基于精益生產的生產線效率提升方法研究
2017-11-09 06:59:29□王晶
裝備機械 2017年3期
□王 晶
中國電子科技集團公司 第38研究所 合肥 230088
基于精益生產的生產線效率提升方法研究
□王 晶
中國電子科技集團公司 第38研究所 合肥 230088
隨著市場需求量不斷增加,某新體制雷達數字陣列模塊組件生產線出現生產能力不足問題。運用精益生產相關技術和方法,在生產現場進行優化和改善,提高了生產線產能,同時獲得了精益生產的實踐經驗。
精益生產;生產線;效率
精益生產方式是一種消除浪費、降低成本、提高效率和增強核心競爭力的生產方式[1]。自二戰結束以后,以豐田生產方式為代表的精益生產方式,帶領日本汽車工業趕上并超越了美國,取得了驕人的業績[2]。從20世紀80年代起,精益生產方式在汽車行業得到了廣泛運用,而在一些國防裝備的科研項目上則應用得不多。筆者以某新體制雷達數字陣列模塊(DAM)組件生產線為研究對象,運用精益生產方式來提高生產線的生產能力。
1 現狀分析
DAM組件是新體制雷達的心臟,是提升我國現代國防水平的重要裝備。根據戰術需求,通常一臺新體制雷達裝備幾十、成百甚至上千件DAM組件。在未來一段時間內,DAM組件的需求數量呈跳躍式遞增,依據目前市場訂單預測,到2020年,市場年需求DAM組件達10 000件以上。
DAM組件生產過程中,在鋁制殼體上要進行多層印制電路板與微波元器件的電子裝聯,實現過程非常復雜。
由于殼體空間小,電子裝聯主要依靠手工操作,而且前后工序的裝配干涉嚴重,不能進行并行作業,生產效率低。現行DAM組件生產線的生產能力難以滿足生產計劃需求,生產線通常需要延長工作時間才能完成當日的計劃任務,最終導致生產員工怨言多,生產人員流動較頻繁,增加了企業的管理難度。由產能不足問題形成的惡性循環日益凸顯,企業迫切需要提升DAM組件生產線的效率。
對DAM組件生產線進行現場調研和問題分析,造成上述狀況的主要原因如下。
(1)工序作業不均衡,生產流程不順暢。DAM組件生產線共設置12道電子裝聯工序,各工序作業負荷不均衡,最高作業時間和最低作業時間的工序時間差達10.35 min,生產線平衡率低,直接導致生產效率低,產品不能按時流轉到下道工序。
(2)缺乏標準作業指導書,產品裝焊一致性不高。生產線缺少標準化作業指導書,生產人員按照自身習慣進行生產作業,不同生產人員間的作業方式不一致,產品裝焊后存在質量差異。部分作業內容需要二次返工,導致整體作業速度放緩。
(3)推動式物料配送,物流流動效率低。配發的物料與生產現場需求不一致,采用計劃管控的推動式供貨,生產線一旦出現計劃調整或生產異常,大批物料堆積現場,物料流動性差,物流響應速度慢,影響生產線的生產效率。
針對以上原因,結合DAM組件生產線的現場實際數據及裝配工藝資料等信息,整理成生產線改善前的各項數據資料,見表1。運用精益生產方式的工具和方法,對DAM組件生產線進行優化和改善,解決生產線難題。
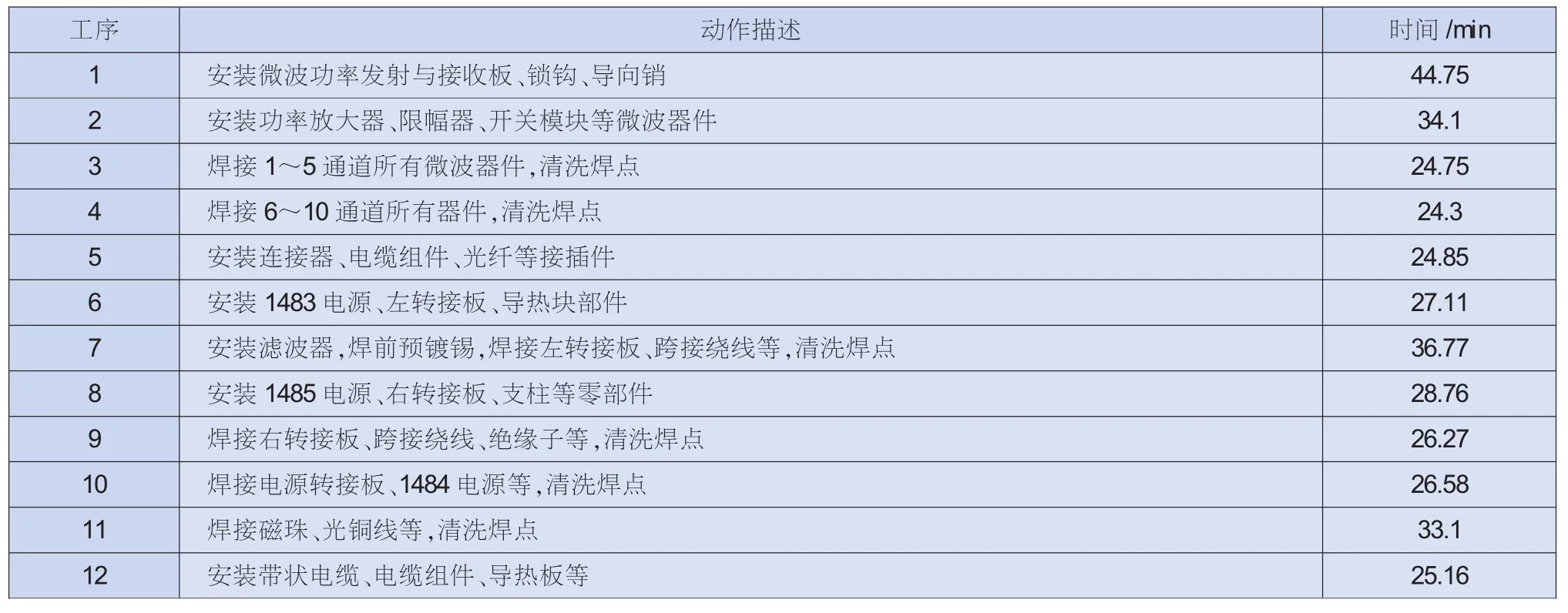
表1 DAM組件生產線工序數據
2 生產線平衡改善方法的應用
生產線平衡是對生產的全部工序進行平均化,調整各工序作業負荷,以使各作業時間盡可能相近。在流水線生產作業中,決定生產線作業周期的工序時間只有一個,即最長工序時間,也就是瓶頸時間。當一個流水線上各個工序的作業時間不一致時,瓶頸工序以外的工序就會產生空閑時間,即等待。等待除了造成無謂的工時損失外,還造成大量的在制品堆積,嚴重的還會造成生產線中止,直接影響生產效率[3-5]。為解決以上問題,就必須使各工序的作業時間平均化,進而使生產線能順暢運轉。
2.1 生產線平衡分析
進行生產線平衡分析,可以達到以下效果。
(1)縮短每道工序的作業時間,提高單位時間的產量。
(2)減少工序之間的預準備時間。
(3)消除生產線中的瓶頸、不均衡等現象。
(4)改善制造的方法,使生產具備柔性。
改善前的DAM組件生產線工序作業時間分布如圖1所示。
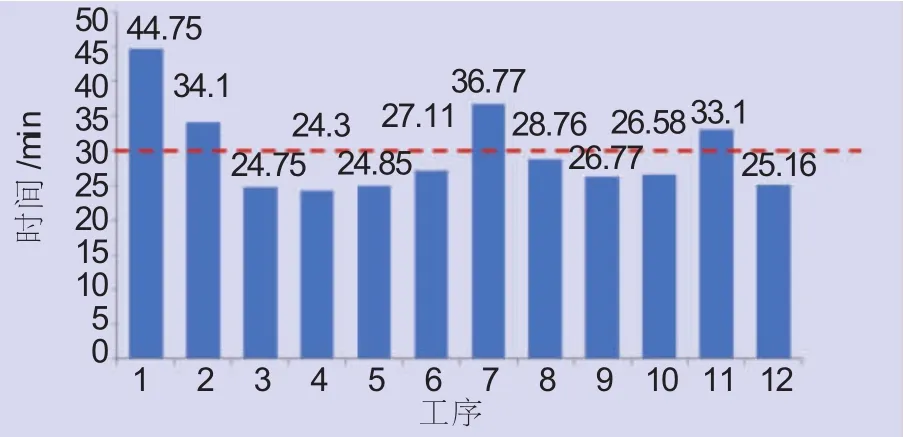
圖1改善前各工序作業時間分布
從圖1數據可以看出,工序1的作業時間為44.75 min,是整個生產線的最長作業時間,工序1是瓶頸工序,瓶頸工序決定了整條生產線的周期時間。工序2、工序7和工序11的作業時間同樣超過節拍時間(30 min),所以降縮短序1、工序2、工序7和工序11的作業時間,可提高該條生產線的平衡率,對提高整條線的產能和效率至關重要。
平衡率=各工序時間總和/(最長作業時間×總工序數)=356.5/(44.75×12)=66.39%
損失率=1-平衡率=1-66.39%=33.61%
四個工序作業時間大于節拍時間,所以DAM組件生產線存在較大的改善空間。
2.2 改善方案的研究及應用
對生產線平衡進行改善時,采用取消、合并、重排、簡化( ECRS)原則進行作業分析[6-7]。
對于耗時較長的工序,采取的措施如下。
(1)分割作業,移一部分作業到耗時較短的工序。
(2)利用新工藝、工具或機械,改善作業,縮短工時。
(3)取消多余的工序、操作和動作。
(4)提高生產人員的操作效率。
對于耗時較短的作業,可以采取的措施如下。
(1)分割作業,填充到其它耗時短的工序。
(2)接收一部分耗時長的工序。
(3)將耗時短的工序合并。
采用上述改善方法,對流水線進行了作業改善,將瓶頸工序進行了拆分、取消和效率提升,結果見表2。
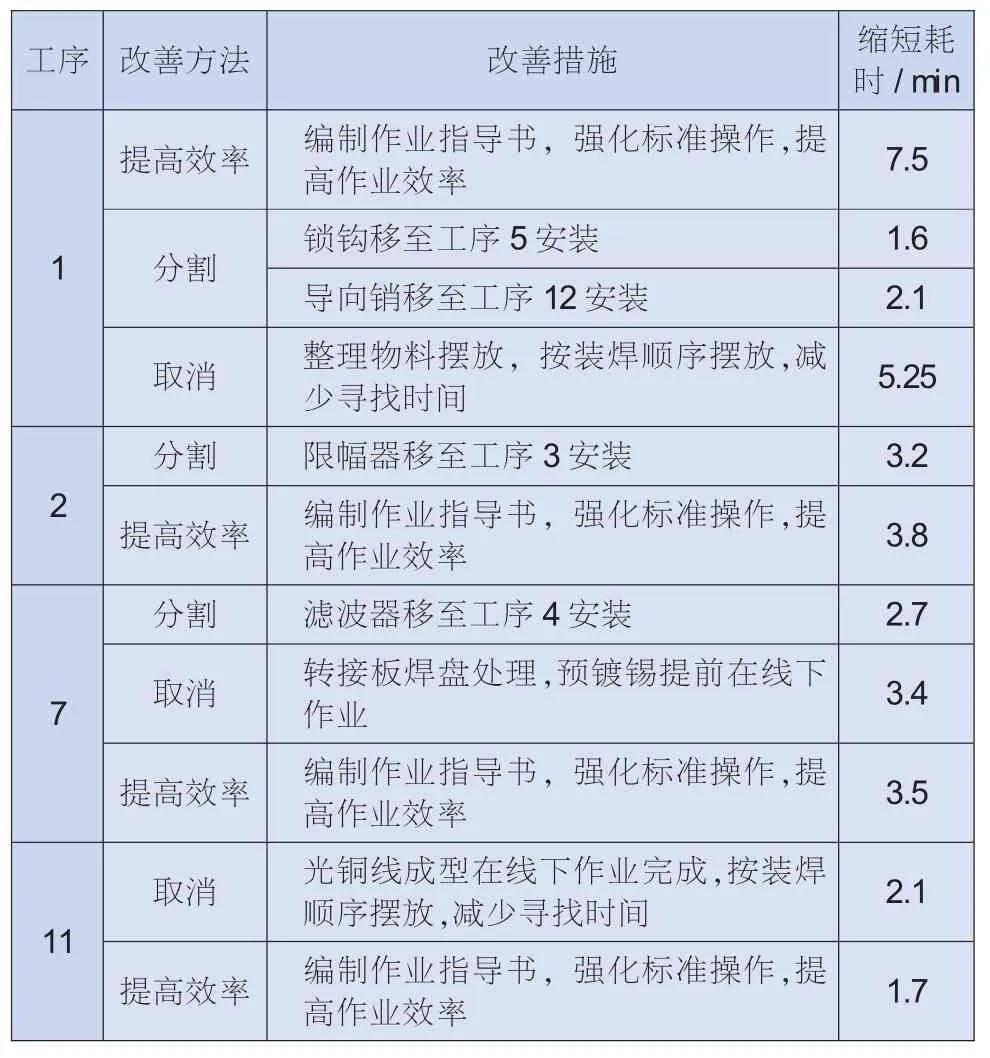
表2 DAM組件生產線平衡改善
DAM組件生產線進行了多次精益改善,利用秒表對改善后的工序進行二次測時,各工序作業時間分布如圖2所示。
平衡率=329.25/(29.3×12)=93.64%
損失率=1-93.64%=6.36%
經過精益改善,DAM組件生產線平衡率由66.39%提升到93.64%,生產線平衡率得到了極大提升,生產線產能也得到了大幅度提高。
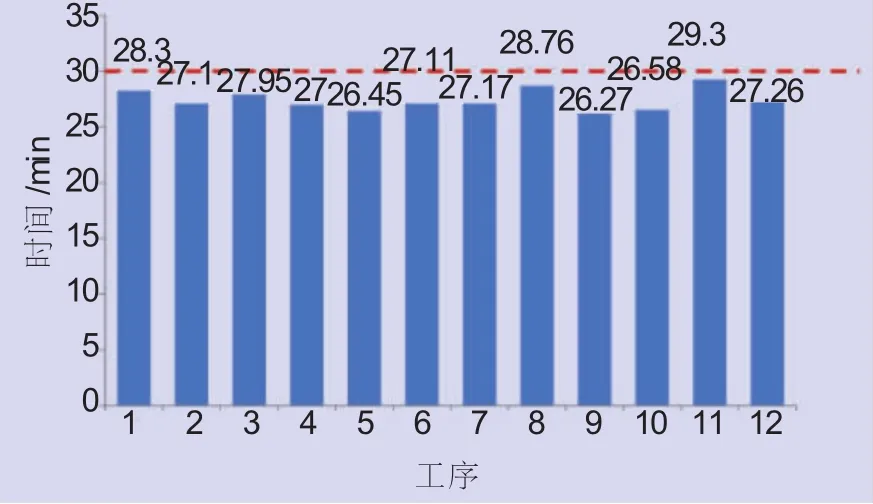
圖2 改善后各工序作業時間分布
生產線每班增加產能=生產時間/改善后節拍的時間-生產時間/改善前節拍時間=7.5×60/30-7.5×60/44.75=4.94臺。
3 建立作業標準
經過生產線平衡分析和改善后,DAM組件生產線的產出效率得到有效提升。要保障改善后的產出效率穩定,需要建立作業標準化來維持改善的成果。標準化作業是持續改進與保持流程穩定性的基礎,任何作業在尚未制定標準之前,不可能達到真正的改進[8]。
作業標準化是將生產人員在生產過程中的作業步驟、內容、方法、注意事項及質量標準,通過文件的形式加以固化和保存,可規范生產人員的操作方法和作業順序。建立作業標準能減小生產線生產人員發生丟漏、誤裝、損壞等對生產線整體運作效率產生的影響,大大提高生產效率,同時也穩定產品質量。
制定的DAM組件裝焊作業順序與作業標準如圖3所示。將生產人員的標準作業時間和裝配順序加以規定,DAM組件裝焊過程中的質量控制要求、工藝要求和安全操作要求與生產人員的操作步驟相結合,采用圖片與文字相結合的方式,標注出作業要領、使用工具和輔助材料,能進一步指導生產線作業人員合理化作業,穩定生產線的整體產出效率。
根據DAM組件在線質檢數據統計,改善后DAM組件單條生產線效率穩定在每天15件,建立作業標準以后,裝焊后的產品質量得到了較大提高,DAM組件一次交檢合格率≥97.5%。
4 建立后補充領料方式
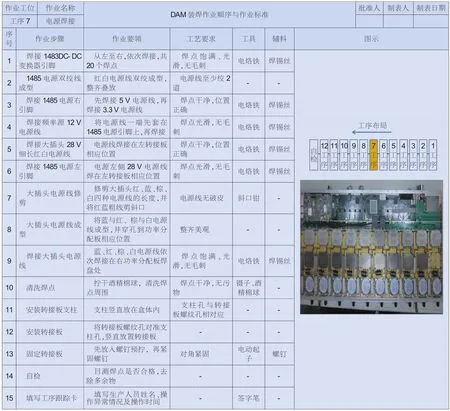
圖3 DAM裝焊作業順序與作業標準
物流作為連接各生產環節的紐帶,物流系統的效率間接影響到整個生產系統的效率。DAM組件生產線前期的物料供應是推動式的物流配送機制,領料信息由計劃員依據先前生產計劃觸發,工序與倉庫之間缺乏及時響應,生產物流流轉不暢,導致在制品庫存積累增加,生產流程中存在大量浪費,嚴重影響生產效率[9-10]。
DAM生產線建立的后補充領料方式如圖4所示,根據生產線物料的實際消耗情況,將物料需求轉化成物料配送信息。
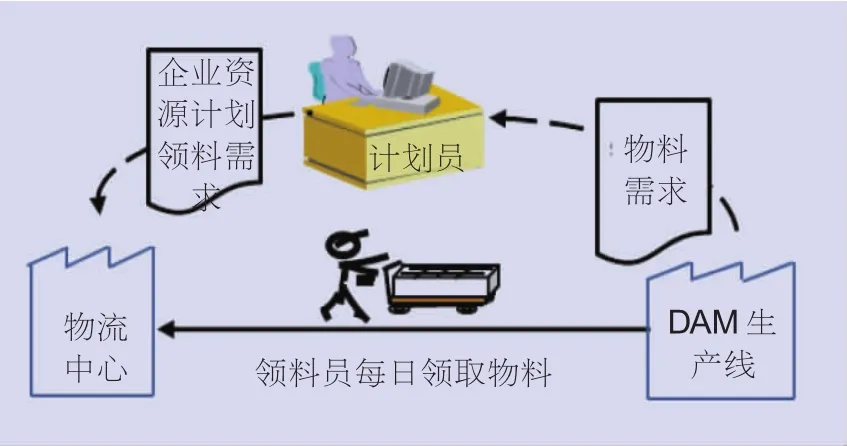
圖4 DAM生產線后補充領料方式
DAM生產線物料負責人根據生產線的物料使用情況,適時發出物料需求,車間計劃員根據生產線的節拍,將物料需求分解成每日需求量,在企業資源計劃系統內觸發需要的物料信息。物流部門收到物料需求信息后,進行合理調度,將物料按每日需求量齊套、分包、配發,生產線定時、定量領取必要物料。這樣實現了物料準時化供應,解決了推式配送物料在生產線的堆積問題,提高了生產的物料管理配發效率。后工序拉動物流配送物料機制,減少了在制品的堆積,實現了生產快速響應,提高了生產效率,同時減少了浪費。
5 結束語
在完成生產線平衡、作業標準化、后補充領料機制等精益改善后,DAM組件生產線精益化水平已有顯著提升。后續將建立一套完善的精益生產點檢制度和改善成果維護機制,維持精益改善成果,確保生產線精益化水平不斷提升。經過實踐證明,精益生產提供了一套改善思路,在不過多依賴場地、人員和設備等硬件投入的前提下,使生產效率提高,產品質量提升,并降低企業成本,改善企業運行效率,為企業管理提供新的思路。
[1] 門田安弘.新豐田生產方式[M].王瑞珠,李瑩,譯.3版.保定:河北大學出版社,2008:21-37,72-84,276-336.
[2] 齊二石.生產與運作管理教程[M].北京:清華大學出版社,2006:103-124.
[3] 郭伏,張國民.工作研究在流水線平整中的應用[J].工業工程與管理,2005( 2):120-124.
[4] 章橋新,平恩賢,王龍.基于控制圖法的生產線平衡方法研究[J].機械制造,2011,49( 5):79-82.
[5] 樊迅,闞樹林,邊瀟.電抗器裝配生產線的作業分析與平衡研究[J].機械制造,2011,49( 1):83-86.
[6] 藺宇,郭潔.基于JIT的流水線生產效率提升方法研究[ J].工業工程與管理,2012,17( 3):124-128.
[7] 陳仲愷,周炳海.基于精益理念的汽車門板生產線規劃[J].機械制造,2015,53( 6):53-57.
[8] 李軍,張勇.方法研究在G公司作業標準制定中的應用[J].工業工程與管理,2010,15( 6):137-142.
[9] 王秀梅.企業精益生產的信息化再造[J].機械制造,2010,48( 11) :56-58.
[10]王醒雷.精益思想在HP系列磨煤機生產制造中的應用[J].裝備機械,2009( 2):10-15.
Asthemarket demand continuestoincrease,production under-capacity appeared in theproduction line for a new systemof radar digital array module.Correlation techniques and methods of lean production wereused tooptimizeand improvetheproduction sitetoboost theproductivecapacity of theproduction linewhile practical experienceof lean production wasachieved.
Lean Production ;Production Line ;Efficiency
TH162
A
1672-0555(2017)03-025-05
2017年2月
王晶(1976—),男,本科,高級工程師,主要從事雷達產品加工工藝研究與精益生產管理工作
(編輯:小 前)
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
甘肅教育(2020年14期)2020-09-11 07:57:42
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
故事大王(2016年7期)2016-09-22 17:30:08
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
兒童故事畫報(2013年3期)2013-06-24 05:40:30