氯乙烯合成設備的關鍵制造技術
2017-11-13 01:29:20王玉昌
中國氯堿 2017年10期
關鍵詞:焊縫
王玉昌
(唐山三友氯堿有限責任公司,河北 唐山 063305)
氯乙烯合成設備的關鍵制造技術
王玉昌
(唐山三友氯堿有限責任公司,河北 唐山 063305)
闡述了合成轉化器換熱管和管板“強度脹”、“強度焊”、“焊脹結合”3種連接型式的特性,通過對比分析確定最佳連接型式,并在生產實踐的基礎上提出了控制換熱管和管板連接可靠性的工作重心。
轉化器;管板;換熱管;泄漏;連接型式
氯乙烯合成工序的主要任務是將合格的氯化氫氣體和乙炔氣體按一定比例進行充分混合、脫水后,在轉化器內氯化汞觸媒的催化作用下合成粗氯乙烯氣體,然后經脫汞、脫酸、水洗、堿洗后,送至氯乙烯壓縮崗位,由此可見,轉化器是氯乙烯單體生產的關鍵設備。唐山三友氯堿有限責任公司自投產以來轉化器發生過多次泄漏,且泄漏后維修極其困難,因此合成轉化器運行的正常與否直接影響到氯乙烯單體的產量及企業的經濟效益。
1 設備結構及主要工藝參數
轉化器是氯化氫氣體和乙炔氣體在內部充裝氯化汞觸媒的作用下合成氯乙烯的設備,屬于固定管板式換熱器,規格有Dg2 400、Dg2 800、Dg3 000、Dg3 200,材質為 Q235-B、Q245R、Q345R;換熱管規格為 ?57×3.5×3000、?45×3.0×3000、?51×3.0×3 000,材質為20#鋼。換熱管與管板采用強度脹接或脹焊結合,上、下底蓋均是一個由帶短節的乙型平焊法蘭及橢圓形(或錐形)封頭組成。轉化器的主要工藝參數見表1。
工藝流程如下:管程工作介質進入轉化器之前先經兩級石墨冷卻器降溫(冷卻介質為-35℃鹽水),再用酸霧過濾器除掉其中的大部分冷凝酸(也就是大部分水),乙炔和氯化氫的混合氣體進入轉化器管程,在催化劑的作用下生成氯乙烯,其反應為放熱反應,熱量由殼程的循環冷卻水帶走。
2 使用過程中存在的問題
轉化器投入生產使用一段時間后,一些轉化器出現換熱管泄漏問題,介質泄漏部位主要集中于管板與換熱管之間的連接部位或距離換熱管端部100 mm處,泄漏數量和頻次不確定。
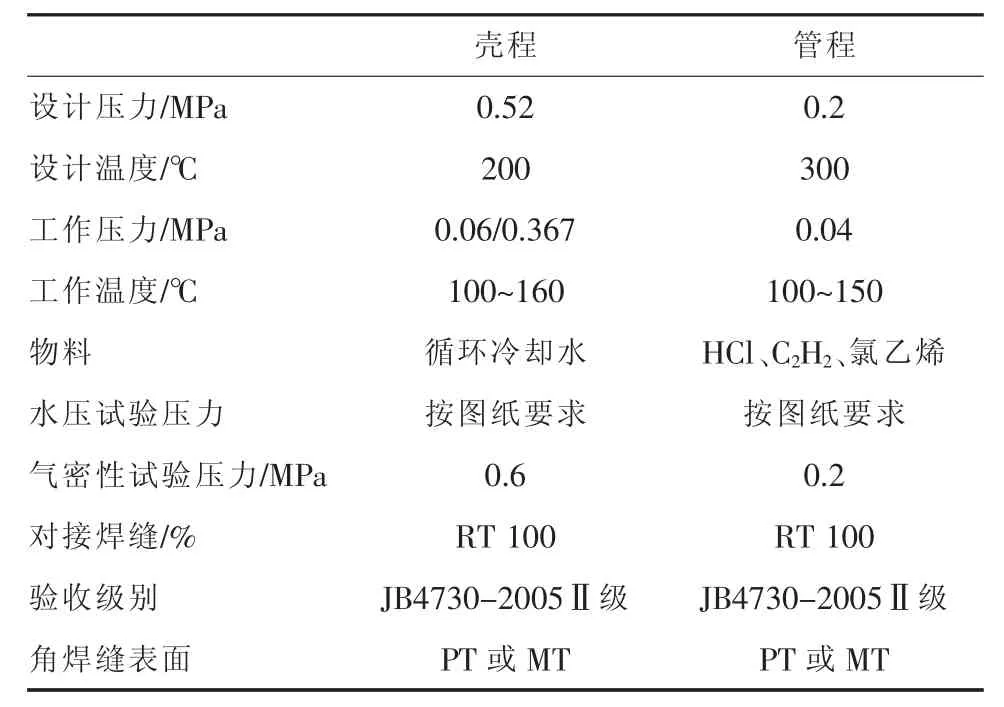
表1 轉化器殼程、管程的主要工藝參數表
3 泄漏原因
(1)轉化器在選材、制作方面不合理。換熱管選材不合理或材料整批質量不均,造成轉化器在制作過程中脹管接頭質量難以保證。
(2)換熱管熱處理工序溫度控制不好,達不到預期的退火目的。
(3)脹管在脹接前管頭沒有拋光或拋光不夠,脹接時脹接面上夾有雜物或污物,造成脹接時嚴密度不夠。
(4)換熱管脹接過程中脹接力不夠,脹管和管板之間不能產生永久性變形和塑性變形。
(5)換熱管在脹接過程中,脹接力過大,造成換熱管產生裂紋影響轉化器達不到技術要求。
(6)轉化器在運輸過程中,方法不當造成局部換熱管軸向受力過大,使部分換熱管產生松動。
(7)在安裝過程中,管板大法蘭上的螺絲受力不均,使得加在管板上的附加彎矩不均,從而使轉化器產生泄漏,這種現象一般在轉化器使用幾天或幾周后容易出現。
(8)溫差熱應力的影響。由于轉化器運行過程中管程與殼程之間的溫度差異,使得轉化器筒體與換熱管熱變形不等,影響脹接處產生較大的受力,從而使轉化器產生泄漏,這種現象在轉化器頻繁開停車時較為常見。
(9)在生產過程中,由于前道工序的石墨換熱器溫度控制不夠或酸霧過濾器酸霧去除效果不佳,使得混合氣進入轉化器之前脫水脫酸不完全,引起管板與換熱管連接部位的腐蝕,輕者使轉化器換熱管內的部分催化劑觸媒結塊堵塞換熱管,重者則腐蝕管板法蘭或換熱管與管板連接處,長時間就會導致轉化器泄漏。
(10)轉化器使用時間較長,由于脹接處的應力松弛而導致泄漏,這種現象一般認為是正常使用過程中的自然泄漏。
4 連接型式
轉化器換熱管與管板的連接型式是整個轉化器加工制造過程中的最關鍵技術,一般采用的是“脹接”、“焊接”、“焊脹結合”的加工制作工藝。
4.1 “強度密封脹接”連接型式
這種連接型式一般認為是比較常規可靠的,少了一道換熱管與管板的焊接程序,且加工制作費用較低,設備使用壽命和周期一般能夠得到保證,其加工制作過程如下。
(1)材質。管板材質選用16 MnR,換熱管材質選用20鋼,標準為GB9948-2006。
(2)換熱管。a.仔細檢查、測量每支換熱管的內徑、外徑、壁厚、長度、硬度值并作好記錄;b.每支換熱管水壓試驗無滲漏。
(3)管板。a.尺寸要保證滿足最小公差要求;b.管孔按如下順序加工:劃線-加工底孔-定位鉆孔-鉸孔-加工脹接槽。
(4)脹管器的選擇。a.脹管器的適用范圍必須符合換熱管的終脹內徑;b.脹桿和脹珠與翻邊珠的工作表面粗糙度應符合相關要求,不應有溝紋、斑痕、壓坑現象。
(5)脹管。a.脹管作業分為初脹與終脹2個步驟。其中,初脹目的是固定換熱管,僅使得管外徑擴大,貼緊管板管孔不再轉動;終脹則需使管段脹大至技術要求,脹管率在控制的要求范圍內。b.水壓試驗有泄漏時,應詳細記錄位置并在放水后進行補脹,一般補脹工作不過夜,以免脹口生銹。脹口補脹前應復測脹口內徑,并確定補脹值。
(6)壓力試驗。緩慢升壓至轉化器工作壓力,保壓30 min后,檢查各焊縫、脹接接頭處是否滲漏,無滲漏后繼續升壓至1.4倍工作壓力,保壓30 min以管壁管板無泄漏、無異常變形,脹接接頭無泄漏為合格[1]。
根據轉化器的加工制作過程,換熱管與管板只采用“強度密封脹接”連接型式有如下不足。
(1)換熱管在脹接前管頭結合面沒有拋光或拋光程度不夠,脹接時脹接面上夾有雜物或污物有時會造成脹接時嚴密度不夠。
(2)換熱管脹接過程中有時脹接力不夠,換熱管和管板之間不能產生永久性變形和塑性變形。
(3)換熱管在脹接過程中,有時脹接力過大,造成換熱管產生微裂紋,增加泄漏的可能性。
(4)轉化器在運輸過程中,有時方法不當造成局部換熱管軸向受力過大,使部分換熱管產生松動。
(5)在安裝過程中,管板大法蘭上的螺絲緊固力量不均勻,使得作用于管板上的附加彎矩不均勻,從而使轉化器泄漏的可能性增加,這種現象一般在轉化器使用幾天或幾周后容易出現。
(6)如果換熱管與管板之間只采用“強度密封脹接”連接型式,轉化器投入使用后溫差應力有可能引起換熱管和管板之間的“松動滑移”,由此導致轉化器泄漏。因為轉化器為固定管板式換熱器,管束與殼體是剛性連接的,當管程溫度較高的流體與殼程溫度較低的流體進行換熱時,由于換熱管的壁溫高于殼體的壁溫,換熱管的伸長大于殼體的伸長,殼體限制換熱管的熱膨脹,結果是換熱管受壓、殼體受拉,溫差越大,引起的溫差應力也越大。由于換熱管與管板之間只采用“強度密封脹接”連接型式,那么溫差應力將會直接作用于換熱管和管板之間的“結合面”,“結合面”這時既要承受應力作用又要起到密封作用,從而使轉化器泄漏的可能性增加。
4.2 采用“強度焊”連接型式
這種連接型式一般適用于化工生產現場轉化器的維修。在轉化器列管泄漏數量不多的情況下,把整臺轉化器從化工生產裝置區拆下來運到設備維修車間進行修復,設備與化工生產系統的隔離和拆裝所導致麻煩程度與費用往往比較大,一般在化工生產裝置區進行轉化器的維修。化工生產裝置區屬于防火防爆區,一些加工、檢測設備不具備使用條件,且維修人員的工作方向、位置和角度有時對維修操作十分不利。采用“強度焊”連接型式可操作性強,但在轉化器的加工制作過程中很少采用,原因如下。
(1)在換熱管與管板組對之前,對管端外表面銹及管口油污的清理不徹底,將會使焊縫金屬產生氣孔、夾渣等缺陷。
(2)焊接方法不合理,產生氣孔、裂紋等缺陷,影響了焊接質量。在初期轉化器的制造過程中,換熱管與管板的焊接采用手工電弧焊方法,通過對現場出現泄漏的角焊縫進行檢測發現,氣孔多發生在焊縫的起弧和收弧處。手弧焊起弧處出現大量氣孔,收弧時仍在起弧處,則起弧處有一段距離的氣孔不能消除,表面檢查無法看出。
(3)如果換熱管與管板之間只采用“強度焊”連接型式,轉化器投入使用后溫差應力將會引起的焊縫金屬“焊接缺陷”擴展,導致換熱管與管板之間發生腐蝕和泄漏的可能性增加。轉化器為固定管板換熱器,管束與殼體是剛性連接的。當管程溫度較高的流體與殼程溫度較低的流體進行熱交換時,由于換熱管的壁溫高于殼體的壁溫,換熱管的伸長大于殼體的伸長,殼體限制換熱管的熱膨脹,結果是換熱管受壓、殼體受拉。這樣換熱管與管板之間的角焊縫會產生拉脫和剪切應力,這個應力是由換熱管管壁和殼體外壁溫差引起的,溫差越大,引起的溫差應力也越大,這時溫差應力將會直接作用于換熱管和管板之間的焊縫金屬,焊縫金屬這時既要承受應力作用又要起到密封作用,從而使轉化器泄漏的可能性也比較大。
4.3 “焊脹結合”連接型式
這種連接型式一般認為是比較常規可靠的,較“強度焊”多了一道換熱管與管板之間的脹接工藝,設備使用周期能夠得到保證。其加工制作過程如下。
(1)原材料的質量控制。a.用于受壓部件的材料必須是全新的,并且有材料供貨廠家提供的材料質量合格證明書,包括材料等級、化學成份和機械性能,材質為Q345R的管板應符合GB713-2008標準,正火狀態供貨;b.換熱管應符合GB9948-2006的規定,換熱管應整根供貨,不得拼接[1]。
(2)焊前準備。a.換熱管兩端外表面要除銹,除銹長度不宜小于2倍的管板厚度,除銹方法采用機械法,管端除銹至呈金屬光澤;b.穿換熱管之前,管板孔內的銹蝕要用砂輪或砂紙清除干凈,至露出金屬光澤后再穿換熱管;c.換熱管穿完點焊組對好后,徹底清除施焊區域內的鐵銹、油污等,管頭伸出管板的長度為4~6 mm,換熱管、管板(施焊側)上的水、油等臟物用丙酮或酒精清洗干凈。
(3)焊接及檢驗。a.打底焊:焊接采用自動鎢極氬弧焊打底(填焊絲),焊接位置為全位置焊接;b.打底焊結束后進行 0.2~0.3 MPa 壓力的氣密試驗,以檢驗焊縫質量,合格后方可繼續施焊蓋面層;c.蓋面焊接:焊接采用自動鎢極氬弧焊的方法,焊絲直徑要符合相關要求;d.檢驗:焊縫外觀先用肉眼或放大鏡進行初步檢查,不得有裂紋、氣孔、夾渣、未熔合、超標咬邊、弧坑及局部凹陷等缺陷,宏觀檢驗合格后再進行100%PT檢查,應符合JB4730-2005的要求[2]。
(4)脹接。采用先進的電腦數控液壓脹管機,脹接性能好,對管壁無機械損傷,力度均勻穩定。首先,用丙酮清理焊接管接頭內表面;然后,用液袋脹管器進行強度脹,當脹管器難進換熱管時,應修磨管頭,不應用機械方法擴管頭,以防焊縫開裂,這時要注意離管板外表面15 mm范圍內不脹,防止換熱管及焊角出現裂紋。
(5)按轉化器設備圖紙要求進行水壓試驗及氣密性試驗。
(6)消除焊后殘余應力。必須制定切實可行的熱處理方案,消除轉化器設備在制造過程中所產生的焊后殘余應力,降低轉化器泄漏的可能性。
根據上面轉化器的加工制作過程,換熱管與管板采用“焊脹結合”連接型式有如下特點。
(1)轉化器投入使用后溫差應力將會分散作用于換熱管和管板的焊縫金屬與脹接結合面,使得轉化器泄漏的可能性降低。
(2)既克服了單一“強度密封脹接”連接型式的換熱管和管板“松動滑移”的可能性,又克服了單一“強度焊”連接型式的焊縫金屬“受力+密封”的不足,具有雙重保險,從而使轉化器泄漏的可能性降至最低。
5 結語
換熱管與管板之間采用“焊脹結合”連接型式是最佳選擇。換熱管與管板不論采用何種連接形式,泄漏后在化工生產現場進行轉化器的修復都是被動的補救措施。因此,應采取切實可行的技術管理措施,嚴格控制設備加工制作的質量關,做到預防泄漏為主,在設備的加工制作階段把導致轉化器泄漏的可能性降至最低。
[1]董其伍,張 雰.換熱器.化學工業出版社.
[2]石油化工靜設備安裝工程施工質量驗收規范》GB50461-2008,中國計劃出版社.
A key manufacturing technique for vinyl chloride synthesis equipment
WANG Yu-chang
(Tangshan Sanyou Chlor-alkali Co.,Ltd.,Tangshan 063305,China)
This article expounds the synthesis converter heat exchange tube and tube plate expansion of"strength","welding strength","welding expansion combined with"the characteristics of three kinds of connection type,through the comparison and analysis to determine the best connection type,and put forward control on the basis of production practice of the reliability of the heat exchange tube and tube plate connection work center of gravity.
converter;tube plate;heat exchange tube;leakage;connection type
TQ325.1+2
B
1009-1785(2017)10-0029-03
2017-06-06
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07