,即氦檢漏率均不大于5.0×10-8Pa·m3/s。經對焊接產品進行跟蹤統計,尚未發現焊縫處有泄漏情況發生。
3.5 焊縫質量及微觀結構測試
焊縫的質量包括焊縫熔深、焊縫熔寬、焊縫表面微觀結構及焊縫內部微觀金相結構,一般要求焊縫熔深不得小于有效焊接厚度的2/3。由圖6可以看出,實際焊接熔深為1.12 mm,而焊接位置有效厚度為1.25 mm,熔寬為1.22 mm,可滿足焊接要求。
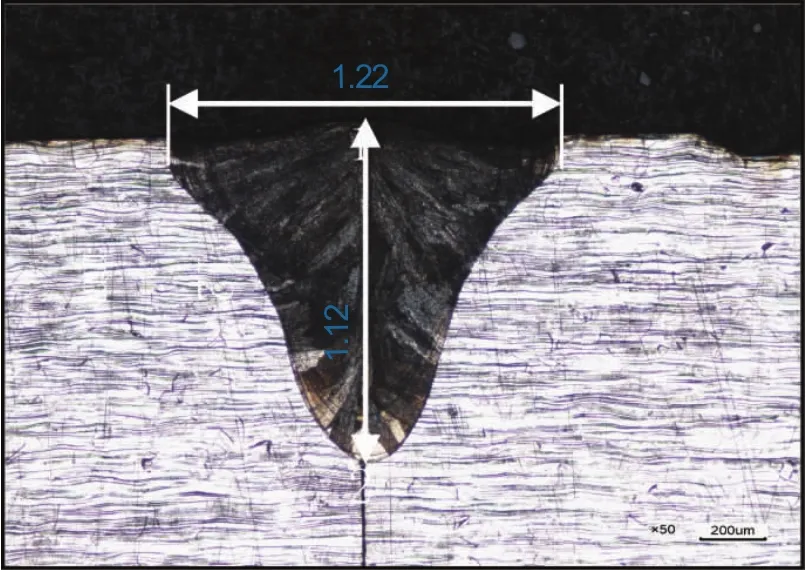
圖6 真空焊接試樣焊縫外觀形貌
如圖7所示,比較大氣中激光焊接和真空激光焊接焊縫晶粒度大小,可以發現,在真空中焊接的接頭焊縫區晶粒度要小于在大氣中焊接焊縫區的晶粒度,焊縫為奧氏體和少量鐵素體,且組織呈枝晶分布。這主要是由于在焊接時,等離子體對工件起到熱傳導作用,真空中激光焊接產生的等離子體被很好抑制了,而大氣中激光焊接產生的等離子體沒有被抑制。
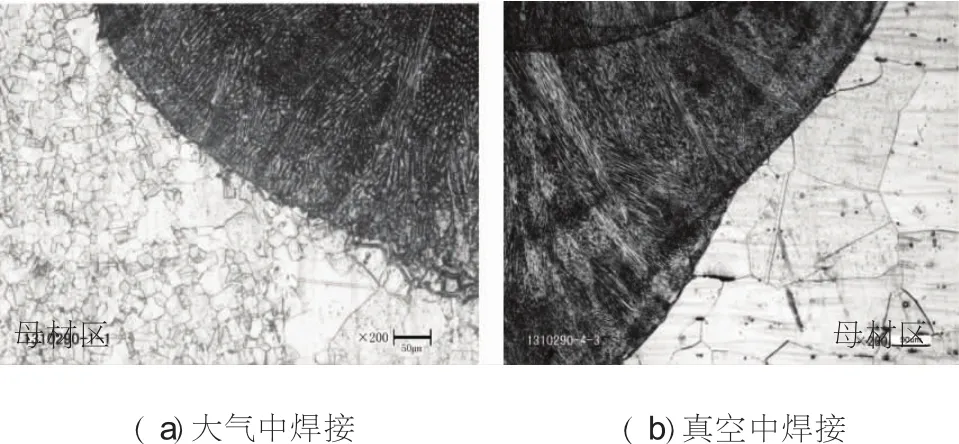
圖7 激光焊接焊縫晶粒度
3.6 焊接件拉伸強度及內水壓強度測試
對焊接件進行拉伸試驗,測得結果代入式(1),計算拉伸強度Ts:

式中:F為試樣拉伸至斷裂過程中出現的最大力,N;W為試樣斷裂橫截面的寬度,mm;b為試樣焊縫的深度,mm。
經測量,此試件的斷裂橫截面寬度為11.7 mm,所以,拉伸強度Ts為:

316L不銹鋼的抗拉強度一般為480 MPa,而真空激光焊接焊縫的強度要高于母材強度,這一點也驗證了焊縫微觀分析的結論。
此外,內水壓強度測試表明,在爆破壓力為15.24 MPa時,真空激光焊接位置沒有發生任何變化,而此時母材本身發生變形,這也說明采用真空激光焊接時,焊縫的強度要好于母材強度。
3.7 真空激光焊接在鈉硫電池中的應用
真空激光焊接工藝技術已應用于鈉硫電池的生產,焊接的密封可靠性和穩定性相比前期研制階段采用的工藝有了很大改進,氦檢合格率高達100%,電池在300~350℃工作溫度下長期運行,真空焊接位置也未出現任何損壞現象。
4 結束語
(1)研究并驗證了鈉硫電池不銹鋼的真空焊接夾具對焊接質量的影響,在軸向竄動不大于0.12 mm時焊接,焊縫可滿足電池要求。
(2)驗證了真空激光焊接的真空度、速度及吸熱材料等對鈉硫電池真空焊接的影響,得出在真空度為1 Pa、焊接速度為50.4 mm/s、焊接增加吸熱材料的情況下,焊接效果較為理想。
(3)優選工藝下焊接出的焊縫氣密性可滿足要求,氦檢漏率不大于5×10-8Pa·m3/s,熔寬為1.22 mm,熔深為1.12 mm,焊接拉伸強度為574.8 MPa,超過母材強度。
(4)真空激光焊接技術已成功用于鈉硫電池結構中關鍵部件的焊接,并在實際電池的充放電循環中經受了考驗。
[1]SUDWORTH J L,TILEY A R.The Sodium Sulfur Battery[M].Berlin:Springer,1985.
[2] 侯肖瑞,祝銘.鈉硫電池用β″-Al2O3漿料的分散性研究[J].上海電氣技術,2015,8( 1):54-58.
[3] 王晶,王俊恒,林久,等.激光焊接技術的發展及研究現狀[J].東方電氣評論,2013( 4):21-26.
[4] 趙琳,塚本進,荒金吾郎,等.大功率光纖激光焊接過程中工藝參數對熔深和氣孔的影響[J].中國激光,2013,40( 11):104-108.
[5] 姜夢,陶汪,陳彥賓,等.真空激光焊接焊縫成形及等離子體特征[J].中國激光,2016,43( 4):124-129.
[6] 包海濤,劉金合,劉錕,等.真空激光焊接工藝參數對AZ31鎂合金熔深的影響及缺陷分析[J].應用激光,2008,28( 5):366-370.
[7] 包海濤,劉金合,劉錕,等.低功率YAG激光真空焊接工藝[J].航空制造技術,2008( 23):92-95.
[8]KATAYAMA S,YOHEI A,MIZUTANI M,et al.Development of Deep Penetration Welding Technology with High BrightnessLaser under Vacuum[J].PhysicsProcedia,2011,12A:75-80.
[9] 徐青,李郝林,曾樂才.鈉硫電池中激光焊接技術的研究[J].熱加工工藝,2012,41( 9):185-186,190.
[10]徐青,李郝林,曾樂才.鈉硫電池焊接工藝的研究[J].裝備機械,2012,63( 4):60-64.
The welding of the positive side seal of sodiumsulfur battery under vacuum by high power fiber laser wasstudied.Theimpact of thefactorsincludingweldingfixture,vacuumlevel,speed,and heat influenceon theweldingquality wasanalyzed,and theoptimumweldingprocesswasdetermined.Through air tightnesstest of theweldment,metallographic analysisof theweldingseam,strength test of thejoint,it showsthat theprocesscan satisfy thetechnical requirementsof sodiumsulfur batteries.
Sodium Sulfur Battery;Stainless Steel;Laser Welding
TH140.1;TM911
A
1672-0555(2017)03-001-05
*上海市科學技術委員會科研技術項目(編號:15DZ2283101)
2017年5月
潘紅濤(1985—),男,碩士,工程師,主要從事鈉硫電池封裝工藝研究工作
(編輯:啟 德)
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
制造技術與機床(2015年10期)2015-04-09 07:06:00